帶充電口的翼子板工藝優化研究
2020-03-03 09:37:46程巖一汽轎車股份有限公司
鍛造與沖壓 2020年4期
文/程巖·一汽轎車股份有限公司
隨著電動車市場的快速發展,帶充電口特征的側圍,翼子板也越來越多的出現在車身上。翼子板由于其形狀較小,搭接部件眾多,因而產品結構復雜,相對應的沖壓工藝及模具結構都較為復雜。翼子板在車身裝配過程中是最后安裝的零件,因與側圍外板、發罩外板、前門外板、前大燈、前保險杠、輪眉飾板、門檻等件都有搭接關系,控制點眾多,車身匹配及調整難度較高,導致對制件本身的尺寸和面品精度都有極高的要求,而充電口特征的增加,進一步增加了工藝難度,如何保證制件的面品及尺寸精度要求,并由制件傳統的六序工藝縮短到五工序,適應我公司最大載入五工序的生產線需求,成為了我公司急需解決的課題,本文主要介紹了帶充電口翼子板實現短工序的工藝改善方案。
工藝優化
產品充電口如果按傳統工藝,OP10拉延工序會將充電口填充,通過OP20預修邊、OP50翻邊整形、OP60精修邊三道工藝內容,其中要避開OP30發罩搭接側的斜楔整形工序及OP40與門搭接側的斜楔整形工序,所以帶充電口的翼子板需要六工序。
為了實現五工序,同樣要避開OP30發罩搭接側的斜楔整形工序及OP40與門搭接側的斜楔整形工序,只有改變拉延工藝造型,OP10拉延過程中充電口進行預成形,OP20進行預修邊、整形(工序合并),OP50 精修邊,如圖1所示。
拉延工藝型面改善
針對充電口拉延工藝型面,從圖2中的兩種方式對比分析可以看出,充電口中間工藝補充面撐起的狀態在材料成形過程中,板料型面始終貼緊凸模型面,充電口周圈成形時保證凸模型面周圍板料撐緊,成形穩定;而充電口中間沒有支撐的工藝補充面成形過程中產生了板料凹陷,充電口周圈成形時只有一側板料服貼,成形狀態不穩定,如圖3所示。根據模擬分析后油石檢查效果(圖4)也可看出,充電口中間撐起的工藝補充面品質量更好,故選定了充電口中間撐起的工藝補充形狀。
