不同加工方式煙梗的物理保潤性能對比分析及應用
2020-02-08 08:45:22熊開勝常衛東唐家偉徐合磊魯永祥李雯琦方俊俊林文強
煙草科技 2020年1期
易 斌,熊開勝,常衛東,唐家偉,徐合磊,劉 澤,付 亮,魯永祥,李雯琦,方俊俊,范 羿,聶 蓉,魏 宏,馬 寧,林文強*
1.云南中煙工業有限責任公司技術中心,昆明市五華區紅錦路181號 650231
2.紅塔煙草(集團)有限責任公司,云南省玉溪市紅塔區紅塔大道118號 653100
3.紅塔煙草(集團)有限責任公司楚雄卷煙廠,云南省楚雄市彝海東路296號 675000
梗絲提質目前主要通過改變煙梗的加工方式、制梗絲加工工藝等方式來改善和提升梗絲的感官品質,從而提升梗絲在卷煙配方中的使用比例,這對卷煙的減害降焦具有重要意義[1]。隨著卷煙減害降焦技術的發展,卷煙工業企業對梗絲的使用比例呈逐漸上升趨勢[2-3],卷煙工業企業也加大了對煙梗復烤、制梗絲加工工藝和煙梗物理性能等方面的研究力度。研究表明,通過改進煙梗復烤、制梗絲加工工藝[4-6]、改變煙梗壓切方式[7-11]和優化梗絲氣流干燥技術工藝參數[12-13]可以提升和改善煙梗的加工質量。由于不同地區及不同類別煙梗理化特性和吸濕特性存在顯著差異[14-17],因此要根據煙梗特性和形態變化進行工藝優化,以保證后續梗絲加工質量的穩定性。
目前,對不同地區、不同部位、不同年份、不同加工時間、不同尺寸規格等方面的煙梗吸濕性能的研究已有較多報道[15-17],而對不同加工方式下煙梗形態變化的吸濕性能分析及應用的研究較少。本研究利用動態水分吸附法[18],分析了兩種不同加工方式下,原煙梗條和預壓后梗片的吸濕/解濕性能的變化情況,研究不同形態的煙梗后續制梗絲工藝,旨在尋求一種新的梗處理方式,為優化制梗絲工藝,縮短加工時間,提高制梗絲生產效率提供依據。
1 材料與方法
1.1 材料和儀器
煙梗樣品:云南楚雄地區庫存1年K326中部長梗條、試驗梗片[由紅塔煙草(集團)有限責任公司楚雄卷煙廠提供]。
MS104TS/02型電子天平(感量:0.01 g,瑞士梅特勒-托利多儀器有限公司);KBF型恒溫恒濕箱(德國Binder公司);SPSx-Advance型動態水分吸附儀(德國Proumid公司);YGD450型填充值測定儀(鄭州嘉德機電科技有限公司);梗絲生產線(昆明船舶設備有限公司)。
1.2 方法
1.2.1 樣品制備
流程一:將打葉風分后的濕煙梗條按正常打葉復烤和制梗絲工藝進行煙梗干燥、儲梗、制梗絲處理得到正常梗絲,見圖1。
流程二:將打葉風分后的濕煙梗進行壓梗預處理后得到試驗梗片,再進行梗片干燥、儲梗、制梗絲處理得到試驗梗絲,見圖2。
1.2.2 樣品含水率測定

圖1 梗條復烤、制梗絲工藝流程Fig.1 Redrying and cutting technology of bar-shaped tobacco stems

