水電站水輪機導葉軸套加工工藝簡析
2020-02-28 01:59:10劉功亮胡德江
水電站機電技術 2020年1期
劉功亮,胡德江,王 慷
(南方電網調峰調頻發電有限公司檢修試驗分公司,廣東 廣州511400)
0 引言
活動導葉是水輪機系統導水機構的重要部件之一,它的作用是通過開啟和關閉導葉來調節導葉開度,保證水流以很小的能量損失,在不同的流量下沿圓周均勻進入轉輪。軸套作為導葉旋轉的支撐部件,主要作用就是限制導葉的徑向擺動,使導葉能平穩地進行開關并控制流量,所以軸套要具有良好的同心度使導葉旋轉時不產生憋勁和卡澀。通常導葉軸套在使用初期狀況良好,但在機組運行多年后,可能出現內徑減小、脫層、潤滑不足、異物卡塞及刮傷等缺陷,導致導葉無法正常開啟或關閉,影響機組安全穩定運行[1]。故在平時小修中需對個別軸套進行更換或者機組大修的時候對軸套進行整體更換。
目前,國內外水電機組使用的導葉軸套產品主要有以下幾種類型[2-4]:水潤滑的尼龍軸套、油脂潤滑的青銅套、銅基鑲嵌自潤滑材料、雙金屬自潤滑材料等。本文以某抽水蓄能電廠的尼龍導葉軸套更換為例,簡述軸套的加工工藝。
1 導葉軸套基本情況
該抽水蓄能電廠每臺機組水輪機有20個導葉,每個導葉軸套分為上、中、下3個軸套,上、中軸套通過過盈配合組裝至同1套筒中并裝于頂蓋上,下軸套過盈配合裝至套筒后裝于底環上。
該電廠使用的尼龍軸套為特瑞堡公司的Orkot纖維增強樹脂復合材料,該材料由獨特的復合成分以及固體潤滑顆粒組成,有TLMM和TXMM 2種型號,該電廠采用TXMM型軸套,其在干磨狀態下具有更好的潤滑性和耐磨性。軸套的安裝[5]及加工要求見表1。
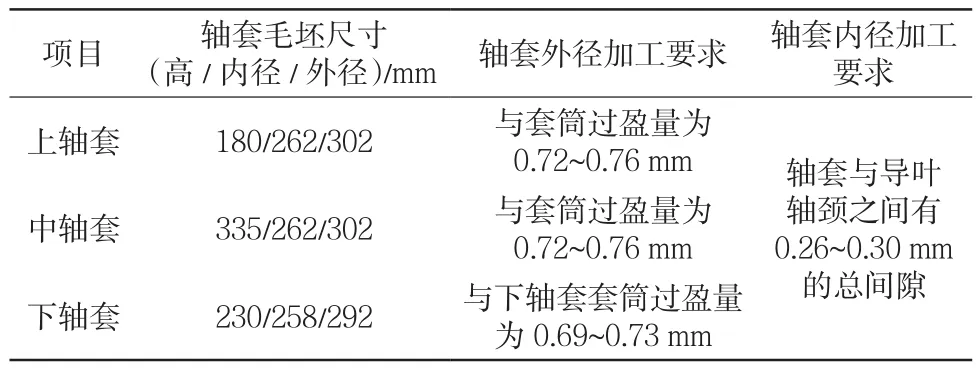
表1 軸套加工要求
2 導葉軸套外徑加工
在車削新軸套外徑前先將舊軸套進行破拆,然后對套筒內徑進行測量,上軸套和下軸套對應套筒內徑測量尺寸分別在299.99~300.05 mm和299.97~300.07 mm范圍,下軸套套筒內徑尺寸范圍為289.98~290.12 mm。上、中、下軸套套筒內徑測量值加上與軸套配合過盈量即可確定每個軸套的外徑加工數值。
為了固定軸套和對中軸套中心,車削軸套外徑時可在軸套外緣車削一條寬5 mm、深7 mm左右的夾持位。軸套固定及對中后,按每個軸套的外徑尺寸要求車削多余的厚度。依據測量值可得上、中軸套外徑需車削約1.22~1.26 mm,下軸套需車削1.25~1.29 mm。從表2中可看出,軸套與套筒過盈量配合尺寸滿足表1的加工要求。軸套外徑加工合格后,還需對軸套按設計要求加工外倒角(3.5×15°),方便裝入套筒內。軸套其他部位倒角工藝嚴格按照圖1設計要求進行加工。
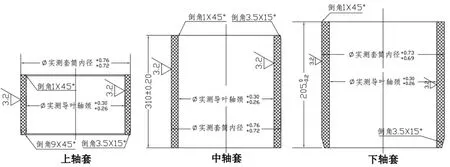
圖1 軸套加工工藝圖

表2 軸套與套筒過盈量 單位:mm
軸套與套筒之間采用的是過盈配合,在常溫下軸套無法套裝在套筒內。根據熱脹冷縮的物理原理,可利用清潔廉價的液氮冷卻新軸套[6]。即將外徑已加工好的新軸套放入零下196℃的液氮中冷卻,軸套冷卻2~3 min后取出,平穩放到對應的套筒中,最后讓其在自然條件下恢復常溫達到與套筒過盈配合的效果。注意在軸套放入套筒過程中時要先將車有外倒角(3.5×15°)的一端裝入,裝配示意圖如圖2所示。
