基于數字信號處理的發面機自動發酵系統控制優化
2020-03-06 04:54:22張麗華董天飛牛文昭
食品與機械 2020年1期
張麗華 董天飛 牛文昭
(赤峰工業職業技術學院,內蒙古 赤峰 024005)
面食發酵制作過程繁瑣,耗時、耗力,各個步驟都會影響最后的發酵效果。將自動化技術與面食的發酵制作結合起來誕生了發面機,簡化了面食的發酵制作過程,具有比人工制作更好的效果。但在發面機整個發酵過程中,自動入料揉制面團時存在抖動幅度較大、難以控制等不足,需進行控制系統的優化。
基于模糊積分控制[1]的發面機發酵系統采用非線性控制方法,不依賴于數學模型,對被控對象的參數變化不敏感,表現出極強的魯棒性,但在模糊控制域的劃分方面較為粗糙,無法實現高精度控制。基于BP控制[2]的發面機發酵系統的BP網絡可表示任意非線性函數,具有自適應學習的特點,容錯性較好,可適用于復雜非線性系統,但在控制入料進程時的運行較為繁瑣,時效性較差。
文章擬提出一種基于數字信號處理的發面機自動發酵系統控制的優化方法。通過對發面機自動入料控制系統進行設計,從人機交互界面中進行面食發酵機械自動入料的人機交互和面板操作,優化面食發酵機械自動入料的運行工況,設計基于DSP控制的面食發酵機械自動入料系統。采用誤差反饋控制算法進行面食發酵機械自動入料的控制算法設計,再進行面食發酵機械自動入料系統的硬件設計并進行仿真試驗分析,以驗證方法的系統穩定性和控制精度。
1 發酵入料系統的總體設計構架和功能器件組成
發面機自動入料控制系統主要包括總體設計構架、功能模塊設計和控制算法設計。結合集成的信息處理器進行面食發酵自動入料系統的模糊控制設計等對發面機自動入料系統總體構架進行設計,試驗方法優化的入料系統功能器件組成如圖1所示。
總體設計構架如圖2所示,采用PLC邏輯可編程芯片進行面食發酵機械自動入料過程中的模糊控制,通過對面食發酵機械自動入料控制的硬件模塊化開發,設計面食發酵機械自動入料系統的上位機模塊,采用集成的DSP信息處理器進行面食發酵機械自動入料系統的總線控制,采用ADSP21160作為核心處理器[3]進行面食發酵機械自動入料控制系統的集成信息處理和控制指令的收發轉換設計,用ISA/EISA/Micro Channel擴充總線進行面食發酵機械自動入料控制系統的控制指令加載。
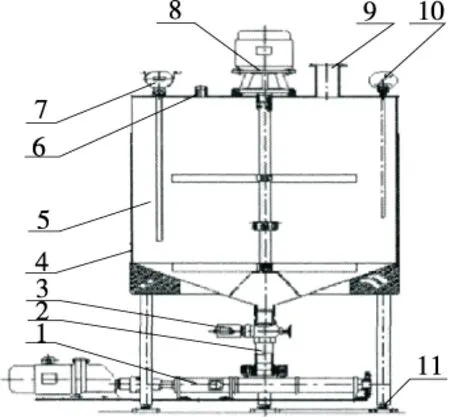
1. 面粉量控制系統 2. 出口 3. 控制閥門 4. 電加熱膜 5. 發面裝置 6. 自動注水口 7. 酵母入料口 8. 攪拌裝置 9. 面粉入料口 10. 溫度控制器 11. 重量控制器圖1 自動入料系統功能器件組成Figure 1 Functional components of automatic feeding system

圖2 發面機系統的總體設計構架Figure 2 Overall design framework of the system
采用ADSP21160處理器系統作為面食發酵機械自動入料系統的主控芯片,結合DSP邏輯控制方法進行面食發酵入料的機械振動信息采集,主要采集物料的質量信息、密度信息和入料的樣本屬性特征信息[4],根據信息采集結果進行面食發酵機械自動入料系統的參數信息融合。如圖3所示,固態繼電器(SSR)采用的是半導體元件組裝而成的無觸點開關,自動入料系統的設計過程中,主電路將固態繼電器S12串聯與振動控制器直接連接在一起。該自動入料控制系統由兩個固定電阻(Rq1和Rq3)和一個可變電阻(Rq2)組成,可應對不同環境的影響,通過改變可變電阻的電阻值改變控制程序中的標準值,增強其控制程序控制穩定性。
采用ADSP21160作為核心處理器進行面食發酵機械自動入料系統的集成信息處理和控制指令的收發,采用嵌入式的交叉編譯方法進行面食發酵機械自動入料系統的上位機通信,采用VIX總線控制技術實現面食發酵機械自動入料系統的總線集成控制[5],包括面食發酵機械自動入料的信息采集模塊、AD信息輸出轉換模塊、上位機通信模塊、邏輯自動控制模塊和人機交互控制模塊等,發面機系統的功能結構[6]模塊如圖4所示。