圖2 梗片復烤、制梗絲工藝流程Fig.2 Redrying and cutting technology of laminal tobacco stems
將原煙干梗條(未預壓)和干梗片樣品置于溫度(22±1)℃、相對濕度(60±2)%恒溫恒濕箱中并放置48 h,取出后置于SPSx-Advance型動態水分吸附儀樣品盤上。設定等溫吸濕-解濕環境溫度為25℃。增濕和干燥程序見表1。
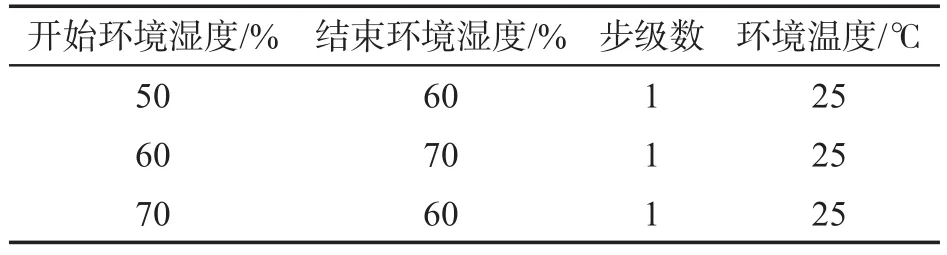
表1 樣品等溫吸濕-解濕程序Tab.1 Sample’s isothermal moisture absorption-desorption profile
根據樣品起始含水率和各時間點樣品與起始樣品的質量差計算樣品的即時含水率。當樣品在某一溫濕度條件下,在30 min測試時間內樣品相對質量比變化≤0.01%時,即判定樣品達到平衡,此時樣品的含水率即為樣品在實驗條件下的平衡含水率。
通過各時間點樣品實時質量和起始質量,計算每個時刻的即時含水率,得到即時含水率隨時間的變化曲線。
1.2.3 樣品物料保潤性能評價方法
水分比MR(Moisture Ratio):根據煙草含水率連續檢測裝置檢測到樣品在吸濕/解濕過程中各時間點的質量,由式(1)計算得出樣品t時刻的水分比[19]。

式中:MR—樣品t時刻的水分比;Mt—樣品t時刻的質量(g);M0—樣品初始的質量(g);Me—樣品平衡時的質量(g)。
采用Weibull模型對數據進行擬合,得到樣品Weibull模型的各參數值,Weibull模型見式(2)[19-21]。

式中:t為失水時間(min);α為模型的特征時間參數(min);β為模型的形狀參數。使用Weibull模型的α參數值的大小評價樣品物理保潤性能的差異,樣品α參數值大說明樣品的物理保潤性能好,α參數值越小,說明樣品MR變化得越快。
1.2.4 樣品吸水率、失水率評價方法
依據樣品運行程序所得數據,對兩個樣品平衡點質量進行分析,計算出樣品吸水率W和失水率X,其計算式如下:


式中:M0為物料在增濕程序t0時刻(相對濕度RH=50%)的平衡點質量(mg);M1為物料在增濕程序t2時刻(RH=70%)的平衡點質量(mg);W為物料吸水率(%);M2為物料在干燥程序t3時刻(RH=60%)的平衡點質量(mg);X為物料失水率(%)。
1.2.5 能耗計算方法
依據國家標準《綜合能耗計算通則》[22]對生產設備的能耗(電力)進行標煤折算。
1.2.6 梗絲物理指標檢測、感官質量評價方法
依據YC/T 163—2003《卷煙 膨脹梗絲填充值的測定》[23]對梗絲的填充性能進行檢測;參照YC/T 415—2011《煙草在制品 感官質量評價方法》[24],由具有國家煙草專賣局頒發卷煙感官評吸技術資格的技術人員對梗絲樣品進行感官質量評價。
2 結果與討論
2.1 兩種不同煙梗樣品的物理保潤性能
