基于SLS的高強度低密石墨陶瓷復合隔熱材料快速制備*
2020-02-13 06:33:46吳海華任超群李亞峰黃才華葉永盛
功能材料 2020年1期
吳海華,任超群,陳 奎,孫 瑜,李亞峰,黃才華,葉永盛
(三峽大學 機械與動力學院,水電機械設備設計與維護湖北省重點實驗室,湖北 宜昌 443002)
0 引 言
航空航天飛機在上升和再入階段會受到嚴重的氣動加熱,為使航天器機身及其內部器件在適當的溫度范圍內正常的工作,必須采用熱防護系統[1]。在航天器的較高溫區及低溫區多采用金屬熱防護系統,而填充在其內部的輕質、耐高溫隔熱材料是金屬熱防護系統中必不可少的重要組成部分[2],因此熱防護系統中所采用的隔熱材料必須同時具備輕質、耐高溫、低熱導率和高抗壓強度等性能特點[3-4],才能有效地阻隔機身表面或超高溫部位的熱量向機身內部傳播,同時應對超高溫、強烈振動、急劇熱沖擊等嚴酷的熱力環境。
目前用于熱防護系統的隔熱材料主要有陶瓷纖維材料、陶瓷隔熱材料、C/C復合材料和氣凝膠復合材料。陶瓷纖維隔熱材料因具有密度低、超輕結構、耐高溫及高效隔熱等優點,是隔熱材料的首選[5]。通常采用真空吸濾成型或凝膠注模成型等工藝制備,目前可制得密度達0.27 g/cm3、抗壓強度達1.54 MPa、導熱系數0.27 W/(m·K)陶瓷纖維板,但陶瓷纖維材料脆性大、吸潮、在高溫下易收縮,不能抵抗高速氣流的沖刷,抗壓性能和成形工藝性均不佳[6]。陶瓷隔熱材料是多孔隙類的陶瓷材料,具有化學性能穩定、力學性能好、熔點高等優點。多孔陶瓷隔熱材料制備方法有多種,主要有造孔劑法、溶膠凝膠法、發泡法、冷凍干燥法、凝膠注模法等[7]。劉雪麗[8]等采用凝膠注模結合發泡法制備的氧化鋁多孔陶瓷,體積密度在1.32 ~1.82 g/cm3、孔隙率在54%~67%、抗壓強度在19 .7~42.9 MPa。但多孔陶瓷隔熱材料密度大、易吸潮、且制備工藝條件不易控制。C/C復合材料綜合性能良好,是較理想的熱防護系統材料,C/C復合材料最大的劣勢是極易發生氧化,在 350~400 ℃材料就開始發生氧化,且氧化速率隨著溫度的升高快速增加,如果事先沒有做好防氧化處理,將引起嚴重性的后果[9]。