20#鋼連續(xù)驅(qū)動(dòng)摩擦焊大變形及傳熱行為的有限元模擬研究
2020-02-06 12:52:02張延斌王蓓張林杰
精密成形工程 2020年1期
張延斌,王蓓,張林杰
(1.西安交通大學(xué),西安 710049;2.中國(guó)工程物理研究院,四川 綿陽(yáng) 621900)
摩擦焊是一種典型的固相連接技術(shù),具有接頭質(zhì)量高、污染小、精度高和易于實(shí)現(xiàn)異質(zhì)材料連接等諸多的優(yōu)點(diǎn);但是用傳統(tǒng)試驗(yàn)研究的方法來(lái)尋找最優(yōu)工藝參數(shù)耗時(shí)耗力,并且難以獲得摩擦接觸面的熱循環(huán)曲線以及焊縫金屬的變形過(guò)程,而采用數(shù)值模擬的辦法可以彌補(bǔ)傳統(tǒng)試驗(yàn)研究的不足。
對(duì)于耦合模型的建立,傅莉和杜隨更[1—3]等采用分部熱-力耦合有限元法以及有限差分法對(duì)高溫合金連續(xù)驅(qū)動(dòng)摩擦焊接溫度場(chǎng)、應(yīng)力場(chǎng)及塑性變形規(guī)律進(jìn)行了研究。張全忠等[4—7]建立了慣性摩擦焊接和連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程中二維和三維完全熱-結(jié)構(gòu)耦合模型,采用忽略彈性變形的剛塑性本構(gòu)模型,研究了接頭的溫度場(chǎng)、應(yīng)力場(chǎng)、塑性變形等;并且把有限元模型與動(dòng)態(tài)再結(jié)晶數(shù)學(xué)模型相結(jié)合,模擬了GH4169 高溫合金慣性摩擦焊接過(guò)程的動(dòng)態(tài)再結(jié)晶組織演化[8]。