選取原煙梗條、壓后梗片,采用動態水分吸附儀檢測樣品的質量變化情況,分析兩種不同物料在相同溫度、不同濕度條件下保潤性能間的差異,樣品的水分比變化曲線及吸濕解濕行為相關指標見圖3、圖4和表2。
由圖3原煙梗條(未壓片)水分比隨時間變化重復性試驗結果可以看出,Weibull模型對煙梗樣品物理保潤性能評價方法準確性高,樣品水分比曲線重復性較好。由圖4原煙梗條(未壓片)、梗片水分比隨時間變化重復性試驗結果可以看出,在前20 h內,梗條、梗片的水分比曲線變化范圍較大,之后變化趨于平緩;與梗條相比,梗片樣品的水分比曲線坡度較大,MR值下降速度較快。可見,梗片的失水速率較快,更容易失水。
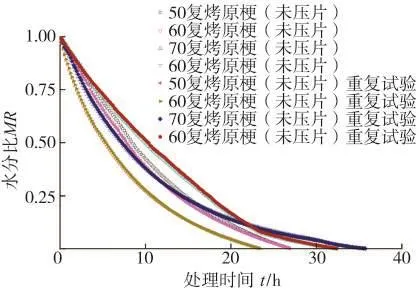
圖3 原煙梗條(未壓片)水分比隨時間變化重復性試驗結果Fig.3 Reproducibility results on moisture content variation in uncompressed raw bar-shaped tobacco stems with time
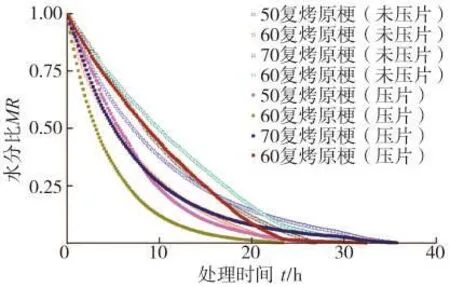
圖4 梗條(未壓片)、梗片的水分比隨時間變化對比試驗結果Fig.4 Comparative results on moisture content variation in uncompressed bar-shaped stems and laminal stems
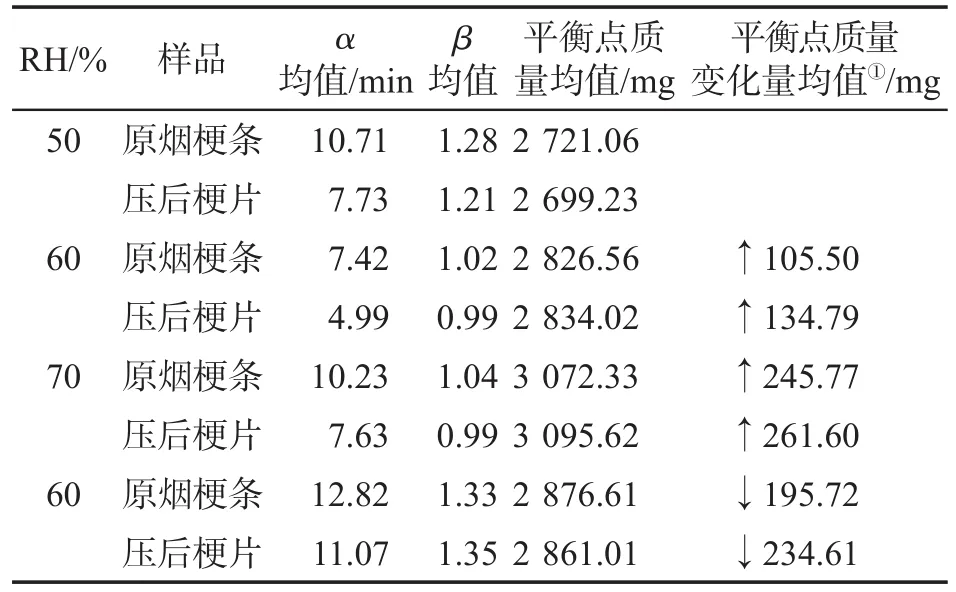
表2 不同煙梗原料的吸濕解濕行為相關指標Tab.2 Moisture absorption-desorption behavior indexes of different raw tobacco stems
由表2數據可以看出,原煙梗條、梗片的吸濕解濕行為有較大區別。在吸濕階段(RH從50%增加到70%),梗片吸濕質量變化量大于梗條;在解濕階段(RH從70%降低到60%),梗片的解濕質量變化量大于梗條。由表2中的α值對比分析可知,在不同的濕度條件下,梗條α值>梗片α值,說明梗條的保潤性能較好,梗片吸濕/解濕能力更強。
2.2 兩種不同煙梗樣品的吸水率和失水率
在吸濕階段(RH從50%增加到70%)與解濕階段(RH從70%降低到60%),從吸濕與解濕行為角度對比分析梗條、梗片在平衡點的吸水率和失水率變化情況,結果見圖5。從圖5可以看出,梗條的吸水率為12.91%、失水率為-6.80%,而梗片吸水率為14.69%、失水率為-8.20%,梗片吸水率和失水率均大于梗條。說明梗片樣品的吸濕、解濕速率較快,而梗條樣品對水分的保持能力較強,更不易吸濕和解濕。
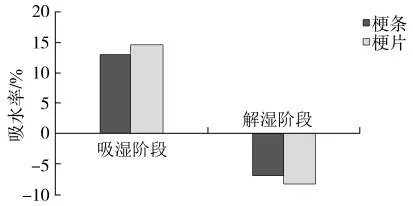
