面向高素質(zhì)應(yīng)用型人才培養(yǎng)的電火花線切割實(shí)踐教學(xué)模式探索*
2020-02-06 08:05:16李文明周長(zhǎng)武張五金
模具制造 2020年12期
李文明,周長(zhǎng)武,張五金
天津理工大學(xué)中環(huán)信息學(xué)院(天津 300380)
1 引言
電火花線切割以其獨(dú)特的生命力在異型、超硬、高精密等零件的加工得到廣泛應(yīng)用,成為模具制造與加工行業(yè)必不可少的加工技術(shù)。近年來,電火花線切割機(jī)床正朝著人性化操作、智能化控制的趨勢(shì)發(fā)展。日本三菱電機(jī)公司的MV1200R機(jī)床,從加工前的工件裝夾、校正、加工程序的輸入及編輯、加工參數(shù)設(shè)置、加工狀態(tài)監(jiān)控到機(jī)床使用、點(diǎn)檢和維護(hù)歷史、消耗品和成本管理等均可按照界面對(duì)話框方便的完成,凸顯界面對(duì)話框的智能人性。昆山瑞均機(jī)械科技有限公司的FR1100機(jī)床具有智能數(shù)據(jù)庫(kù),加工時(shí)只需輸入工件厚度、電極絲直徑和切割次數(shù),便可自動(dòng)生成脈寬、脈間、電流等加工參數(shù),切割出達(dá)到加工要求的零件,較大程度降低對(duì)操作人員技術(shù)水平的要求[1]。然而高素質(zhì)應(yīng)用型人才的培養(yǎng)要求,不止于創(chuàng)新精神、實(shí)踐能力的培養(yǎng),還要具備與實(shí)踐應(yīng)用能力緊密結(jié)合的理論分析、科學(xué)解決問題的能力。如通過本文電火花線切割實(shí)踐教學(xué),使學(xué)生學(xué)懂弄通電火花線切割加工原理,零件加工工藝路線的選定,零件找正、裝夾、定位的操作以及根據(jù)不同工藝目標(biāo)工藝參數(shù)的選取,教會(huì)學(xué)生從根本上全面提升實(shí)踐能力,從而更好的駕馭智能化機(jī)床操作。
2 電火花線切割實(shí)踐教學(xué)現(xiàn)狀
鑒于電火花線切割在加工領(lǐng)域的廣泛應(yīng)用以及較好的經(jīng)濟(jì)效益,各高校開設(shè)了不同形式的電火花線切割實(shí)踐教學(xué)。東莞職業(yè)技術(shù)學(xué)院以企業(yè)真實(shí)零件為訓(xùn)練任務(wù),側(cè)重零件線切割加工的工藝分析與編程實(shí)踐能力的培養(yǎng)[2]。東北大學(xué)以上圓下方異形件的線切割為例,對(duì)學(xué)生掌握電火花線切割加工上下異形零件的加工機(jī)理以及零件的加工步驟進(jìn)行了重點(diǎn)教 學(xué)[3]。昆明理工大學(xué)采用任務(wù)驅(qū)動(dòng)法根據(jù)不同專業(yè)學(xué)生對(duì)電火花線切割掌握程度的不同將任務(wù)劃分成了三個(gè)階段,數(shù)控編程、單獨(dú)零件加工、配合零件加工,通過教學(xué)主要使學(xué)生掌握電火花線切割加工零件的一般加工工藝和加工過程,理論與實(shí)際相結(jié)合的實(shí)際動(dòng)手能力、機(jī)床操作能力[4]。