氣凝膠材料是一種具有納米級孔隙結構的新型超級隔熱材料,具有優良的隔熱性能、耐溫性,一般采用溶膠-凝膠工藝并結合超臨界干燥技術制備[10],目前可制得抗壓強度>0.1 MPa,室溫導熱率低為 0.015 W/(m·K)的氣凝膠[11],氣凝膠脆性大、不耐高溫,強度低、在外力作用下極易破壞,工業實際生產中,需與不同纖維復合才能發揮氣凝膠的性能[12]。此外,氣凝膠制備工藝復雜、耗時長、效率低、成本昂貴,這極大地限制了工業應用。總之,現有的隔熱材料難以同時滿足低密度(<1.2 g/cm3)、高的抗壓強度(>10 MPa)、低的導熱系數(<2 W/(m·K))和耐高溫(>1 600 ℃)等性能要求。
天然鱗片石墨具有質輕、耐高溫(在少氧、無氧條件下可以承受3 000 ℃)等特性,將碳化硅陶瓷與石墨復合可以提高其抗氧化性能和力學性能,使之兼具陶瓷和石墨兩種優點。本文在前期研究基礎上,擬選用天然鱗片石墨粉末、酚醛樹脂、硅粉、可膨脹石墨等混合粉末作為3D打印材料配方,探索利用選擇性激光燒結技術快速制備石墨陶瓷復合隔熱材料的可能性,重點研究真空壓力浸漬后處理、碳化和高溫燒結等后處理工藝以及3D打印材料組成對其密度、抗壓強度和導熱系數的影響,以期能夠制備出滿足上述多項性能指標的石墨陶瓷復合隔熱材料。
1 實驗
1.1 試樣制備
按照表1配方組成分批將-200目天然鱗片石墨粉末(含碳量為99.9%)、500目熱固性酚醛樹脂粉末、200目硅粉和80目可膨脹石墨粉末(膨脹倍率為100,含碳量為99 %)放入GQM型干法球磨機(由咸陽金宏通用機械有限公司提供)中球磨4~6 h,使之充分混合均勻,取出,轉入HK-S500型選擇性激光粉末燒結成型機(由武漢華科三維科技有限公司提供)中,設定工藝參數(分層厚度0.1 mm,填充速度1 500 mm/s,填充功率17 W,填充間距0.1 mm,輪廓速度800 mm/s,預熱溫度40 ℃),快速制備試樣若干。