充電口預成形的工藝補充(圖5),既要保證成形過程板料流動均勻可控,又要保證后工序的預修邊位置在終成形底面且整形量<5mm,經過多輪分析及模擬最終確定W/H>4(W成形寬度,H成形深度),R凹>15mm,R凸>10mm(圖6)。
修邊整形工藝優化
充電口拉延預成形后,由于整形量較大需要進行預修邊及充電口整形,正常需要兩工序完成,為了實現翼子板五工序生產,此處進行了工藝優化,將預修邊及整形工藝復合在一道工序。
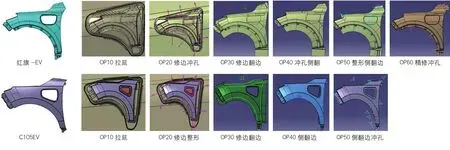
圖1 翼子板五序、六序工藝對比
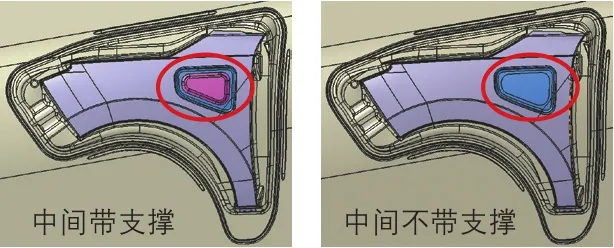
圖2 充電口兩種工藝補充對比
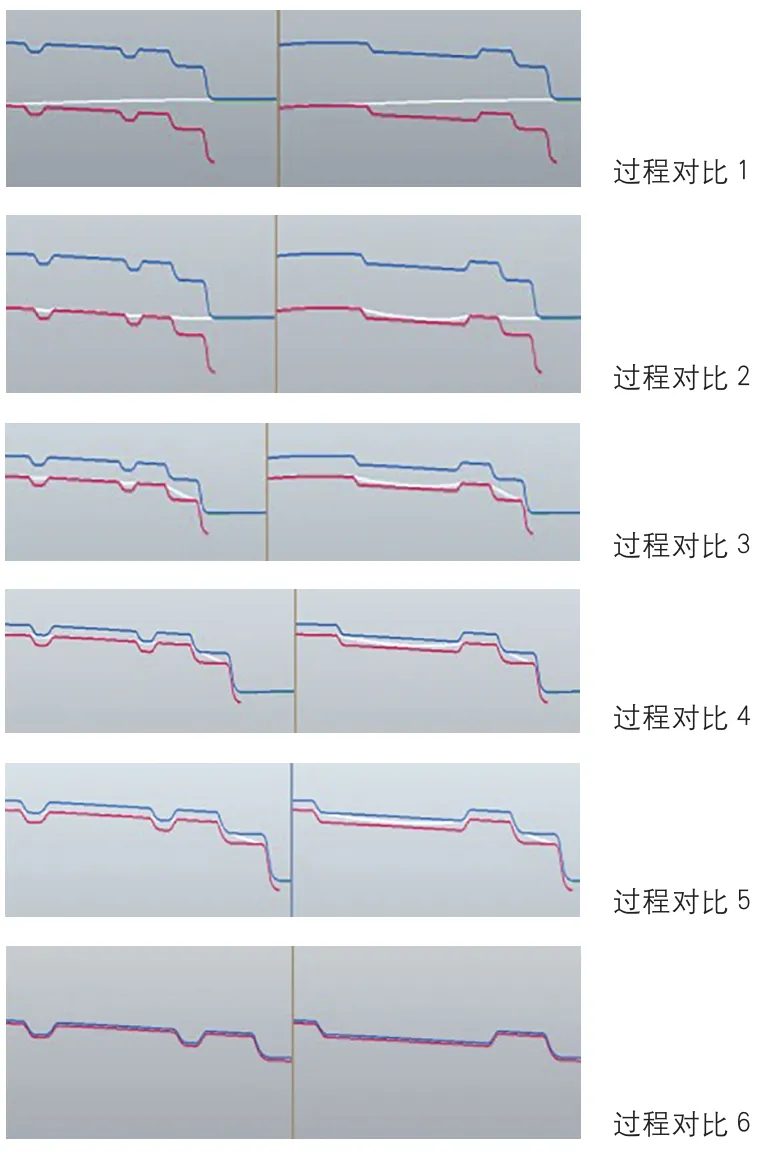
圖3 成形過程對比
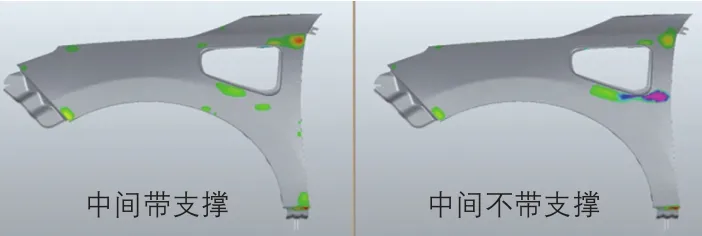
圖4 油石檢查結果對比
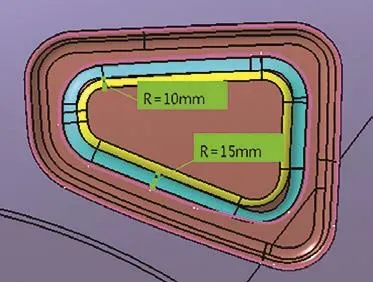
圖5 充電口預成形工藝補充
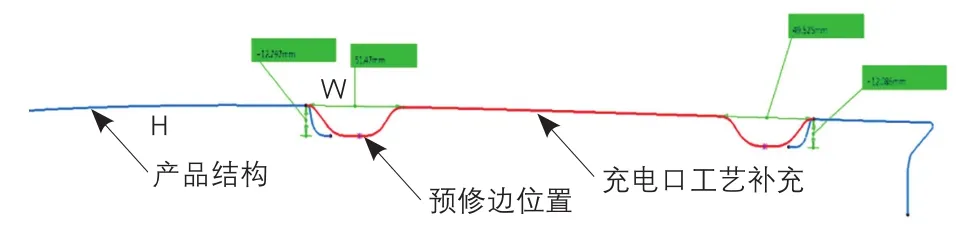
圖6 充電口預成形斷面
產品優化
原產品充電口位置、R角及回轉半徑,側立壁拔模角等尺寸皆對充電口的成形可行性、面品缺陷產生重要的影響,經過多輪的模擬分析及產品評審及產品溝通,產品得到了改善(圖7)。
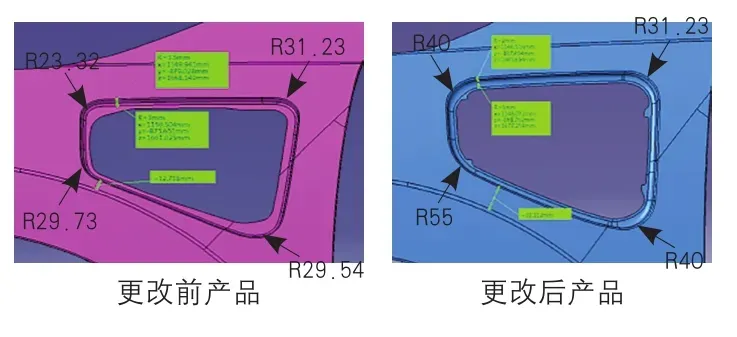
圖7 產品充電口更改前后對比