對(duì)于溫度場(chǎng)和變形的研究,Hazman[9—10]使用有限差分法建立了連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程的熱模型,得到了焊接過(guò)程溫度場(chǎng)的演化過(guò)程。熊江濤等建立了連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程穩(wěn)定階段的解析模型[2],通過(guò)對(duì)比塑性區(qū)的尺寸和平均溫度對(duì)模型進(jìn)行了驗(yàn)證[11]。王莉敏等在熊江濤所建立模型的基礎(chǔ)上增加熱量分配系數(shù),建立了一種針對(duì)接頭塑性區(qū)溫度的解析模型[12]。Bendzsak[13]建立了摩擦焊穩(wěn)定階段的數(shù)值模型,研究了連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程穩(wěn)定階段金屬的塑性流動(dòng),研究表明,摩擦焊接穩(wěn)定階段金屬的塑性流動(dòng)規(guī)律可以用Navier-Stokes 方程來(lái)描述。C.J.Bennett等使用DEFORM-2D 有限元軟件建立了異種高強(qiáng)鋼慣性摩擦焊接過(guò)程的模型[14],研究了焊接溫度場(chǎng)和軸向縮短量的變化規(guī)律。Mohammed Asif.M 等利用ANSYS 軟件對(duì)雙相不銹鋼建立了三維非線性有限元模型,對(duì)焊接熱循環(huán)和接頭軸向縮短量進(jìn)行了預(yù)測(cè)。通過(guò)紅外測(cè)溫儀與模擬結(jié)果對(duì)比,驗(yàn)證了模型的準(zhǔn)確性[15]。姬書(shū)得等采用DEFORM 有限元軟件建立了45#鋼連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程的三維有限元模型[16],研究焊接工藝參數(shù)對(duì)接頭金屬流動(dòng)的影響規(guī)律[17]。