復合鋼板臺階形坡口埋弧焊氣孔缺陷原因分析
2020-02-24 04:10:04王昌盛
焊管 2020年12期
關鍵詞:基層
王昌盛
(寧波明欣化工機械有限責任公司, 浙江 寧波315202)
承壓設備焊接生產中, 由于下料誤差, 筒體卷圓和封頭壓制中材料會發生塑性變形, 組對尺寸出現偏差, 導致焊接接頭產生錯邊, 影響焊縫成形, 導致磁偏吹等焊接缺陷產生。 磁偏吹主要產生于直流電弧焊過程, 磁偏吹產生原因是接線位置不當、 周圍磁場影響、 焊接接頭錯邊、 接頭不等厚等[1]。 在復合板對接接頭中, 當采用臺階形坡口, 組對錯邊量較大時, 磁偏吹尤為明顯, 易造成夾渣、 氣孔等缺陷[2]。 本研究通過焊接試驗驗證了磁偏吹是導致氣孔產生的主要原因, 通過調整電弧高度、 改變坡口形式可防止氣孔產生。
1 焊接氣孔的特點和產生原因
復合板焊接采用臺階形坡口是非常成熟的工藝[3-4], 普通18 mm+3 mm Q345R+S30408 基層進行埋弧焊時, 采用坡口形式如圖1 所示。 在制造復合板容器時[5-6], 由于下料原因, 導致復合板筒節與封頭組對發生錯邊, 如圖2 所示。
當基層內、 外側焊接后對焊縫進行100%射線檢測, 整條環縫出現5 處密集型氣孔, 氣孔均分布在靠近封頭臺階坡口下側的坡口面上, 如圖3所示。
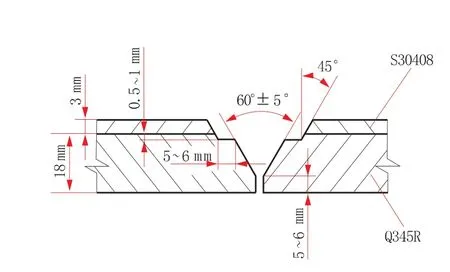
圖1 標準坡口示意圖
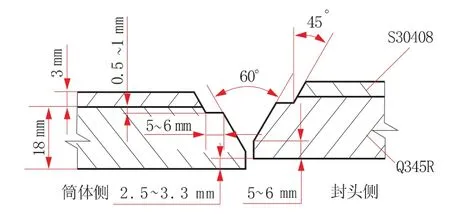
圖2 錯邊坡口示意圖(錯邊2.5~3.5 mm)
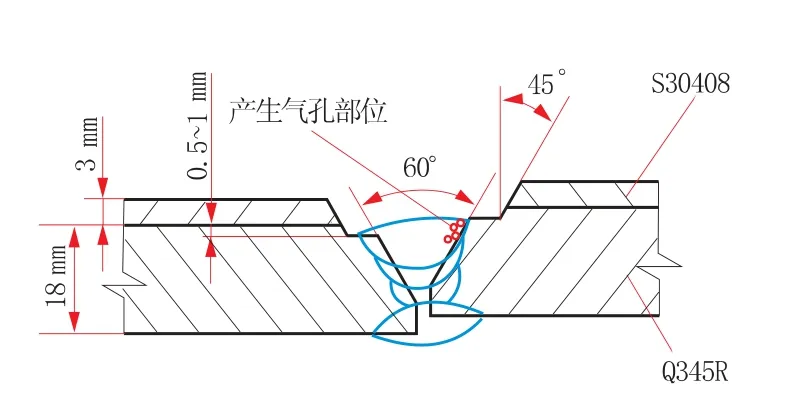
圖3 焊縫氣孔分布圖
因氣孔為密集型氣孔, 考慮焊劑受潮或坡口有油污、 水分雜質引起焊接氣孔的可能性較小; 焊接過程中焊劑覆蓋電弧厚度適宜, 空氣入侵熔池可能性也不大; 接頭裝配時, 除有錯邊外, 焊接坡口角度、 裝配間隙均符合要求;同時, 定位焊符合要求, 電流、 電壓、 焊接速度符合工藝要求。 經過對埋弧焊中常出現氣孔的原因逐條進行排查, 且幾處缺陷形態特征和分布均基本相同, 氣孔產生為偶發性的可能性并不大。
同時考慮氣孔為密集氣孔, 與熔化極氣體保護焊時熔池混入空氣形成氮氣孔比較相似。 分析認為, 是焊接時電弧保護不良或電弧不穩定燃燒導致。 埋弧焊中焊接電弧掩埋在焊劑中, 電弧保護相對其他焊接方法更有優勢, 且實際焊接過程中焊劑覆蓋厚度過高或過薄, 擬考慮磁偏吹引起氣孔的產生。 由于埋弧焊接過程中, 焊劑中有造氣劑, 焊劑顆粒間隙存有空氣, 當電弧偏吹導致電弧偏離封頭坡口一側時, 在靠近封頭坡口一側的接頭受熱不均勻, 焊縫金屬凝固較快, 熔池存留時間較短, 氣體來不及溢出熔池而殘留在焊縫中形成了氣孔[7-8]。
追溯復合板的制造工藝, 復合板成型采用爆炸復合工藝, 導致不銹鋼層與碳鋼基層在爆炸復合時產生強烈的滑移摩擦, 摩擦引起的靜電造成復合板帶有磁性, 而在后續的加工運輸過程中未能消除[9]。 同時焊接中變化的電場產生磁場, 且作用于鐵磁性物質的力與磁場強度和磁場梯度 (即沿磁力線方向單位長度磁場強度衰減的幅度) 成正比, 在尖銳的部位磁場梯度較大, 磁場強度較大。 在多重因素的疊加下,臺階尖銳處磁力線更密集, 引起的磁偏吹尤為明顯。
2 焊接工藝試驗驗證