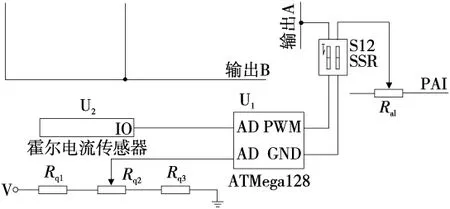
圖3 自動發酵系統設計原理Figure 3 Design principle of automatic feeding system
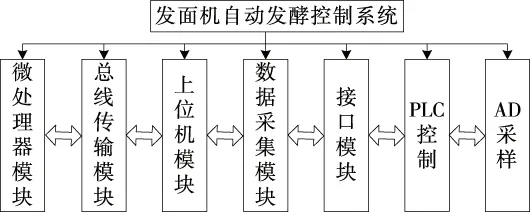
圖4 發面機系統的功能結構模塊Figure 4 Functional structure module of the system
2 系統功能模塊設計與實現
2.1 信息采集模塊
設定發面機自動入料系統控制信息采集的動態范圍為-22~+25 dB,采用ISA/EISA構架模式進行發面機自動發酵系統的總線開發設計,設計發面機自動發酵系統的總線傳輸協議,在ARM嵌入式微處理器環境下進行發面機自動入料系統的AD轉換和信息采集[7],構建發面機自動發酵系統的智能控制平臺,信息采集模塊如圖5所示,其中對應英文為器件型號。

圖5 信息采集模塊Figure 5 Information acquisition module
2.2 AD轉換模塊
AD轉換模塊實現對發面機自動發酵系統的控制信息采樣和數模轉換功能,采用Flash、RAM、SOC作為發面機自動發酵系統控制的嵌入式調度,采用ADSP-BF537BBC-5A實現發面機自動發酵系統控制總線設計,結合嵌入式的ARM進行發面機自動發酵系統的總線輸出控制設計[8]。在信息集成處理模塊中實現發面機自動發酵系統控制的智能信息處理和人機交互設計,AD轉換模塊設計如圖6所示。
2.3 邏輯自動控制模塊
邏輯自動控制模塊是整個系統的核心控制終端,在嵌入式環境下進行發面機自動入料控制系統的程序加載,采用邏輯PLC控制方法進行發面機自動發酵的自適應控制,在ZigBee組網協議中進行發面機自動入料控制,構造發面機自動入料控制的總線編譯控制器,在節能控制過程中實現發面機自動入料控制和人機交互,采用ISA/EISA構架模式進行發面機自動發酵系統的邏輯自動控制設計,在信息集成處理模塊中實現發面機自動入料控制的智能信息處理,邏輯自動控制模塊如圖7所示。
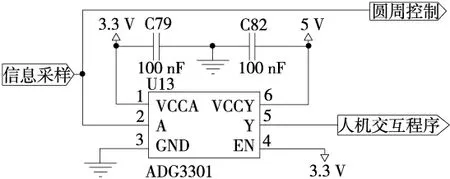
圖6 AD轉換模塊設計Figure 6 AD conversion module design
2.4 人機交互控制模塊
人機交互控制模塊實現發面機自動發酵系統的人機交互設計功能,采用APLC21160邏輯處理器芯片作為發面機自動入料控制的數字處理芯片,通過DSP發送發面機自動發酵系統控制指令,在PLC中進行發面機自動發酵系統控制系統的總線控制和接口轉換,在執行器中進行發面機自動發酵系統的控制指令收發轉換,結合嵌入式的ARM進行發面機自動發酵系統的入料感應控制設計,通過LCDDMA、LPC3600進行發面機自動發酵系統的中央控制,得到人機交互控制模塊的硬件設計的總體結構。在嵌入式的ARM環境下構建發面機自動入料控制指令傳輸協議,結合集成DSP高速信息處理器進行發酵機自動發酵系統的硬件集成設計,得到系統的集成設計電路圖如圖8所示。
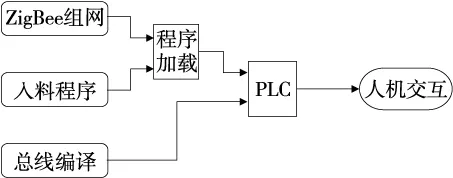
圖7 邏輯自動控制模塊設計Figure 7 Design of logic automatic control module

圖8 系統的集成設計電路圖Figure 8 Integrated design circuit diagram of the system
3 控制算法設計
在上述進行發面機自動發酵系統的總體設計構架和功能模塊設計的基礎上,進行系統的控制算法設計,采用模糊反饋自適應調節控制的方法進行面食發酵機械自動入料系統的自動控制設計,構造專家系統進行入料過程中的自適應調節,得到調節系數[9-10]:
(1)
調節發面機入水隔網定向角度,采用非線性時變補償的方法,得到面食發酵機組件結構控制模型表示為:
usw=-Ksat[S(t)/μ]/(λgx+gθ)。
(2)
確定不同規格發面機自動發酵的密度,初始通量調節的不等式:
(3)
確定發面機自動入料的線性補償規則,在相同運行壓力條件下,得到自適應控制律為:
(s2+λxs+αx)λex(s)+(s2+λθs+βθ)eθ(s)=λ(s+1+λx)ex(0)+(s+1+λθ)eθ(0)。
(4)
發面機自動發酵的條件轉移概率密度分布函數為:
H(s)=D[sI-Am]-1I。
(5)
在運行壓力增長的條件下,采用多通道加權控制的方法,得到流體密度調節誤差收斂于:
(6)
確定補償規則,根據截面幾何形狀,得到發面機自動入料的流體控制模型方程為:
(7)
式中:
Km——流體密度,g/cm3;
δ——入料流體流速,m/s;
θ——進水隔網偏移角度(其中sinθp=θp,cosθp=1),(°)。
使用上述算法進行發面機自動入料的自動控制,提高發面機自動入料的優化控制能力,達到優化發面機自動發酵控制系統。
4 仿真試驗
4.1 控制性能
為了驗證試驗方法在實現發面機自動入料控制中的性能,進行仿真試驗,并對結果進行分析。設置面食發酵機械自動入料控制的載頻為120 Hz,低頻轉換頻率為10 Hz,發面機的電機輸入電壓為100~220 V,時鐘電平輸出μ=4π×10-7H/m,控制指令的調頻幅度在4 V以內,根據上述仿真環境和參數設定,將試驗方法與基于模糊積分控制和基于BP控制方法進行發面機自動入料控制。由圖9可知,試驗方法進行發面機自動入料控制的自適應性較好,且控制性能較穩定,試驗方法具有良好的控制性能。
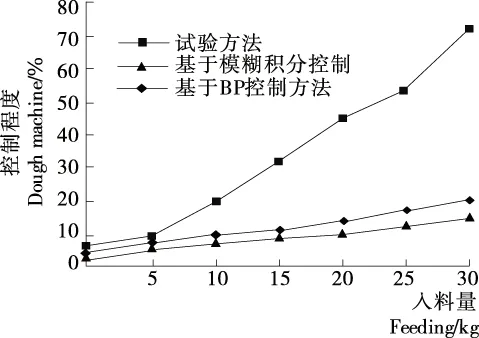
圖9 發面機自動入料的控制性能曲線Figure 9 Control performance curve of automatic feeding of dough machine
4.2 控制誤差
由表1可知,試驗方法進行發面機自動入料控制在不同迭代步數下的誤差均低于基于模糊積分控制和基于BP控制方法,說明試驗方法具有高精度控制性能。
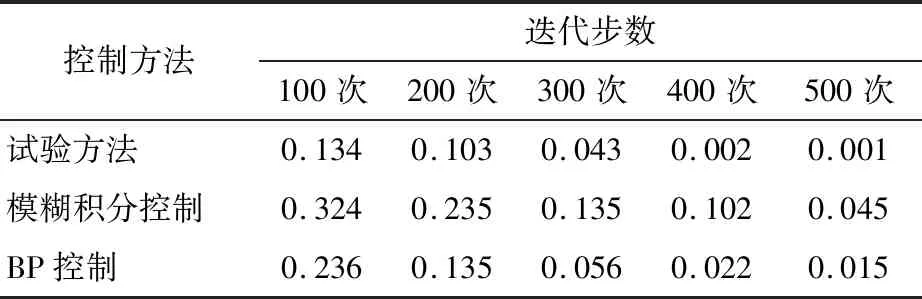
表1 控制誤差值對比結果Table 1 Error comparison of three methods after iteration
5 結論
針對發面機發酵時入料過程中揉制面團的抖動幅度較大導致入料控制性能差的問題,提出一種基于數字信號處理的發面機自動發酵系統控制的優化方法。針對自動發酵系統中的自動入料系統,通過實現面食發酵入料的自動配置和優化配比控制,設計集成信息處理和收發轉換的控制指令,通過對系統的信息采集模塊、AD信息輸出轉換模塊、上位機通信模塊、邏輯自動控制模塊和人機交互控制,完成自動入料系統的優化。仿真結果表明,試驗設計的控制系統穩定性優于基于模糊積分控制和基于BP控制的方法,且入料控制誤差在迭代500次時僅為0.1%,表現出良好的控制精度,提高了面食發酵機自動入料系統的控制能力,增強了發面機自動發酵系統的整體性能,保證了后續發酵的效果。研究的不足之處在于受實驗平臺和試驗條件的限制,驗證試驗指標不夠全面,以后會在研究中加強系統模塊的細化,為相關研究領域提供參考。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當代工人(2020年8期)2020-05-25 09:07:38
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
家庭影院技術(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
中外會展(2014年4期)2014-11-27 07:46:46