圖5 梗條和梗片樣品的吸水率W及失水率X柱狀圖Fig.5 Histogram of moisture absorption rate W and moisture desorption rate X of bar-shaped and laminal tobacco stem samples
根據梗條、梗片保潤性能對比分析結果,結合現有打葉復烤、制梗絲工藝,利用梗片解濕速率快的特點,把壓梗工序前移至煙梗干燥工序前,可以改變煙梗物理形態,加快煙梗干燥速度,降低干燥工序能耗;利用梗片吸濕速率快的特點,取消制梗絲線的水洗梗、一次儲梗、壓梗等工序,可實現簡化制梗絲工藝、縮短加工時間、降低能耗的目標。依據上述思路,開展后續工藝驗證試驗研究。
2.3 煙梗壓片加工工藝生產驗證
選取同一等級楚雄K326中部長煙梗為研究對象,采用兩種不同的加工工藝進行生產驗證,對比分析兩種物料在復烤工藝、制梗絲工藝的工藝差異、生產效率、能耗、出梗絲率、填充值及感官質量的變化情況,相關指標見表3~表5。
2.3.1 復烤工藝
對1.2.1梗條、梗片復烤工藝進行對比分析可知,與傳統梗條復烤干燥工藝相比,梗片復烤工藝增加了壓梗設備,并將篩分設備遷移至壓梗機前,為了提高煙梗的純凈度,提前篩掉不可用的短梗、細梗及梗頭,可減少不可用煙梗的復烤干燥處理,相應地提高了生產效率,降低烤梗設備的負荷和能耗。

表3 梗條、梗片復烤工藝生產效率、能耗對比分析結果①Tab.3 Comparative results on redrying efficiency and energy consumption of bar-shaped and laminal tobacco stems

表4 梗條、梗片制梗絲工藝生產效率、能耗、物理指標對比分析①Tab.4 Comparative analysis of cutting efficiency,energy consumption and physical indexes of bar-shaped and laminal tobacco stems
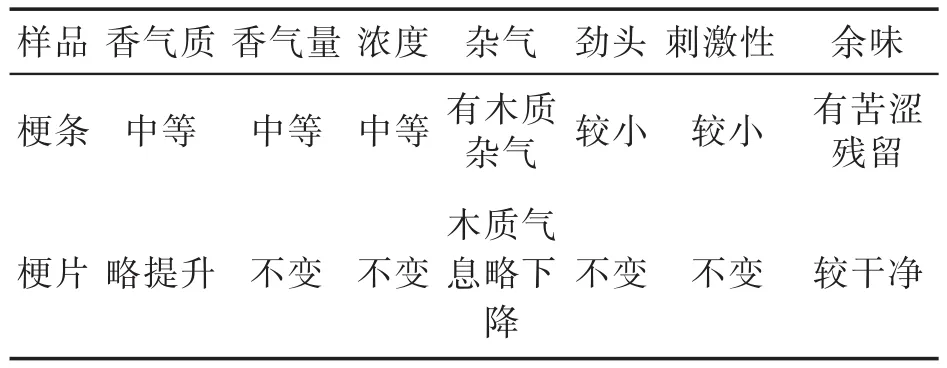
表5 梗條、梗片的梗絲樣品的感官評價結果Tab.5 Results of sensory evaluation on cut bar-shaped and laminal tobacco stem samples
由表3可以看出,以生產10 000 kg中長梗的梗條、梗片計算,傳統梗條復烤需要生產3.60 h,烤梗機設備能耗為322.20 kW·h;而梗片復烤僅需要2.50 h,烤梗機及壓梗機設備能耗為388.75 kW·h;梗片復烤工藝可以縮短加工時間1.10 h,生產效率提升30.51%,而設備能耗則增加66.76 kW·h。由此得出,梗片復烤加工每生產1 000 kg梗片,折算需增加標煤0.82 kgce,復烤設備溫度降低了7.0℃,生產時間節約0.11 h。
2.3.2 制梗絲工藝