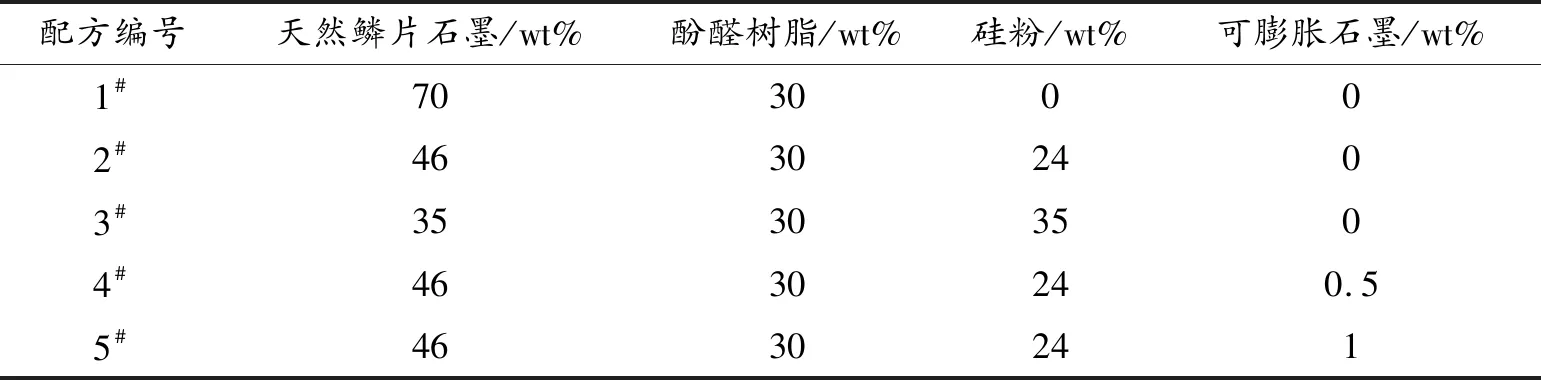
表1 3D打印材料配方組成Table 1 Formula composition of 3D printing materials
圖1為試樣后處理工藝路線圖,包括二次固化、真空壓力浸漬酚醛樹脂液、碳化、真空壓力浸漬硅溶膠和高溫燒結等工藝環節。具體操作如下:將其置入180 ℃烘箱中,保溫30~45 min后,取出;將試樣放入真空壓力浸漬機中,抽真空至0.1 MPa以下,加入濃度為40%(質量分數)的酚醛樹脂液,浸漬10~15 min,取出,在60 ℃烘箱中烘干,再次固化。將試樣放入NT-ZKTH-50-1500型真空碳化爐中,抽真空至0.2 MPa以下,以30~60 ℃/h升溫至300 ℃后,通入99.5%的氮氣,再以60 ℃/h升溫至800 ℃,保溫0.5~1 h,取出;將試樣放入真空壓力浸漬機中,抽真空至0.1 MPa以下,加入濃度為25%(質量分數)的硅溶膠溶液,浸漬3~5 min,取出,在60 ℃烘箱中烘干;最后將試樣以180 ℃/h升溫至1 500 ℃,保溫4 h,隨爐冷卻至室溫。

圖1 真空壓力浸漬、碳化、高溫燒結后處理工藝路線Fig 1 Post-treatment process of vacuum pressure impregnation, carbonation and high temperature sintering
1.2 性能測試
用WDW-100E型微控電子萬能試驗機測定石墨陶瓷復合隔熱材料抗壓強度(試樣尺寸為φ40 mm×30 mm,有效試樣5個),測試時,對石墨陶瓷復合隔熱材料均勻且無沖擊地施加載荷,實驗速度為5 mm/min;用JSM-7500F冷場發射掃描電子顯微鏡(SEM)觀察試樣斷面形貌;用稱重法測定試樣密度;用DRE-Ⅲ導熱系數測試儀測試石墨陶瓷復合隔熱材料導熱系數;用阿基米德排水法測定試樣開氣孔率。
2 結果與討論
2.1 后處理工藝對石墨陶瓷復合隔熱材料性能影響