李文亞等在ABAQUS 二次開(kāi)發(fā)環(huán)境下建立了連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程的隱式有限元模型[18],研究了界面峰值溫度和等效應(yīng)變隨工藝參數(shù)的變化規(guī)律。
文中基于ABAQUS 有限元軟件二次開(kāi)發(fā)環(huán)境,建立了20#鋼CDFW 的完全熱-結(jié)構(gòu)耦合模型,研究工藝參數(shù)對(duì)接頭溫度場(chǎng)和變形的影響規(guī)律。
1 研究方法
1.1 模型建立
在連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程中,使用二維軸對(duì)稱模型來(lái)模擬三維過(guò)程,計(jì)算采用完全熱-力耦合模型的方式。棒長(zhǎng)為 30 mm,摩擦面附近單元尺寸為0.25 mm,遠(yuǎn)離接頭面部分單元尺寸1 mm,模型和網(wǎng)格劃分如圖1 所示。采用網(wǎng)格重劃分(Remesh)和網(wǎng)格間的求解變換(Map solution)相結(jié)合的辦法來(lái)解決大變形問(wèn)題,當(dāng)網(wǎng)格變形到一定程度之后,重新劃分網(wǎng)格,使用Map solution 技術(shù)實(shí)現(xiàn)新舊網(wǎng)格之間結(jié)構(gòu)的傳遞。
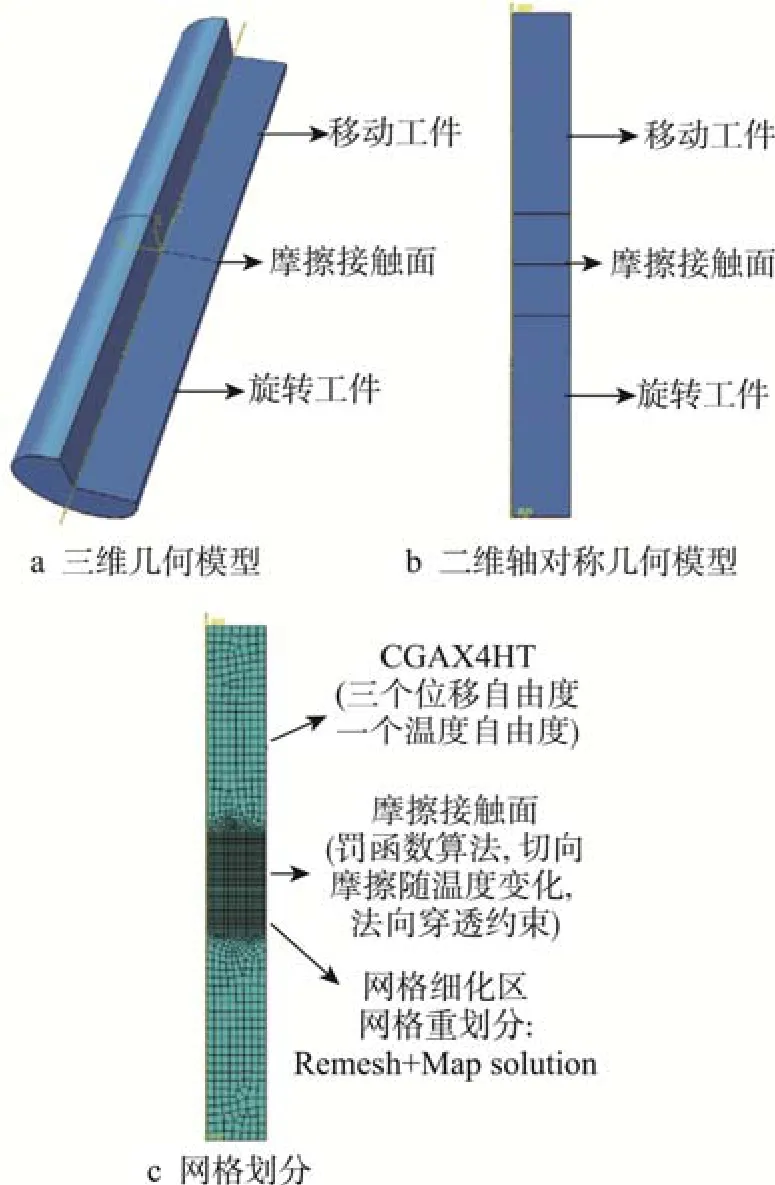
圖1 幾何模型與網(wǎng)格劃分Fig.1 Geometric model and mesh generation