對1.2.1梗條、梗片制梗絲工藝切梗絲前進行工序對比分析可知,傳統梗條制梗絲需經過水洗梗、一次貯梗、滾筒潤梗、二次貯梗、壓梗等工序,而梗片制梗絲工藝僅需經過一道滾筒潤梗和暫貯梗工序,取消了水洗梗、一次儲梗、壓梗等工序,可以簡化制梗絲工藝過程、縮短加工時間、降低能耗,提高生產效率。
由表4可以看出,為滿足制梗線切梗前物料含水率為(33.0±1.0)%,分別投料3 000 kg梗條和梗片,傳統梗條制梗絲工藝需先經過水洗梗1 h,兩次貯梗5.0~90.0 h;而梗片制梗絲工藝僅需經過一道煙梗暫儲,貯梗時間為0~12.0 h(整批進柜即可出柜生產),均以貯梗時間下限計算,可節省生產時間6.0 h/批次。根據大生產制梗絲生產時間平均28.92 h/批次計算,生產效率提升了20.75%。
同時,在傳統梗條制梗絲工藝中,以工藝流量設定3 000 kg/h計算,水洗梗設備、壓梗設備需工作1 h,在切梗絲工序前水洗梗、壓梗設備能源消耗73.7 kW·h;折算每生產1 000 kg合格含水率的梗條需增加標煤3.02 kgce,即相應生產1 000 kg合格含水率的梗片可以降低標煤3.02 kgce,節約生產時間2.0 h。
總之,通過對比分析梗條、梗片的復烤、制梗絲(切梗前)工藝可知,采用梗片復烤工藝生產效率提升了30.51%,復烤設備溫度降低了7.0℃;制梗絲(切梗前)工藝可以簡化制梗絲工藝、縮短加工時間,生產效率提升20.75%。兩者綜合每生產1 000 kg合格含水率梗原料能耗標煤下降了2.20 kgce,節約生產時間2.11 h。
由表4結果還可以看出,梗條、梗片經過相同工藝參數進行加工制梗絲,梗片的出梗絲率為87.68%,而梗條出梗絲率為94.50%,梗片出梗絲率下降了6.82百分點;梗片、梗條填充值分別為5.51 cm3/g和6.50 cm3/g,兩者均達到生產標準(標準填充值≥5.50 cm3/g)的技術要求。
2.3.3 梗條、梗片的梗絲樣品感官質量對比
由表5感官評價結果可以看出,與梗條相比,采用梗片制成的梗絲樣品在香氣質、雜氣、余味等方面有所改善,總體感官質量提升。
3 結論
(1)在相同溫濕度條件下,與梗條相比,梗片吸水率和失水率均大于梗條,梗片吸濕、解濕速率較快;梗條的保潤性能較好,梗片吸濕/解濕能力更強。
(2)與傳統梗條復烤、制梗絲工藝相比,采用梗片復烤、制梗絲工藝每生產1 000 kg合格含水率梗原料,梗片復烤烤梗機溫度降低7.0℃、生產效率提升30.51%,梗片制梗絲工序生產效率提升20.75%。綜合能耗標煤下降2.20 kgce,節約生產時間2.11 h。
(3)與梗條的梗絲樣品物理指標、感官質量相比,梗片梗絲的出梗絲率為87.68%、填充值為5.51 cm3/g,分別下降6.82百分點和0.99 cm3/g;而梗片梗絲樣品在香氣質、雜氣、余味等方面有所改善,總體感官質量提升。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39