圖2為1#配方樣件經二次固化、真空壓力浸漬、碳化和高溫燒結等后處理工藝對密度、抗壓強度和導熱系數的影響。可以看出,其抗壓強度表現為先上升后下降再上升變化規律,而導熱系數和密度則一直呈上升趨勢。
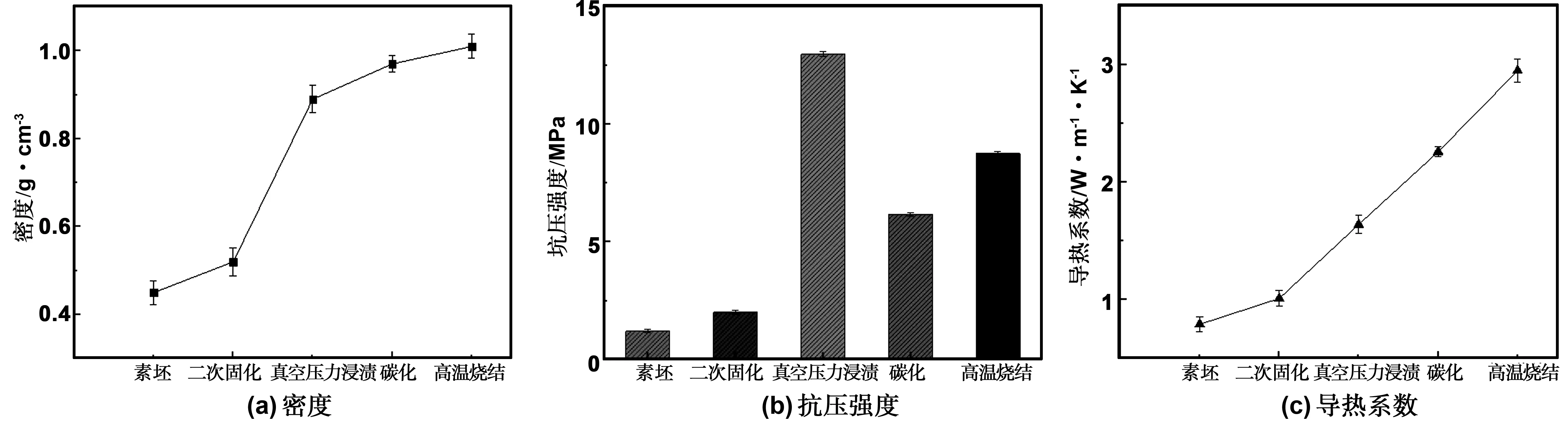
圖2 后處理對樣件(1#)密度、抗壓強度和導熱系數的影響Fig 2 Effect of post-processing on density, compressive strength and thermal conductivity of sample (1#)
這是因為在激光能量作用下部分酚醛樹脂粉末固化,將天然鱗片石墨粉末粘結起來,因粘接劑數量有限,石墨片之間連接點相對較少,故石墨片間結合力較弱,且選擇性激光燒結成型的素坯內部疏松多孔(如圖3(a)所示),造成素坯的密度、抗壓強度和導熱系數均較低,僅0.45 g/cm3、1.21 MPa和0.79 W/(m·K)。二次固化后,試樣密度、抗壓強度和導熱系數有所增加,分別達到0.52g/cm3、2.01 MPa和1.01 W/(m·K),這是因為在外加溫度場作用下,試樣內部未燒結固化的酚醛樹脂粉末軟化,在重力作用下天然鱗片石墨粉末局部產生了蠕動,使之石墨片間結合更加緊密,孔隙有所減少[13](如圖3(b)所示)。真空壓力浸漬酚醛樹脂處理后,大量的酚醛樹脂液滲入試樣孔隙中,致使密度和抗壓強度大幅度增加,分別上升至0.89 g/cm3和12.98 MPa(如圖3(c)所示)。雖然酚醛樹脂為低導熱材料(其導熱系數僅為0.29 W/(m·K)),但其填充了內部的孔隙,造成石墨片之間接觸點增加,增大了粉末間的固相熱傳導,試樣導熱系數增加至1.64 W/(m·K)。碳化后,酚醛樹脂轉化成玻璃碳(其轉化率70%~80%,玻璃碳為高導熱材料,其導熱系數為6.3 W/(m·K)),實現了有機粘結劑向無機粘結劑的轉變,酚醛樹脂碳化過程產生了氣孔,削弱了天然鱗片石墨粉末間的連接強度(如圖3(d)所示),此外,碳化后試樣體積收縮了2%~3%,內部更加致密[14],綜上所述,故碳化后試樣的抗壓強度大幅度下降至6.17 MPa,而導熱系數上升至2.26 W/(m·K)。