連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程的熱源由兩方面組成:摩擦生熱和塑性變形產(chǎn)熱。摩擦生熱主要通過(guò)兩個(gè)工件之間的接觸行為來(lái)定義,界面接觸遵循經(jīng)典的庫(kù)倫摩擦定律,根據(jù)相關(guān)文獻(xiàn)[16]和[19],考慮溫度對(duì)摩擦因數(shù)的影響,塑性變形產(chǎn)熱功率可以定義為:

式中:為等效應(yīng)力;為等效應(yīng)變速率;β為塑性變形熱系數(shù)。根據(jù)塑性變形產(chǎn)熱理論,塑性變形功主要轉(zhuǎn)化成了熱,其余能量(約0.1)以位錯(cuò)或空位的形式儲(chǔ)存在了材料內(nèi)部。根據(jù)文獻(xiàn)[20],文中的模型中β取0.9。靜止工件下端約束所有方向自由度。旋轉(zhuǎn)工件上端只允許y方向的位移,約束其他方向自由度,旋轉(zhuǎn)工件上表面施加y方向的力。
材料為20#鋼,常溫下的其屈服強(qiáng)度約為245 MPa,密度為7800 kg/m3,彈性模量為206 GPa,泊松比為0.3。計(jì)算中使用的材料塑性參數(shù)參考文獻(xiàn)[21]。
1.2 連續(xù)驅(qū)動(dòng)摩擦焊試驗(yàn)
在C320 型摩擦焊機(jī)上進(jìn)行了試驗(yàn)。焊接工藝參數(shù)如表2 所示。按標(biāo)準(zhǔn)程序制備接頭縱截面金相試樣,腐蝕液是質(zhì)量分?jǐn)?shù)為4%的HNO3酒精溶液。
1.3 有限元模型的驗(yàn)證
本研究中,采用高速紅外攝影設(shè)備拍攝了焊接過(guò)程接頭表面溫度場(chǎng),來(lái)驗(yàn)證所建立模型熱分析結(jié)果的可靠性。圖2 對(duì)比了數(shù)值模擬和試驗(yàn)得到的溫度場(chǎng)和飛邊形貌。由圖2 可以看出,計(jì)算結(jié)果和試驗(yàn)結(jié)果都基本吻合,證明所建立的完全熱-結(jié)構(gòu)耦合模型可以模擬20#鋼連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程的塑性變形過(guò)程。