充電口回轉半徑改善
通過全工序模擬分析后, 產品最小回轉半徑R為23.32mm,充電口四角會產生嚴重的面品缺陷(圖8),建議充電口回轉半徑R>40mm,對產品進行改善。
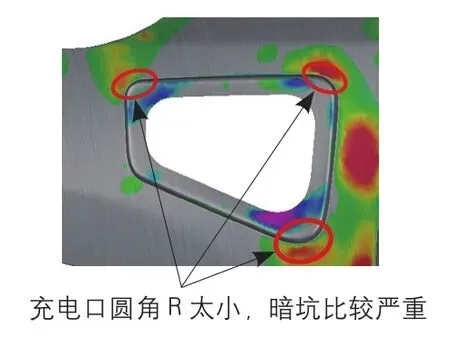
圖8 更改圓角前產品打油石缺陷
充電口R角改善
充電口模擬分析后成形破裂(圖9),原R凸為1.5mm,R凹為3mm,模擬后底部四角開裂,建議R凸>3mm,R凹>8mm,對產品進行改善。
充電口側立壁拔模角改善
翻邊不同時觸料(圖10),按沖壓方向一側拔模角5°,一側拔模角25°,導致了產品成形過程中一側是翻邊,另一側是整形,給制件的面品帶來嚴重影響。建議按照沖壓方向四周側立壁改為3°拔模角,對產品進行改善。
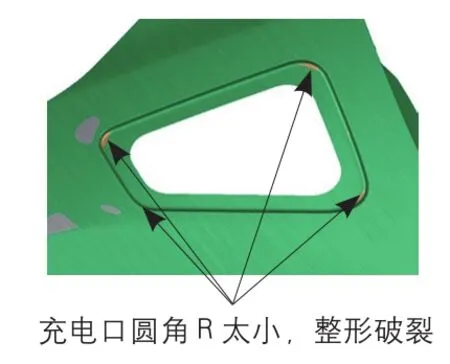
圖9 更改前產品成形破裂
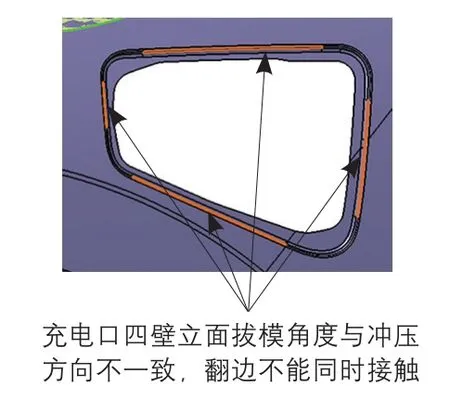
圖10 更改前產品立壁拔模角
充電口位置改善
充電口距輪眉棱線過近,易產生輪眉棱線滑移及充電口A面波浪,建議充電口到輪眉的距離>30 mm。建議充電口到門縫輪廓的距離≥60mm,避免拉楔整形結構鑲塊強度過于薄弱(圖11),產品有了很大的改善。
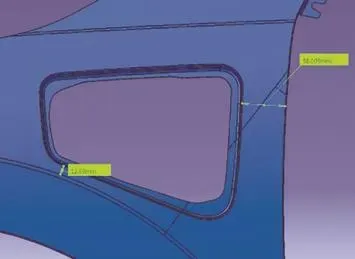
圖11 更改前充電口位置
模具結構優化
翼子板常規的六序生產,充電口處的翻邊整形工序周圈是有上壓料板強壓控制的,內有下壓料板夾料翻邊整形,相對面品質量較好,翻邊整形結構如圖12所示。
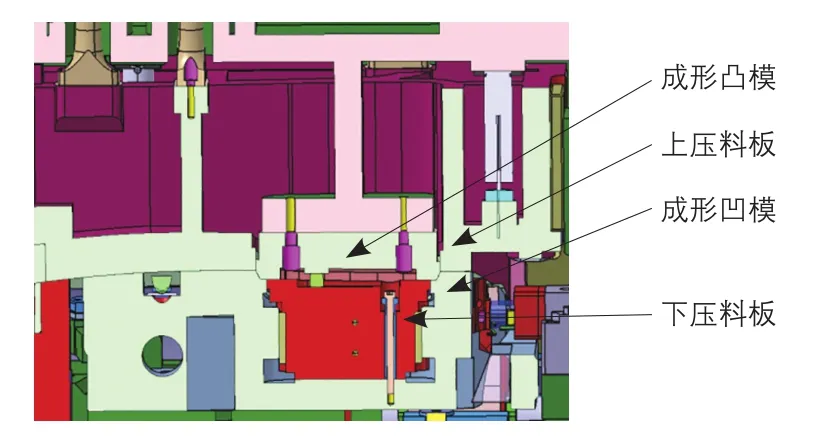
圖12 六序翼子板充電口夾料翻邊整形結構