北京信息科技大學(xué)緊貼企業(yè)需求,采用“模塊化、循序漸進(jìn)”的形式:簡(jiǎn)單零件手動(dòng)設(shè)計(jì)、編程及加工,復(fù)雜零件手動(dòng)設(shè)計(jì)、編程及加工,CAD/CAM技術(shù)應(yīng)用,配合件編程、加工,開展電火花線切割實(shí)踐教學(xué)[5]。淮海工學(xué)院在教學(xué)形式上,實(shí)訓(xùn)室區(qū)域分類、調(diào)節(jié)上課時(shí)間、增加與生活的聯(lián)系、提高學(xué)生學(xué)習(xí)興趣方面,改進(jìn)電火花線切割實(shí)踐教學(xué)[6]。各高校在培養(yǎng)學(xué)生電火花線切割實(shí)踐應(yīng)用能力上開展了獨(dú)居特色的教學(xué)模式,但是對(duì)學(xué)生職業(yè)素質(zhì)要求更高的、與理論知識(shí)緊密結(jié)合的、解決實(shí)際問題的科學(xué)體系稍顯不足。
3 高素質(zhì)應(yīng)用型人才電火花線切割實(shí)踐教學(xué)培養(yǎng)模式
電火花成形加工具有大深徑比的凹槽結(jié)構(gòu)時(shí)具有明顯優(yōu)勢(shì),而相應(yīng)電極的制備是關(guān)鍵。以在模具鋼加工大深徑比的環(huán)形凹槽,凹槽結(jié)構(gòu)如圖1所示,先要電火花線切割制備環(huán)形電極及電極夾具為例,環(huán)形電極及電極夾具如圖2所示,全面介紹電火花線切割在培養(yǎng)高素質(zhì)應(yīng)用型人才的育人模式。
3.1 電火花線切割環(huán)形電極夾具工藝路線合理選定
在電火花線切割機(jī)床加工環(huán)形電極,須有配套的工裝夾具以保證圓棒在切割過程中具有正確的加工位置并處于夾緊狀態(tài)。本夾具圓孔O用來定位圓棒,在夾具中應(yīng)該具有非常準(zhǔn)確的位置,要求與夾具基準(zhǔn)邊ad、bc、ab的相互位置精度很高,便于保證電火花線切割加工后的環(huán)形電極壁厚均勻一致。夾具體結(jié)構(gòu)及相對(duì)板料坯件位置示意如圖3所示。
選定電火花線切割工藝路線時(shí),在相同切割面積下,應(yīng)優(yōu)選能夠?qū)崿F(xiàn)工件高加工精度的工藝路線。
在精銑上下表面的板料上,電火花線切割加工帶有圓孔的長(zhǎng)方形夾具體,兩種切割方案可供選擇:方案一,先切割圓孔O,再切割長(zhǎng)方形abcd,方案二,先切割長(zhǎng)方形abcd,再切割圓孔O。選擇方案一,圓孔中心與夾具基準(zhǔn)邊ab、ad、bc 間的位置精度可由機(jī)床的運(yùn)動(dòng)精度直接保證;選擇方案二,先切下夾具外形,當(dāng)再切割圓孔O時(shí),還要重新將夾具裝夾至電火花線切割機(jī)床上,重新找正、定位,無(wú)疑會(huì)引入新的誤差,不利于保證圓孔中心與夾具基準(zhǔn)邊ab、ad、bc 間的位置精度,而且也增加了加工時(shí)間。