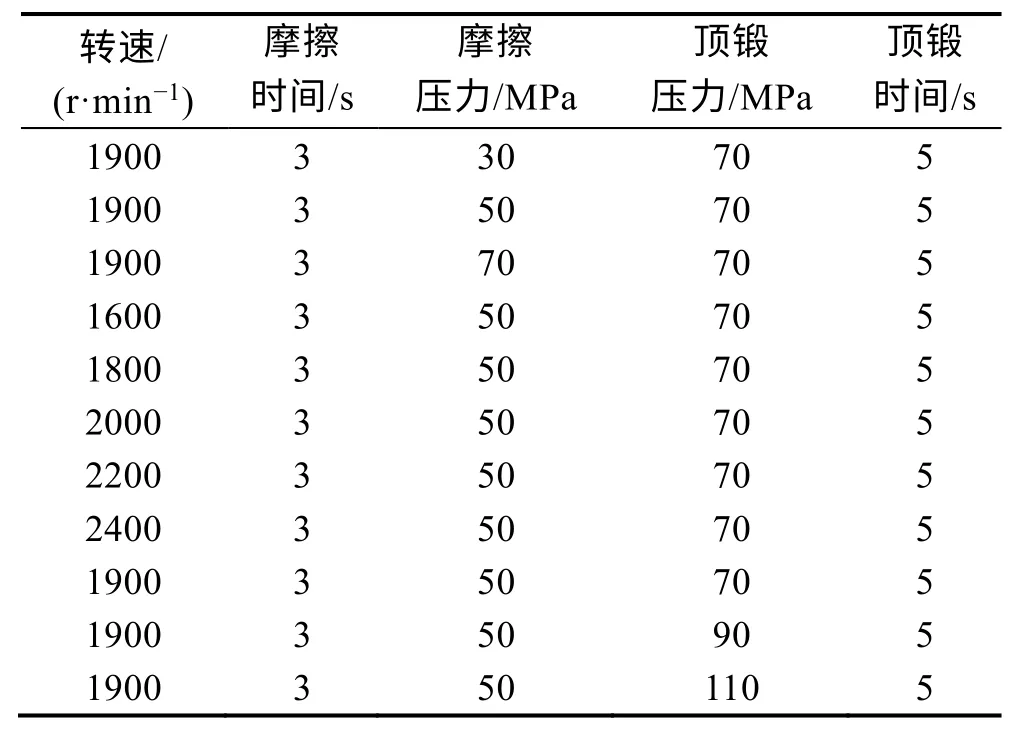
表2 摩擦焊接焊接工藝參數(shù)Tab.2 Welding parameters of friction welding
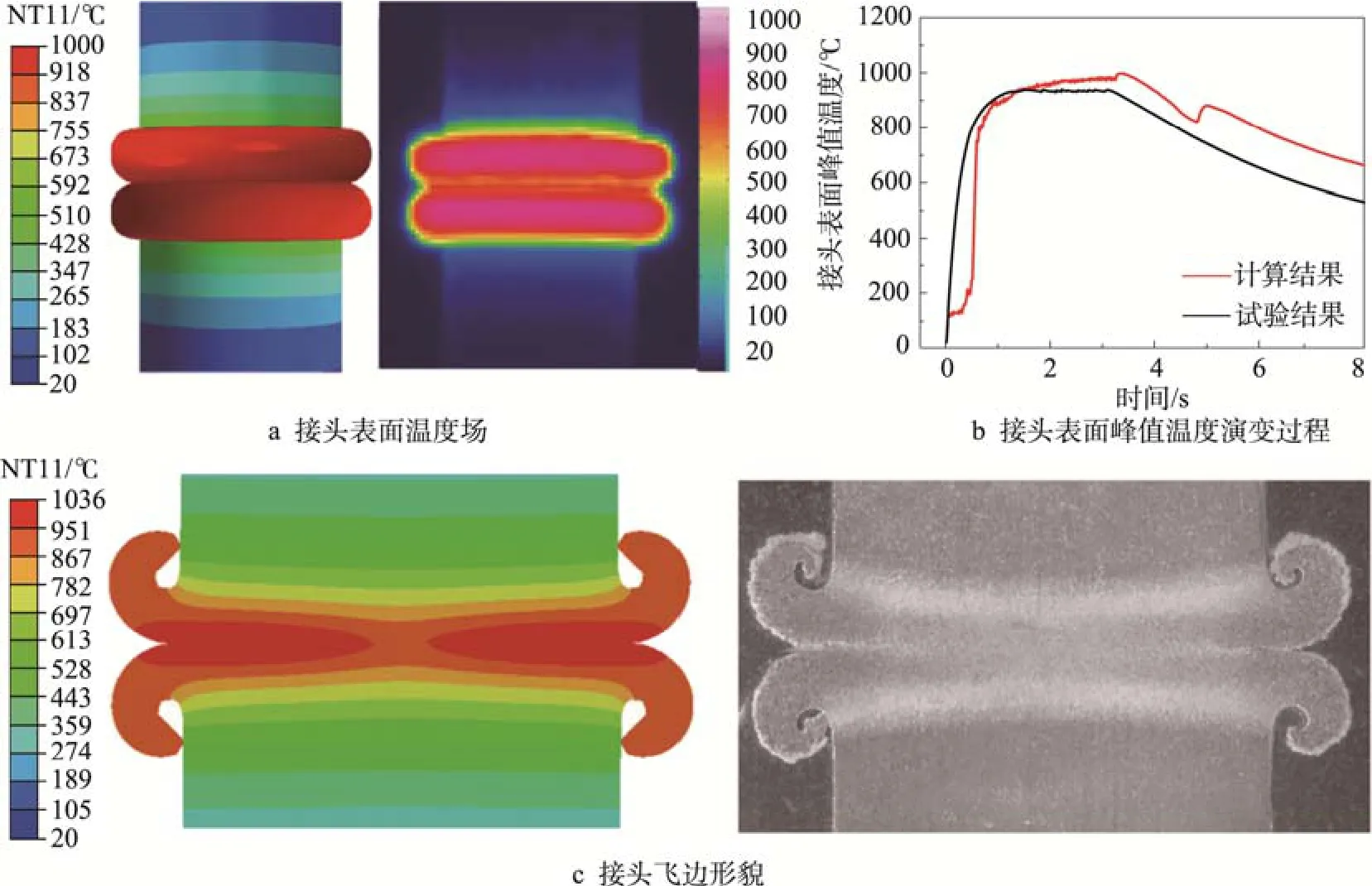
圖2 50 MPa 摩擦壓力下溫度場(chǎng)和飛邊形貌計(jì)算結(jié)果和試驗(yàn)結(jié)果對(duì)比Fig.2 Comparison of numerical simulation and test results for temperature field and flash shape under 50 MPa friction pressure
2 結(jié)果與討論
2.1 溫度場(chǎng)和塑性變形的演變
圖3 為連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程不同時(shí)刻的溫度場(chǎng)云圖,模擬所采用的工藝參數(shù)分別是摩擦壓力50 MPa,摩擦?xí)r間3 s,轉(zhuǎn)速1900 r/min,頂鍛壓力70 MPa,頂鍛時(shí)間5 s。由圖3 可以看出,焊接開(kāi)始后摩擦面的最高溫度出現(xiàn)在外表面附近,并隨著時(shí)間延長(zhǎng)向摩擦面中心方向移動(dòng),整個(gè)界面溫度逐漸均勻。在軸向壓力的作用下,被擠出的熱塑性金屬形成飛邊,飛邊擠出時(shí)帶走界面了部分熱量,而摩擦繼續(xù)做功補(bǔ)充了界面上的熱量,從而達(dá)到了動(dòng)態(tài)平衡狀態(tài),因此摩擦面附近的溫度場(chǎng)趨于穩(wěn)定,最高溫度的位置在距軸線約2/3 半徑處保持不變。