在高溫燒結過程中,玻璃碳與滲入的納米二氧化硅發生原位反應生成碳化硅和碳化硅晶須,并伴隨著30%體積膨脹,一方面試樣密度有所增加(1.01 g/cm3)(如圖3(e)所示),另外一方面增加了石墨層間連接強度。碳化硅為導熱增強相,增加了顆粒間的固相熱傳導。因此,試樣抗壓強度和導熱系數均得到提升,分別達到8.76 MPa和2.95 W/(m·K)。
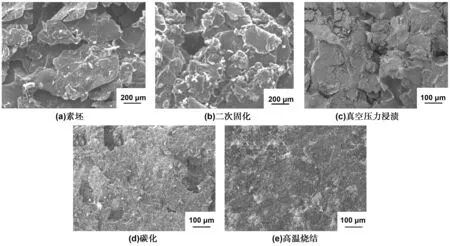
圖3 后處理工藝后樣件微觀形貌圖(SEM)Fig 3 Microscopic morphology of sample after post-treatment process (SEM)
總之,選擇性激光燒結成型素坯內部疏松多孔,導熱系數和抗壓強度均較低,經二次固化、真空壓力浸漬酚醛樹脂液、碳化、真空壓力浸漬硅溶膠和高溫燒結等一系列后處理,其抗壓強度上升至8.76 MPa,較素坯提高了7倍,但其導熱系數也達到2.95 W/(m·K),增加了近4倍,而且其密度有所增加。由于實現了有機粘結劑向無機粘結劑的轉變,隔熱材料耐高溫性能可以得到保證。
2.2 硅粉的加入對石墨陶瓷復合隔熱材料性能影響
如前所述,采取一系列后處理工藝雖然提高了石墨陶瓷復合隔熱材料致密度,但其抗壓強度仍然偏低。擬在原材料配方基礎上加入少量的金屬硅粉,以期進一步提高其力學性能。圖4為不同硅粉加入量對高溫燒結后的樣件密度、抗壓強度和導熱系數的影響。可以看出,高溫燒結后試樣的密度、抗壓強度和導熱系數隨著硅粉加入量的增加而增加,不加硅粉時,試樣的密度、抗壓強度和導熱系數僅為1.01 g/cm3、8.76 MPa和2.95 W/(m·K);當硅粉加入量為24%時,試樣的密度、抗壓強度和導熱系數分別為1.13 g/cm3、12.25 MPa和3.43 W/(m·K);當硅粉加入量增至35%時,試樣的密度、抗壓強度和導熱系數分別為1.32 g/cm3、26.67 MPa和5.56 W/(m·K)。