選取方案一后,在切割?yuàn)A具外形abcd時(shí)可供選擇的切割路線主要有adcba、abcda、badcb、bcdab、cdabc、cbadc。夾具屬于精密工件,尤其是基準(zhǔn)邊,所以在在切割?yuàn)A具外形abcd時(shí)應(yīng)盡可能減少工件變形;選定cbadc切割路線,在切割ab、ad、bc基準(zhǔn)邊過程中,工件有足夠的剛性抵抗變形,并且可以對(duì)基準(zhǔn)邊實(shí)現(xiàn)多次切割,更好地保證夾具體關(guān)鍵尺寸的精度,此外,線切割最后一刀是由dc所在面形成,不影響夾具體的關(guān)鍵尺寸。
3.2 電火花線切割環(huán)形電極的操作流程
首先,按照選定的工藝路線,完成電火花線切割?yuàn)A具的加工,如圖4所示;又將圓棒電極裝夾至夾具,在臺(tái)鉆上完成穿絲孔的加工,如圖5所示。
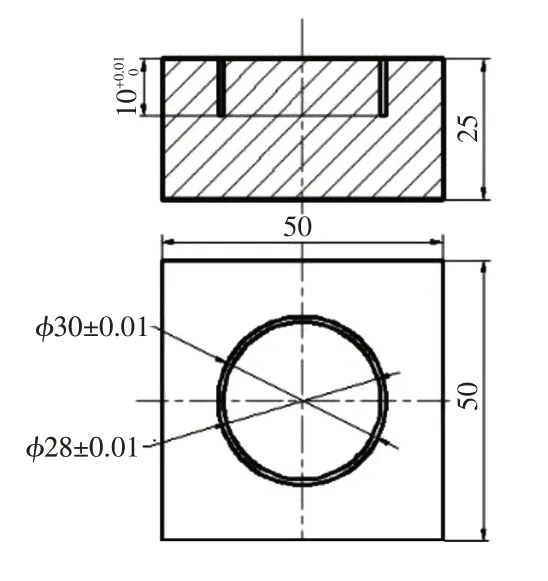
圖1 大深徑比的環(huán)形凹槽

圖2 環(huán)形電極及電極夾具

圖3 夾具體結(jié)構(gòu)及相對(duì)板料坯件位置

圖5 穿絲孔的鉆削
然后,利用千分表對(duì)固定在機(jī)床上的裝有圓棒電極的夾具進(jìn)行找正、裝夾,如圖6 所示;X 方向電極絲的定位以ad、bc 兩基準(zhǔn)邊的取中為準(zhǔn),如圖7 所示;Y方向電極絲的定位以ab基準(zhǔn)為準(zhǔn),如圖8所示。

圖6 千分表找正裝夾
最后,將電極絲穿過預(yù)先加工的穿絲孔,按照?qǐng)A孔與各基準(zhǔn)間的位置關(guān)系,運(yùn)用試驗(yàn)后的加工參數(shù)完成圓環(huán)電極的加工,如圖9所示。
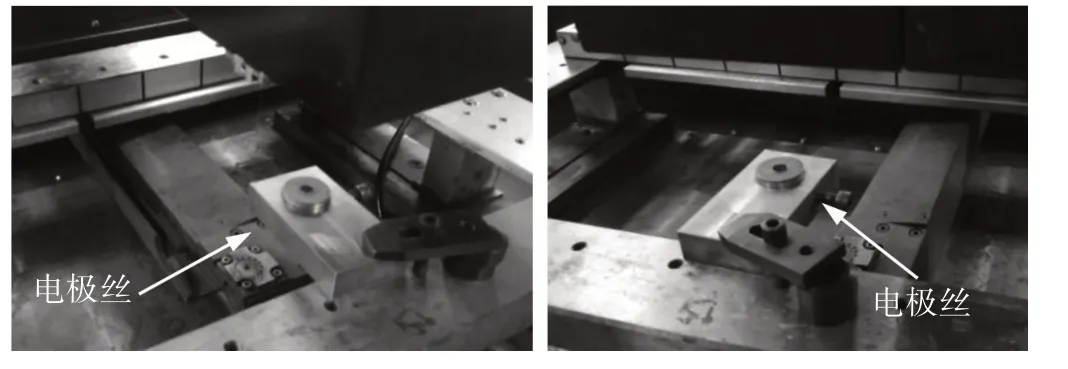
圖7 X方向電極絲取中定位

圖8 Y方向電極絲碰邊定位

圖9 加工后的環(huán)形電極
本環(huán)節(jié)以電火花線切割環(huán)形電極及夾具體的操作流程為例,按照實(shí)際生產(chǎn)加工要求,把一個(gè)毛坯件從裝夾、找正、定位至加工的過程展示給學(xué)生,強(qiáng)化學(xué)生在實(shí)踐應(yīng)用中養(yǎng)成科學(xué)嚴(yán)謹(jǐn)?shù)奶幚矸绞健?/p>
3.3 電火花線切割環(huán)形電極工藝參數(shù)的科學(xué)選取
電火花線切割工藝參數(shù)對(duì)切割速度、表面粗糙度等工藝指標(biāo)有著重要影響。實(shí)踐生產(chǎn)中,往往根據(jù)實(shí)際工藝指標(biāo)要求,選取不同組合的工藝參數(shù)組合。學(xué)生通過電火花線切割相關(guān)理論知識(shí)的學(xué)習(xí),比較容易理解提高放電能量,切割速度增大、表面粗糙度變差,但是典型的工藝參數(shù)是如何影響切割速度、表面粗糙度的,它們之間相互關(guān)系如何,對(duì)于這種實(shí)踐性強(qiáng)的知識(shí)體系,學(xué)生理解難度較大。