如圖3 所示,在穩(wěn)定摩擦階段,飛邊開(kāi)始形成時(shí),最大塑性變形位置最先出現(xiàn)在摩擦面附近靠近飛邊處,隨后向接頭中心方向移動(dòng),最終出現(xiàn)在接頭中心位置,如圖4 所示。
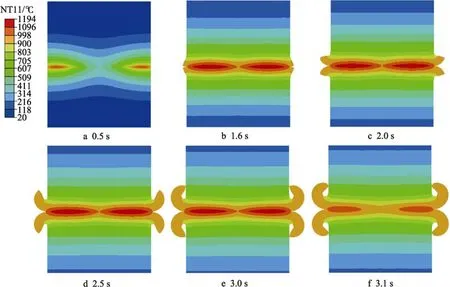
圖3 焊接過(guò)程不同時(shí)刻溫度場(chǎng)云圖Fig.3 Temperature field cloud map at different moments during welding
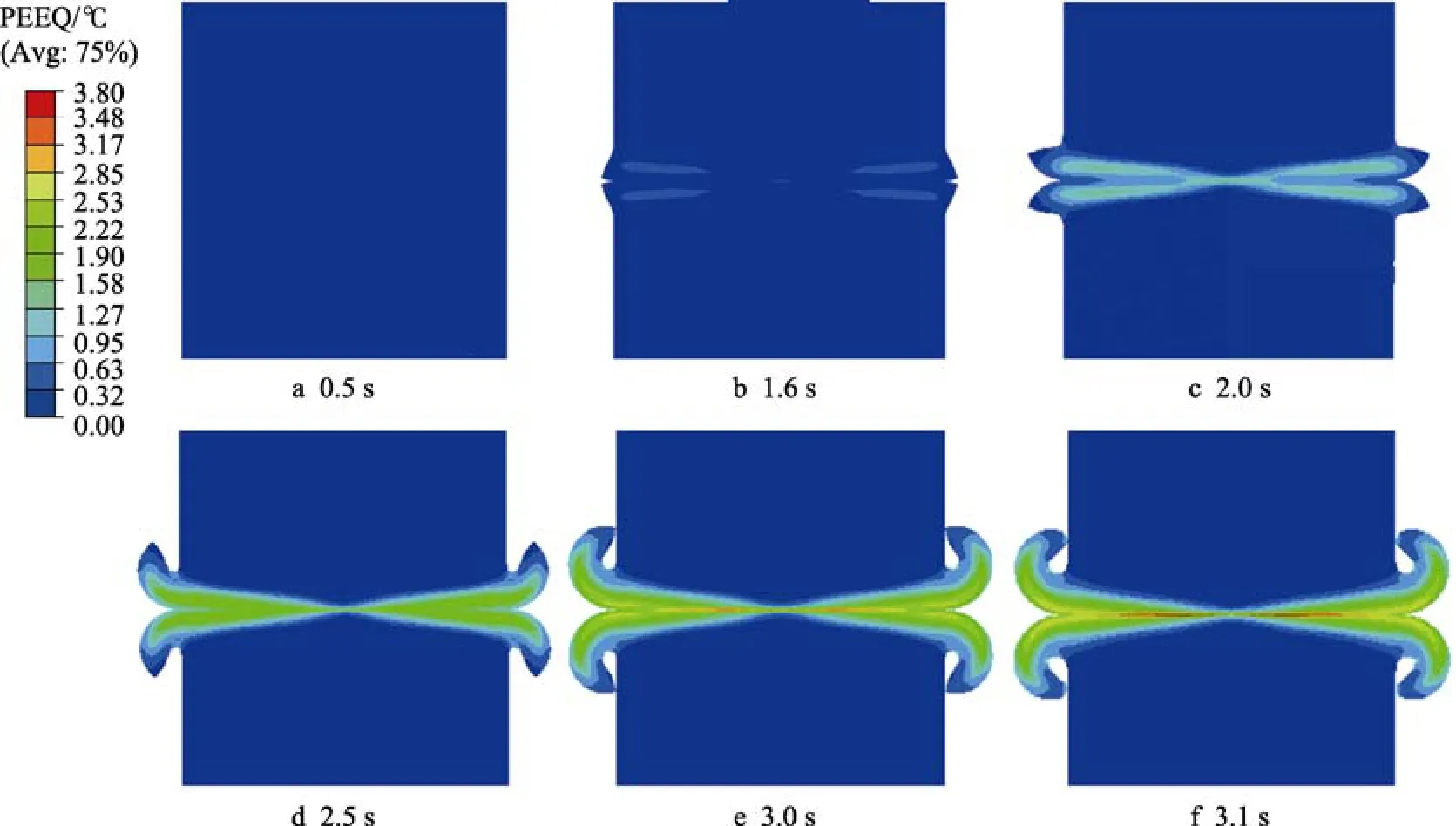
圖4 焊接過(guò)程不同時(shí)刻等效塑性應(yīng)變?cè)茍DFig.4 Equivalent plastic strain cloud map at different moments during welding
2.2 摩擦焊接工藝參數(shù)對(duì)接頭溫度場(chǎng)和變形的影響
2.2.1 摩擦壓力的影響
圖5 為不同摩擦壓力下接頭峰值溫度隨時(shí)間變化曲線。由圖5 可以看出,摩擦壓力越高,接頭峰值溫度上升的速度就越快。3 個(gè)摩擦壓力下接頭峰值溫度非常接近1200℃。在不穩(wěn)定摩擦階段,摩擦壓力越大,界面溫度增加越快,軸向縮短量越先發(fā)生改變。在穩(wěn)定摩擦階段,摩擦壓力越大,產(chǎn)熱速率越快,飛邊形成越快,軸向縮短量的變化就越快。對(duì)于頂鍛階段,摩擦壓力越大頂鍛階段的軸向縮短量越小,變形也越小。因?yàn)槟Σ翂毫υ酱蠼宇^的軸向高溫區(qū)越窄,熱塑性金屬相對(duì)較少,在相同的頂鍛力之下擠出的飛邊就越少。
2.2.2 轉(zhuǎn)速的影響