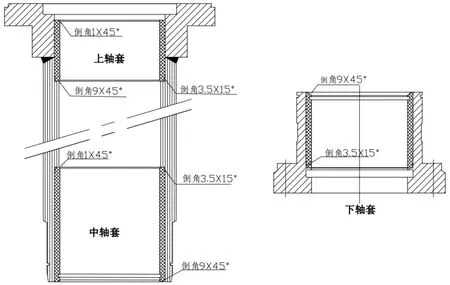
圖2 導葉軸套冷卻后與套筒裝配圖
3 導葉新軸套內徑車削
冷卻裝入套筒的軸套必須在常溫下保持24 h以上才能車削,避免低溫下軸套較脆導致加工時破損,且保持24 h以上才能保證軸套與套筒充分貼合。軸套內徑加工的尺寸是根據實測的導葉軸頸直徑確定的,對于變形彎曲的軸領部位,還需對彎曲部位進行車圓再測量軸領直徑。上、中軸領直徑在269.50~269.60 mm范圍內,下軸領測量值為259.51~259.58 mm,在加工過程中嚴格按照表1和圖1加工工藝及配合間隙進行加工,加工精度控制在0~+0.04 mm以內。
軸套內徑加工的關鍵一步是定中心,即軸套徑向和軸向位置百分表跳動不得超過0.02 mm,且在加工過程中要嚴格控制同心度和同軸度,避免軸套加工過程中軸套出現錐度及橢圓度。對于長套筒,由于中軸套對應位置的套筒不是很厚,為防止在加工上軸套時使已加工好的中軸套變形,在加工軸套內徑時應先車削上軸套,再車削中軸套。加工時先用刀具粗車,將端口以及內徑大部分余量車去,使內徑稍小于設計尺寸,冷卻10 min左右使軸套恢復常溫。然后換鋒利刀具對軸套進行精車,同時調小進刀量,精細車削使其盡量滿足內徑偏差要求。軸套內徑加工后與軸領配合間隙情況如表3所示,間隙滿足設計要求。
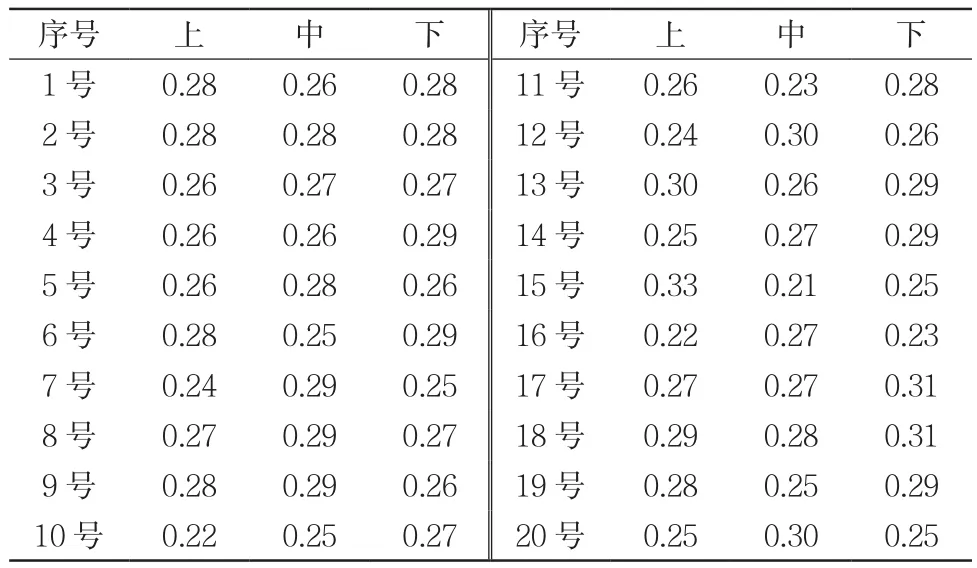
表3 軸套與導葉軸領配合間隙 單位:mm
對于中軸套和下軸套,還需加工密封槽,密封槽要求距離端口12 mm,寬8.75 mm,深5.6 mm,詳細工藝要求見圖3。在車削完成后需用1號砂紙進行手工打磨,使軸套內表面粗糙度滿足3.2 μm的設計要求。

圖3 車削中軸套密封槽
尼龍軸套加工的難點在于:1)實地測量軸套支撐套筒的內徑,且為破壞拆除舊軸套。由于機組運行多年,套筒存在變形,需要注意破拆時對套筒無損傷,同時測量數據時需要更換不同的高度和方向進行測量求取平均值,最終確定加工的新軸套外徑尺寸;2)采用液氮冷縮的方式進行安裝以達到過盈配合,需要注意冷卻的時間及恢復常溫的溫度和時間,防止冷卻時間過短軸套卡在中間,恢復溫度過低和時間不足時出現加工脆裂的問題;3)加工定中心時,需要注意套筒的變形,尋找氣蝕較小的圓面進行測量對中,或者采用四點法對中;4)對于較長的軸套加工,可能會出現橢圓的現象,這時可以更換更加精細的刀具再車削或者利用砂紙打磨的方法進行校正。
4 結論
本文借助某抽水蓄能電廠大修整體更換軸套的加工機會,對尼龍軸套的加工工藝進行了闡述,詳細介紹了新軸套的外徑加工、冷卻套裝、新軸套內徑的車削以及如何定中心和處理橢圓的工藝,確保了軸套加工的精度、其與套筒和導葉軸頸的配合度。新軸套回裝至機組后,在機組調試運行期間,活動導葉轉動靈活,無卡澀、無蹩勁及無漏水現象,機組更換軸套至今3年運行狀況良好,為水輪機導葉軸套加工提供了寶貴經驗,同時也為其他同類型的導葉軸套以及尼龍材料的加工工藝提供了借鑒依據。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