結(jié)合純銅環(huán)形電極電火花線切割的加工,本實(shí)踐教學(xué)以純銅板材為試驗(yàn)材料,選取脈沖寬度、脈沖間隔、峰值電流、間隙電壓主要電參數(shù)并確定各參數(shù)取值,如表1所示;對(duì)純銅材料電火花線切割切割速度、表面粗糙度的影響進(jìn)行單因素試驗(yàn)探索,試驗(yàn)設(shè)計(jì)如表2所示,并對(duì)試驗(yàn)結(jié)果進(jìn)行了詳細(xì)分析,相應(yīng)的研究結(jié)論進(jìn)行了發(fā)表[7],為電火花線切割純銅材料時(shí),根據(jù)不同工藝指標(biāo)的要求,科學(xué)選取工藝參數(shù)提供理論指導(dǎo)。
引入電火花線切割工藝參數(shù)對(duì)工藝目標(biāo)影響規(guī)律探究的試驗(yàn)教學(xué)環(huán)節(jié),教會(huì)學(xué)生找準(zhǔn)解決問題中的自變量、因變量,能夠根據(jù)解決問題的需要,科學(xué)的進(jìn)行試驗(yàn)設(shè)計(jì),運(yùn)用所學(xué)理論知識(shí),合理嚴(yán)謹(jǐn)?shù)倪M(jìn)行理論分析,得出正確結(jié)論,進(jìn)而指導(dǎo)實(shí)踐生產(chǎn)。
4 結(jié)束語(yǔ)
電火花線切割實(shí)踐教學(xué)以一個(gè)典型環(huán)形電極完整的加工過程為教學(xué)內(nèi)容,按照企業(yè)實(shí)際加工要求,把一個(gè)毛坯件從工藝路線的制定,加工時(shí)的正確操作,如裝夾、找正、定位,加工參數(shù)的科學(xué)選定至加工出合格零件的完整過程展示給學(xué)生,在強(qiáng)化對(duì)學(xué)生實(shí)踐應(yīng)用能力培養(yǎng)的同時(shí),還教學(xué)了學(xué)生在實(shí)踐性較強(qiáng)的實(shí)際生產(chǎn)中,如何運(yùn)用科學(xué)的方式解決實(shí)際問題,為培養(yǎng)出既懂實(shí)踐又能利用理論服務(wù)于生產(chǎn)的高素質(zhì)應(yīng)用型人才起到較好的推動(dòng)作用。
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
作文世界(小學(xué)版)(2018年4期)2018-10-16 17:13:34
東方教育(2017年19期)2017-12-05 15:14:48
唐山文學(xué)(2016年2期)2017-01-15 14:03:59
快樂作文·低年級(jí)(2016年12期)2017-01-03 20:52:44
快樂作文·低年級(jí)(2016年6期)2016-06-24 18:58:40
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