為模擬產生氣孔的焊接過程和驗證磁偏吹是引起缺陷產生的原因, 利用剩余邊角料制備7 副試板, 試板的尺寸600 mm×130 mm×(18+3)mm。 將試板分成4 組, 對試板基層采用不同的參數或結構形式進行焊接試驗[10-14]。
2.1 基層采用埋弧焊進行焊接
基層按產生缺陷的焊接參數模擬焊接。 基層組對設置3.5 mm 的錯邊, 坡口形式為錯邊坡口, 焊接2 副試板。 采用設備出現缺陷時的焊接參數, 埋弧焊電流為540~580 A, 電壓34~36 V, 直流反接, 焊接速度50~55 cm/min。2 副試板基層完成焊接后, 進行100%射線檢測, 均出現了1~2 處密集型氣孔, 氣孔產生部位與圖3 一致。
組對坡口作調整, 焊接參數不變。 基層組對設置3.5 mm 的錯邊, 坡口形式如圖4, 焊接2副試板。 打磨較高臺階一側的尖角。 焊后進行100%射線檢測, 2 副試板均未出現氣孔。
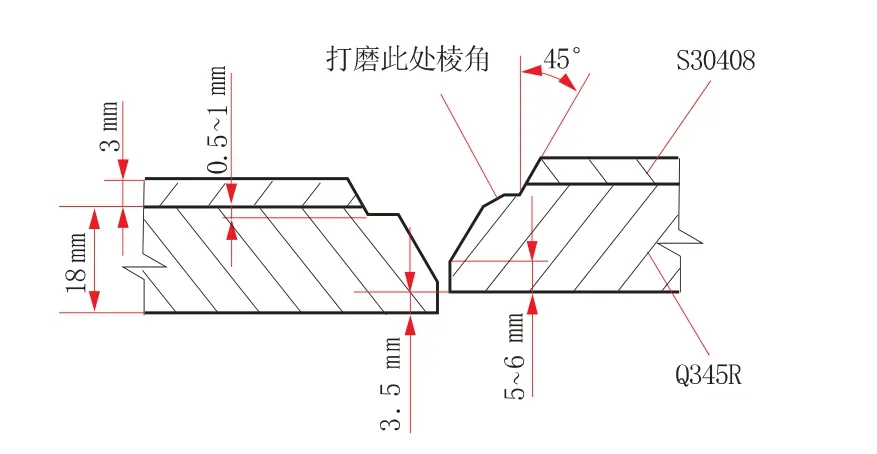
圖4 3.5 mm 錯邊坡口示意圖
壓低焊接電弧長度。 基層組對設置3.5 mm的錯邊。 將埋弧焊導電嘴與工件距離由32 mm調整為26 mm, 電流為540~580 A, 電壓為32~34 V, 直流反接, 焊速50~55 cm/min。 基層焊后進行100%射線檢測, 2 副試板均未出現氣孔。
2.2 基層采用焊條電弧焊進行焊接
基層組對設置3.5 mm 的錯邊, 焊接1 副試板。 復合板基層采用手工焊條電弧焊, 焊條選用J507, 直流反接, 在焊接打底及填充焊道時, 磁偏吹較小, 基層蓋面時, 當電弧接近較高一側臺階面時, 加長焊接電弧, 發現電弧有偏離臺階面現象, 如圖5 所示。 磁偏吹為橫向偏離, 垂直于焊接前進方向。 排除試板兩端起弧點和收弧點的磁偏吹, 在其余位置均發生電弧偏移。 由此可以推斷, 在接頭錯邊較高一側的臺階處, 作用于焊接電弧的磁場更強, 磁力線更密集, 導致電弧偏離該側[15]。
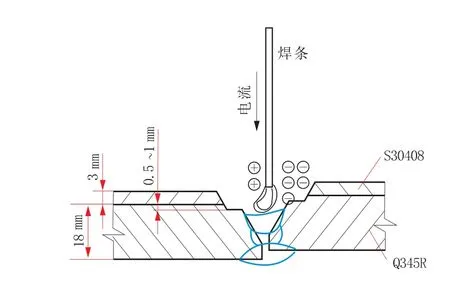
圖5 焊條電弧焊在靠近棱角部位的偏吹示意圖
通過4 組試驗對比, 當復合板采用臺階形坡口, 組對發生錯邊時, 焊接過程中存在一定的磁偏吹, 主要原因是在錯邊臺階棱角處磁力線較為密集, 電弧在磁場中發生定向偏離, 焊接接頭較高一側的母材受熱不集中, 熔池停留時間較短,造成夾渣、 氣孔等缺陷。
3 結束語
復合板臺階形組對坡口發生錯邊會造成電弧焊發生磁偏吹, 造成氣孔、 夾渣、 未熔合等缺陷。當復合板接頭進行組對焊接時, 如出現不可糾正的錯邊, 通過壓低焊接電弧、 打磨接頭平滑過渡可有效地減小磁偏吹, 亦可采用手工焊代替自動焊, 人為調整電弧角度, 控制電弧偏吹。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
人大建設(2020年5期)2020-09-25 08:56:26
人大建設(2020年2期)2020-07-27 02:47:54
人大建設(2019年8期)2019-12-27 09:05:24
當代陜西(2019年6期)2019-11-17 04:27:38
人大建設(2019年6期)2019-10-08 08:55:50
當代陜西(2019年13期)2019-08-20 03:54:10
人大建設(2019年3期)2019-07-13 05:41:48
人大建設(2019年2期)2019-07-13 05:40:58