圖6a 比較了不同轉(zhuǎn)速下摩擦面溫度分布。從圖6a 可以看出,不穩(wěn)定摩擦階段轉(zhuǎn)速越高,摩擦做功越快,接觸面溫度越高。隨著摩擦階段的進(jìn)行,轉(zhuǎn)速越快就越先進(jìn)入穩(wěn)定變形階段。不穩(wěn)定摩擦階段接頭不會(huì)發(fā)生明顯的塑性變形,軸向縮短量一直為0,由圖6b 可以看出,轉(zhuǎn)速越高不穩(wěn)定摩擦階段時(shí)間越短,最終的軸向縮短量也越大,這是由于摩擦壓力一定的情況下,轉(zhuǎn)速越高摩擦做功越大,溫度上升越快,接頭越早發(fā)生塑性變形,最終的軸向縮短量也越大。
2.2.3 頂鍛壓力的影響

圖5 不同摩擦壓力下溫度場(chǎng)和變形隨時(shí)間的演變Fig.5 Evolutions of temperature field and deformation under different friction pressures
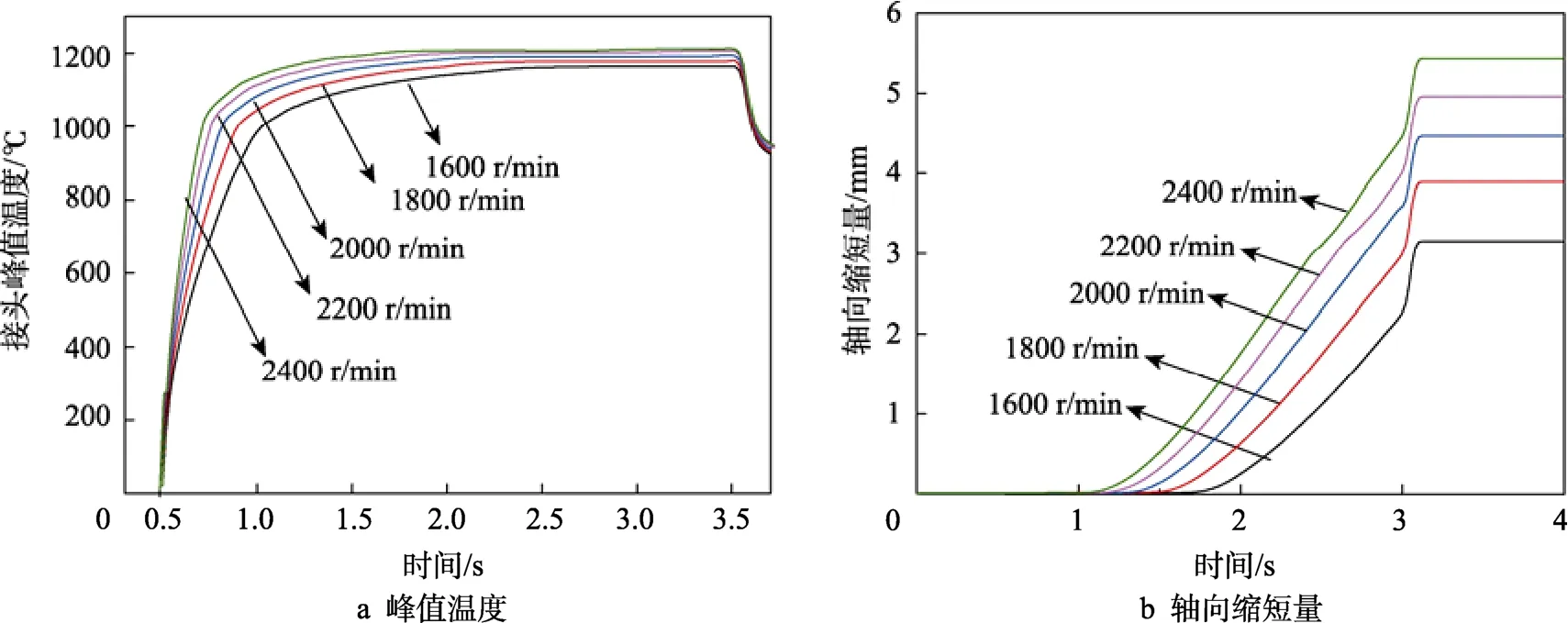
圖6 不同轉(zhuǎn)速下溫度場(chǎng)和變形的演變Fig.6 Evolutions of temperature field and deformation at different rotational speeds
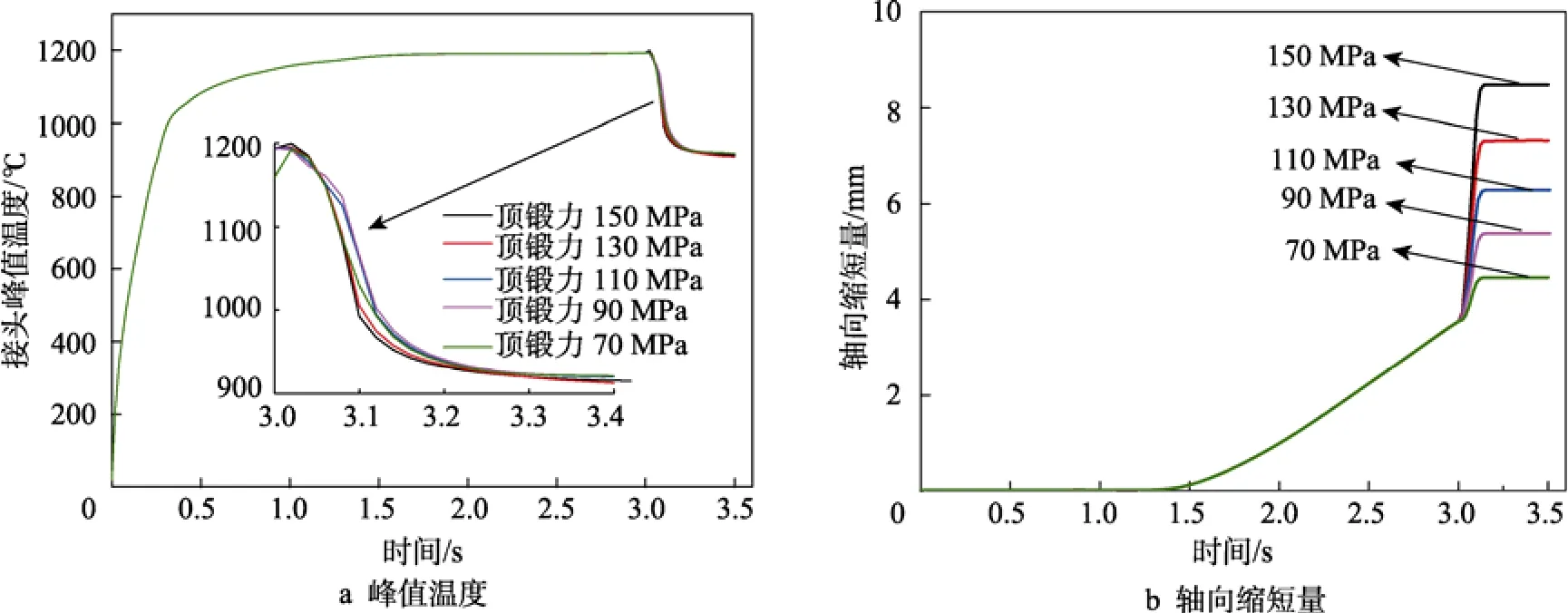
圖7 不同頂鍛壓力下溫度場(chǎng)和變形的演變Fig.7 Evolutions of temperature field and deformation under different forging pressures
圖7 為不同頂鍛壓力下峰值溫度和變形的演變。由圖7 可以看出,頂鍛壓力對(duì)接頭峰值溫度影響較小,而摩擦階段焊接參數(shù)相同,摩擦階段的變形規(guī)律也是一致的,摩擦階段結(jié)束后在界面附近積累的熱塑性金屬的量也是相同的,頂鍛壓力越大,飛邊擠出的越快,軸向縮短量也就越大。如圖8 所示,接頭界面相同位置處的溫度隨著頂鍛壓力的增大而降低,因?yàn)轱w邊被擠出,帶走了界面處的熱量,使溫度降低。