這是因為硅粉加入量越大,試樣內部的玻璃碳與硅粉發生原位反應生成的碳化硅顆粒和碳化硅晶須越多(如圖5所示),同時試樣的致密化程度顯著增加,可見碳化硅顆粒和碳化硅晶須在試樣內部起到了強化作用,當反應生成的碳化硅含量足夠多時,試樣內部會形成碳化硅三維網絡骨架,受力時載荷通過碳化硅骨架傳遞,使之抗壓強度大幅度提高[15]。碳化硅的生成也導致試樣內部孔隙越來越少,造成物料間的接觸點增多,增大了顆粒間的固相熱傳導,因此,試樣的導熱系數也明顯提升。
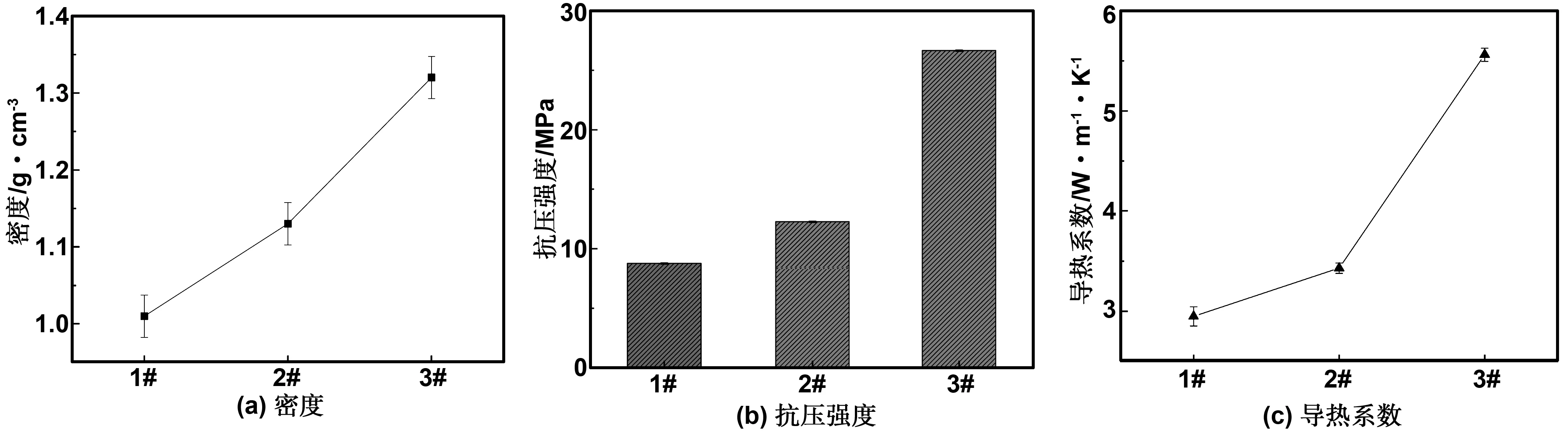
圖4 硅粉加入量對高溫燒結樣件密度、抗壓強度和導熱系數的影響Fig 4 Effect of silicon powder addition on density, compressive strength and thermal conductivity of high temperature sintered samples
從圖5可以觀察到硅粉與玻璃碳發生反應生成的灰白色碳化硅顆粒分布在石墨基體中,填充了基體內部孔隙,使之更致密,且隨著復合材料中硅粉含量的增加,生成的碳化硅越來越多,當質量分數超過30%時,在石墨基體會形成三維增強骨架[15]。可見,在原配方中加入硅粉,生成的碳化硅作為增強相不僅快速地大幅度地提高了樣件的抗壓強度,同時也增加了其導熱系數,導熱系數過高,失去了隔熱效果。
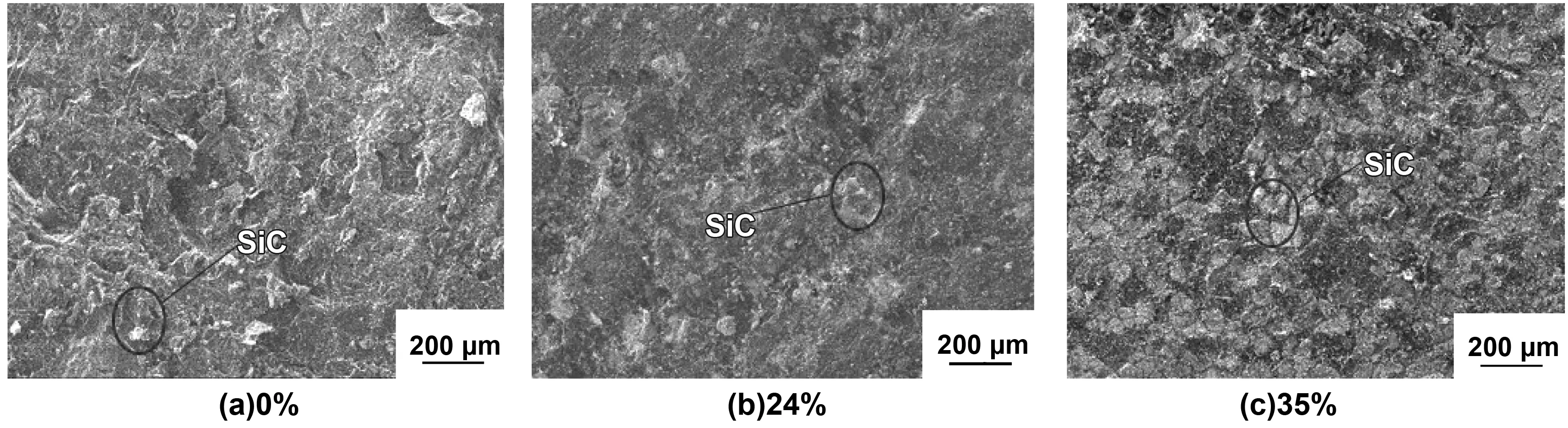
圖5 不同硅粉加入量樣件高溫燒結后微觀形貌圖(SEM)Fig 5 Micro-morphology (SEM) of samples with different amount of silicon powder sintered at high temperature
2.3 可膨脹石墨的加入對石墨陶瓷復合隔熱材料性能影響