翼子板五序生產,充電口處的OP10預成形工序,拉延結構如圖13所示。如何保證板料成形過程中材料均勻流動受控,而不是自由成形,這對充電口的工藝補充有較高的要求,充電口的工藝補充變化會給充電口周邊的面品質量帶來很大影響。
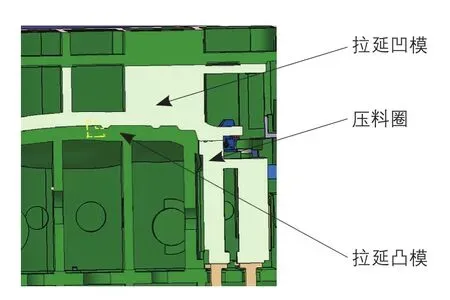
圖13 五序翼子板充電口拉延結構
翼子板五序生產,充電口處的OP20預修邊整形工序,如圖14所示,保證板料先修邊再成形到位,通過對預修邊和整形工序進行合并,實現了翼子板的短工序生產。

圖14 五序翼子板充電口預修邊整形結構
修邊及整形的復合工藝優點是縮減了一道工序,缺點是修邊時制件無壓料,凸凹模修邊鑲塊間隙不當易產生制件毛刺,上模不壓料導致上模回程時刮件,制件局部會竄動產生變形。預修邊后整形使制件輪廓流動,上模回程時不會帶件,廢料部分通過上模彈頂銷確保不卡在刃口內,修邊輪廓通過精修邊工序確保尺寸精度,尺寸合格制件如圖15所示。
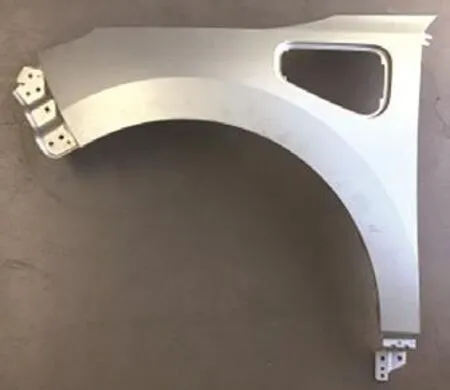
圖15 尺寸合格制件
結束語
本文通過對帶充電口特征的翼子板進行產品、工藝、結構的優化,徹底實現五工序生產,對降低模具投資,提高生產效率,起到巨大的作用。拉延模充電口全新工藝補充形狀的合理性,決定了后期充電口表面缺陷的嚴重程度;預修邊整形工序的工藝內容合并,滿足了短工序的要求;精修充電口的工序保證了充電口的尺寸公差要求。通過對產品結構的改善,降低了制件面品缺陷風險,通過對拉延模具、預修邊整形的復合模具、精修邊模具的改善,使得制件的面品公差和尺寸公差得到了有效改善,目前此工藝方案已經推廣應用到我公司后序車型中。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