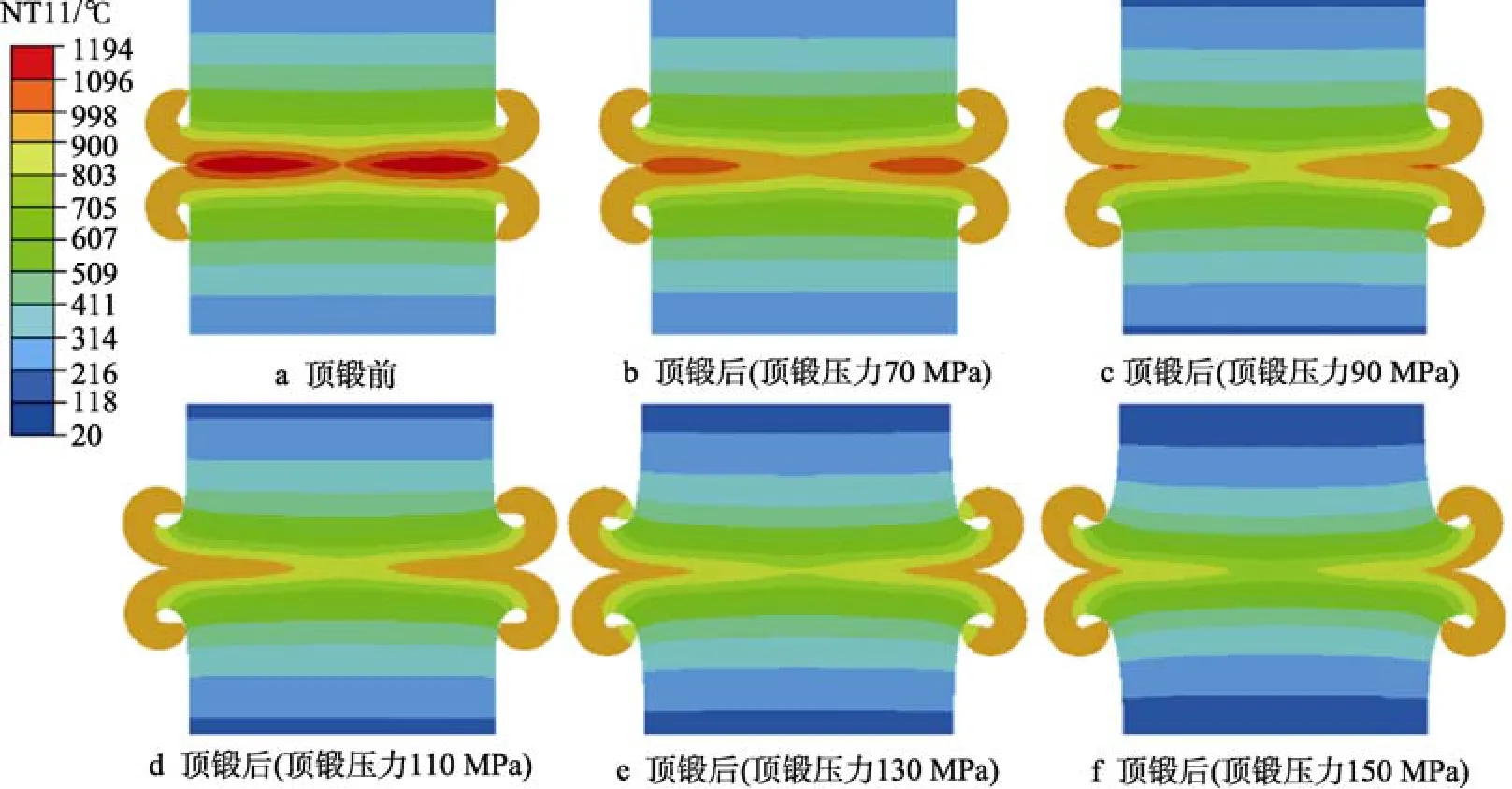
圖8 接頭頂鍛前后的溫度場(chǎng)云圖Fig.8 Temperature field cloud map before and after overhead forging
3 結(jié)論
研究了 20#鋼連續(xù)驅(qū)動(dòng)摩擦焊接變形及傳熱行為,分析了工藝參數(shù)對(duì)焊接過(guò)程溫度場(chǎng)和變形行為及接頭組織的變化規(guī)律。主要研究結(jié)論有以下幾個(gè)方面。
1)20#鋼在連續(xù)驅(qū)動(dòng)摩擦焊接過(guò)程,當(dāng)焊接過(guò)程處在不穩(wěn)定階段,摩擦面峰值溫度出現(xiàn)在外表面附近,當(dāng)焊接過(guò)程進(jìn)入穩(wěn)定階段,峰值溫度位置出現(xiàn)在距焊縫中心約2/3 半徑處,最大塑性應(yīng)變位置從摩擦面附近靠近飛邊處向接頭中心移動(dòng),最終出現(xiàn)在接頭中心位置,此時(shí),軸向上距摩擦面越遠(yuǎn)塑性應(yīng)變?cè)酱螅Σ撩嫔暇嘀行妮S越遠(yuǎn)塑性應(yīng)變?cè)酱蟆?/p>
2)焊接初始階段,摩擦壓力和轉(zhuǎn)速越大接頭溫度升高速度越快。在穩(wěn)定摩擦階段,摩擦壓力和轉(zhuǎn)速對(duì)溫度場(chǎng)的影響不顯著。頂鍛之后摩擦面溫度分布更加均勻。焊接完成后的軸向縮短量隨著摩擦壓力、轉(zhuǎn)速和頂鍛壓力的增大而增加。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