如前所述加入金屬硅粉非常有效地提高了石墨陶瓷復合隔熱材料的抗壓強度,超過10 MPa,但其密度和導熱系數也快速增加,大于1.2 g/cm3和2 W/(m·K)。擬在前期配方基礎上添加入可膨脹石墨作為造孔劑,以期快速降低其導熱系數。圖6為不同可膨脹石墨加入量對高溫燒結后的樣件密度、抗壓強度和導熱系數的影響。可以看出,試樣的密度變化幅度不大,在1.11~1.15 g/cm3之間,但抗壓強度和導熱系數均隨著可膨脹石墨的加入而降低,未添加可膨脹石墨時,試樣的抗壓強度和導熱系數分別為12.25 MPa和3.43 W/(m·K);當可膨脹石墨加入量為1%時,試樣的抗壓強度和導熱系數分別為10.92 MPa和1.89 W/(m·K)。與導熱系數下降幅度(44.9%)相比,抗壓強度下降幅度(10.9%)較小。這是因為在碳化過程中可膨脹石墨發生膨化現象(可膨脹石墨膨化溫度約在300℃左右),使得試樣內部孔隙大幅度增加,故降低了試樣的抗壓強度[16]。從圖8可以觀察到可膨脹石墨作為造孔劑生成的孔隙分布在石墨基體中,孔隙的數量隨著可膨脹石墨含量增加而增加,且生成的孔隙大部分為閉氣孔(如圖7所示),這會導致物料間的接觸點減少,降低了顆粒間的固相熱傳導,閉氣孔的生成進一步抑制了對流傳熱,因此試樣導熱系數大幅度的下降。總之,加入可膨脹石墨大幅度地降低了導熱系數,但對抗壓強度影響相對有限,主要是加入可膨脹石墨生成了大量的閉氣孔。
3 實 例
在原配方中加入24%(質量分數)硅粉和1%(質量分數)可膨脹石墨,利用選擇性激光燒結技術結合上述后處理工藝,快速制備的石墨陶瓷隔熱背襯(如圖9所示),其綜合性能如表2所示,使之兼具了低密度(<1.2 g/cm3)、高抗壓強度(>10 MPa)、低的導熱系數(<2 W/(m·K))和耐高溫(>1 650 ℃)等多項性能,解決了傳統的隔熱材料多項性能指標難以協調統一的矛盾,有望在航空航天熱防護系統中獲得廣泛應用。
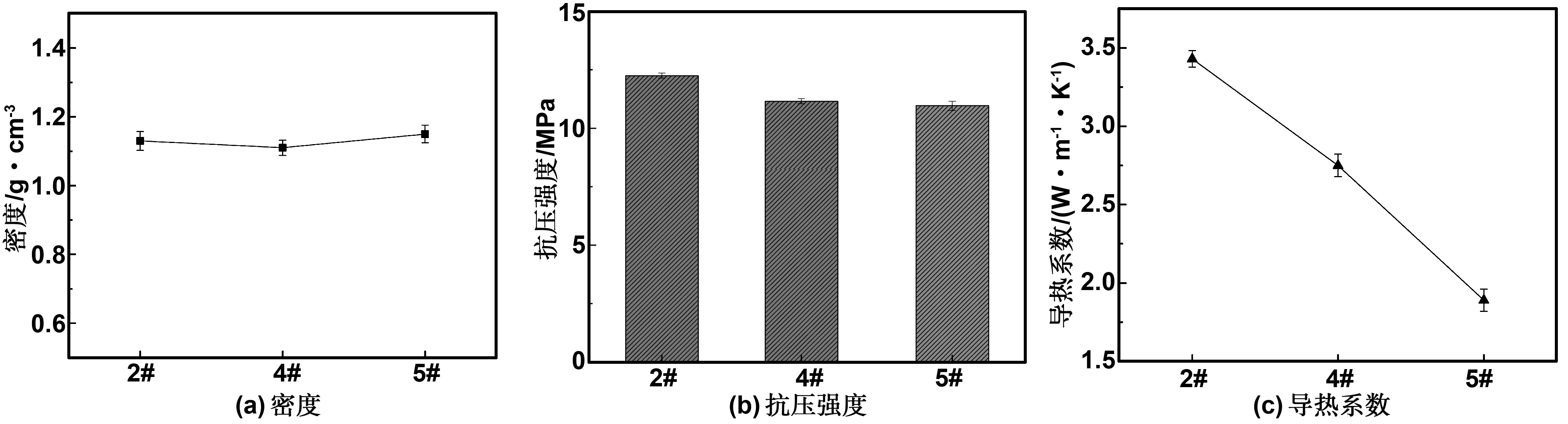
圖6 可膨脹石墨加入量對高溫燒結樣件密度、抗壓強度和導熱系數的影響Fig 6 Effect of expandable graphite addition on density, compressive strength and thermal conductivity of high temperature sintered samples
