齒盤類零件加工工藝優化
2020-02-22 04:30:06沈陽機床股份有限公司遼寧沈陽110142魏蘭杰
金屬加工(冷加工) 2020年1期
關鍵詞:工藝
■ 沈陽機床股份有限公司 (遼寧沈陽 110142) 魏蘭杰
1. 數控刀架齒盤結構
數控刀架是機床的主要功能部件,其精度主要取決于關鍵件——三聯齒盤的精度。數控刀架齒盤結構局部剖視如圖1所示。定齒盤固定在箱體中心孔中,動齒盤與定齒盤配合,鎖緊盤在箱體里與定、動齒盤嚙合。動齒盤上面有定位孔裝配分度刀盤,刀盤與動齒盤裝配找正后打兩個錐銷,保證刀盤精度穩定。刀盤轉位由三聯齒盤松開鎖緊嚙合即完成一個轉位動作。
2. 齒盤加工工藝路線分析
齒盤類零件材質均選用低碳合金鋼20CrMo,需要滲碳+淬火處理才能滿足零件圖樣技術要求,使工件的表面層具有高硬度和耐磨性,而工件中心部分仍然保持著低碳鋼的韌性和塑性。

圖1 數控刀架齒盤結構局部剖視1-箱體 2-定齒盤 3-動齒盤 4-鎖緊盤 5-主軸
定齒盤/動齒盤工藝路線安排如下:粗車(C61)→正火(R40)→半精車(C01)→立加Z05(銑齒鉆孔)→鉗工(S81)→滲碳(R13)→車(C61)(打銷孔平面去碳層)→淬火(Z40) →平磨(M71)→內磨(M21)→外磨(M14)→齒磨(M99)→外磨(M14)。生產周期最快也要三、四個月,嚴重制約了數控刀架的供貨計劃。
3. 三次工藝改進
(1)第一次工藝改進 將熱處理滲碳+淬火工序一次性完成。通過調整工藝,在銷孔平面處增加防滲碳措施(鍍銅和涂涂料),齒盤整體滲碳后直接進行淬火處理,不再轉機加車間進行去碳層加工。由于減少了熱加工與冷加工之間的輔助工序,生產周期縮短了很多。然而,改進后的兩銷孔防滲碳措施穩定性較差,經常出現淬硬現象,裝配工序配作銷孔時,鉆頭和鉸刀無法正常切削,勉強加工也會影響銷孔的尺寸和位置精度。攻關小組到處尋找合適的硬切削進口刀具,問題也沒有得到有效解決。
(2)第二次工藝改進 攻關小組認真分析刀架和齒盤的結構原理,經過反復論證,最后與設計人員共同制定了一個大膽的方案:取消刀盤,打銷孔。通過其他方法進行安裝定位,同時為確保刀架與刀盤的聯接預緊力,動齒盤與刀盤的聯接螺紋由6-M10均布(見圖2)改為8-M8均布(見圖3),經核算可以滿足設計要求。

圖2 6-M10均布聯接螺紋
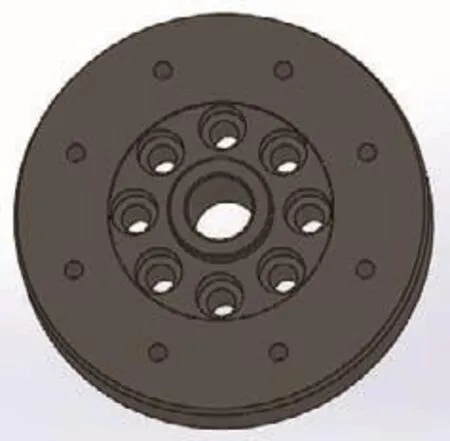
圖3 8-M8均布聯接螺紋
需要說明的是,刀架上刀盤與動齒盤聯接打銷子已經是國內機床功能部件幾十年的“行規”,這個不成文的規定從我們建廠以來一直堅定不移地執行著。
取消刀盤定位銷雖然縮短了生產周期,但也給撞車后刀盤精度的修復增加了難度。短期內沒有出現問題,不證明方案的可持續性,優化方法必須要保證產品的穩定性并采取新的定位方法。經綜合論證分析,現在的刀盤采用隨機配做的方法,單件刀盤加工合格后安裝到刀架光機上,然后通過機床導軌工裝找正刀盤兩側的刀槽精度,即可滿足刀架精度要求,因此,取消兩處定位銷孔不會影響產品的使用性能。如果用戶在使用刀架過程中不小心造成刀架撞車,刀盤精度出現問題,維修時只要在機床上重新找正刀盤兩側面刀槽精度在0.02mm/150mm,系統設置刀架重新回零,即可恢復刀架精度。為保險起見,首先小量試制10臺刀架,跟蹤到主機廠,最后到機床終端用戶。從調試到試運車,到機床(刀架)在用戶現場加工使用兩個月,沒有出現其他問題,事實證明方案可行。決定大批量修改定齒盤和動齒盤工藝加工文件:C61-R40-C01-Z05-S81-R16(滲碳淬火)-S81- M71–M21-M14-M99。取消兩處定位銷孔,一次完成滲碳和淬火工序,縮短加工流程。
經過兩次大規模工藝優化,齒盤生產周期縮短了將近一半時間。生產運行速度也明顯改善。工藝技術改進后,運行了近兩年時間,優化后的數控刀架沒有出現相關的質量事故和市場不良反饋。但從生產角度考慮,齒盤工序和周轉環節仍然很多,參照業已成熟的硬車工藝,攻關小組再次進行了工藝改進。
(3)第三次工藝改進 購進一臺主機廠生產的精密數控車床HTC32,購買配置硬車刀具,選用山特維克可樂滿硬車刀桿(LAG123G09-32B內孔刀桿)、外圓車刀片(N123G1-0300-0002-GECB200)和端面車刀片(BF-CNGM120404TS2 BC8110),如圖4所示。試驗加工淬火后的齒盤表面,在一次裝夾中完成端面、外圓和內孔的全部精車內容,同時硬切槽刀將孔內密封圈環槽精車至要求的尺寸,嚴格保證加工部位的幾何公差要求。經三坐標檢測,零件精度完全能達到圖樣技術要求。決定第三次優化齒盤工藝加工文件,熱處理工序后取消內磨及外磨工序。以車代磨加工至成品尺寸,具體工序路線改變見表1、表2。

圖4 車床和刀具

表1 動、定齒盤工序路線改變

表2 鎖緊齒盤工序路線改變
4.結語
為縮短齒盤的生產周期,攻關小組采用簡單的思路、大膽的方案,不斷地進行工藝分析和改進,通過取消定位銷孔和以車代磨兩項改善措施,將齒盤零件的生產周期縮短到一個半月以內,生產效率明顯提高。優化方案實施后,連續4年沒有出現質量問題,有效保障了公司為主機廠配套任務的順利完成,同時外銷市場也得到了發展。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52