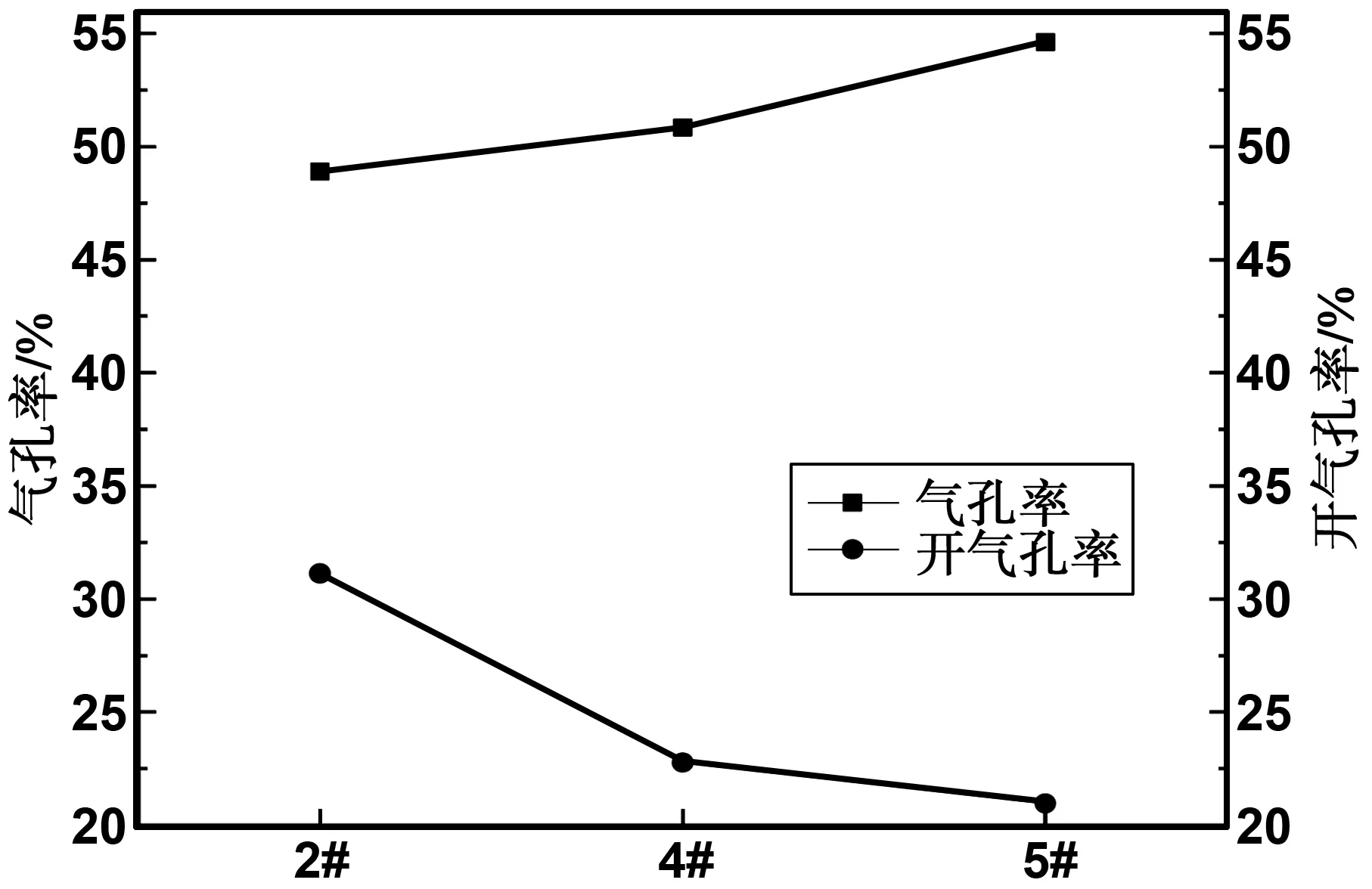
圖7 可膨脹石墨加入量對樣件氣孔率和開氣孔率的影響Fig 1 Effect of amount of expandable graphite on porosity and open porosity of sample
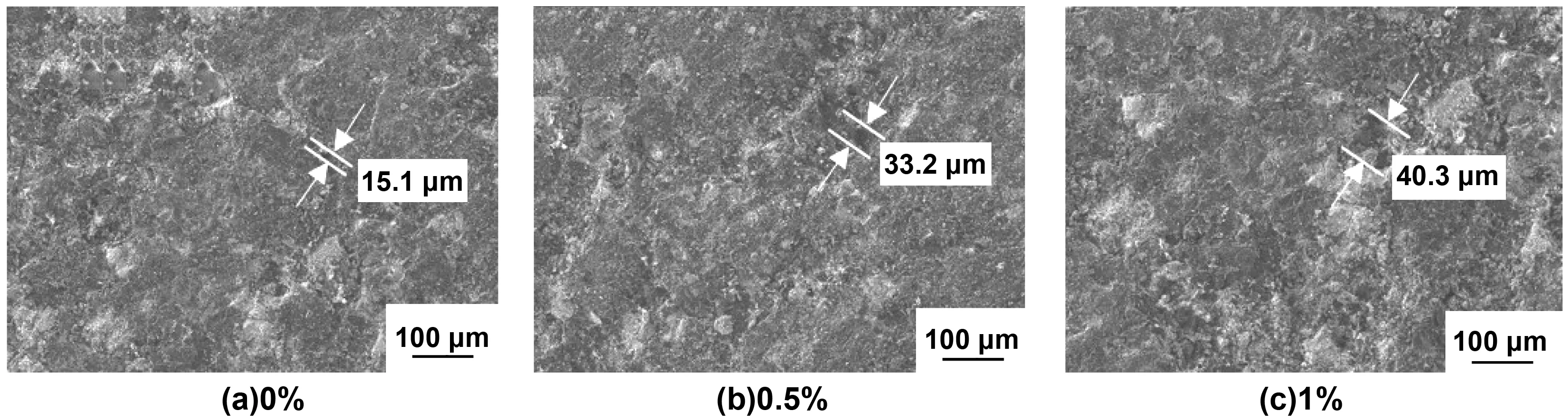
圖8 不同可膨脹石墨加入量樣件高溫燒結后微觀形貌圖(SEM)Fig 8 Micro-morphology (SEM) of samples with different amount of expandable graphite sintered at high temperature

表2 石墨陶瓷隔熱背襯的性能參數Table 2 Performance parameters of graphite ceramic thermal insulation backing

圖9 石墨陶瓷隔熱背襯(5#)Fig 9 Graphite ceramic thermal insulation backing (5#)
4 結 論
利用選擇性激光燒結技術快速制備了石墨陶瓷復合隔熱材料,研究發現采取二次固化、真空壓力浸漬、碳化和高溫燒結等一系列后處理工藝,復合材料更加致密,其密度和導熱系數分別從0.45 g/cm3上升至1.01 g/cm3、0.79 W/(m·K)上升至2.95 W/(m·K),而抗壓強度則表現為先上升后下降再上升的變化規律。在原材料配方中,加入硅粉可以快速提高復合隔熱材料的抗壓強度,但也提高了其導熱系數;加入可膨脹石墨后,生成的閉氣孔雖略微降低了石墨陶瓷復合隔熱材料抗壓強度,但大幅度地降低了導熱系數。上述研究表明,采用選擇性激光燒結技術通過調整材料配方和結合后處理工藝可以制備出低密度、高抗壓強度、低導熱系數和耐高溫的石墨陶瓷復合隔熱材料。