模具模板零件通槽加工方案
2020-02-06 08:05:12胡志濤魏培杰鄺榮聰
模具制造 2020年12期
胡志濤,魏培杰,鄺榮聰
珠海格力精密模具有限公司(廣東珠海 519070)
1 傳統加工方式存在的問題
在模具機加工方面,鈑金模具(圖1)中模板零件(圖2)的加工存在以下共性:零件內通槽加工及零件外通槽加工。在傳統的加工方法中,對上述的通槽特征加工工藝基本都是采用上加工中心正反面對接銑穿或上線割機線割。

圖1 鈑金模具組立圖
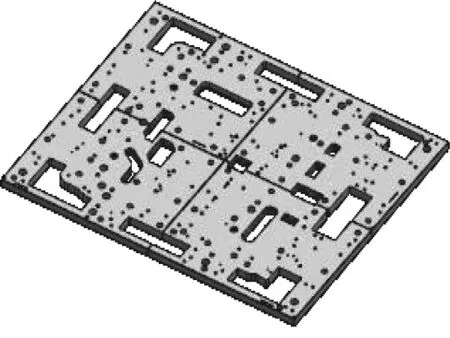
圖2 鈑金模具零件圖
傳統的加工工藝存在以下不足:
(1)用加工中心進行兩面對接銑穿,存在很大的加工安全隱患。
(2)線切割機加工,加工效率低。
在對模板零件通槽的傳統加工方式中,無論所加工區域的特性、面積大小,基本都采用上加工中心用銑刀正反兩面對接銑穿。在對通槽特征進行第二面的加工中,在銑通時,會產生薄片,導致彈刀、薄片卷刀以致打斷刀具、銑動工件等情況發生(見圖3)。加工的安全、質量不可控,且加工效率低。為做到安全、高效、高質的加工需求,研究應用了新的通槽加工方式。

圖3 通槽加工時所產生的薄片會彈刀、卷刀以致加工中斷刀
2 創新解決方案
采用電磁盤裝夾,加工中心兩面加工,將通槽特征分為以下兩類:①A 類:封閉通槽;②B 類:開放通槽。
2.1 封閉通槽的加工方案
(1)封閉大通槽。
通槽尺寸及用刀規則:150mm>內槽長寬≥120mm,選用刀具,D8R1mm或D10R1mm。
200mm>內槽長寬≥150mm,選用刀具,正面D12R1mm或D25R1.5mm,反面卸斷選刀≤D12R1mm。
內槽長寬≥200mm,選用刀具,正面32R3mm,反面卸斷選刀≤D12R1mm。注:中間殘留長寬需>100mm,防止移動。
加工方法:
a.正面跟隨內框邊走雙刀加工,底留10mm 不銑穿,如圖4所示。
b.反面跟隨內框邊走雙刀加工接穿正面的刀路,預留一段(30mm)不加工(使之將殘料和主料相連接,增加其強度),如圖5所示。
c.最后鑼斷搭橋,將其卸斷,如圖6所示。
(2)封閉中通槽。
通槽尺寸及用刀規則:內框尺寸:120mm>內槽長寬≥80mm;正面選用刀具 D32R3mm 或D25R1.5mm,反面選用刀具D10R1mm或D8R1mm。
加工方法:
a.正面將內框全部銑削,底留10mm不銑穿,如圖7所示。
b.反面跟隨內框邊走雙刀加工接穿正面的刀路,預留一段(20mm)不加工(使之將殘料和主料相連接,增加其強度),如圖8所示。
c.最后鑼斷搭橋,將其卸斷,如圖9所示。
(3)封閉小通槽。
通槽尺寸及用刀規則:80mm>內槽長寬≥50mm,選用刀具D32R3mm 或D25R1.5mm;50mm>內槽長寬,選用刀具D12R1mm或D10R1mm。
加工方法:
a.正面將內框全部銑削,底留10mm不銑穿,如圖10所示。
b.反面將殘料直接銑削穿,如圖11所示。
(4)封閉長條通槽。
通槽尺寸及用刀規則:內框長度≥300mm,寬度≤70mm。
加工方法:
a.正面:選用刀具,D32R3mm或D25R1.5mm,正面將內槽全部銑削,預留10mm不銑穿(見圖12),飛刀開完粗后,用合金銑刀延邊銑一圈(見圖13)。

圖4 正面雙刀加工

圖5 反面預留搭橋加工

圖6 反面卸斷加工

圖7 正面內框全銑削

圖8 反面預留搭橋加工

圖9 反面卸斷加工

圖10 正面內框全銑削

圖11 反面直接銑穿
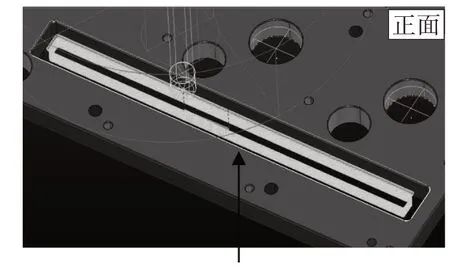
圖12 正面內槽全銑削

圖13 正面合金刀兜邊
b.反面:先用正面所用的飛刀將內槽中間銑穿一段,長度80mm(見圖14),再用D10R1mm 進行卸料加工,殘料中件預留一段(30mm)不加工,最后將其卸斷(見圖15)。
內框長度≥680mm,按上述分3斷卸料。
2.2 開放通槽卸料加工方案
通槽尺寸及用刀規則:外形殘料尺寸:120mm>長寬≥70mm(或等同面積)。正面選用刀具D25R1.5mm,反面選用刀具D10R1mm或D8R1mm。
加工方法:
(1)正面將內槽全部銑削,底留10mm 不銑穿,如圖16所示。
(2)反面跟隨外槽邊走雙刀加工,將殘料留搭橋后直接銑穿,反面其中預留一段(30mm)不加工,
使之將殘料和主料相連接,增加其強度,如圖17所示。
(3)最后將其卸斷,如圖18所示。

圖14 反面內槽銑中間一段

圖15 反面卸斷
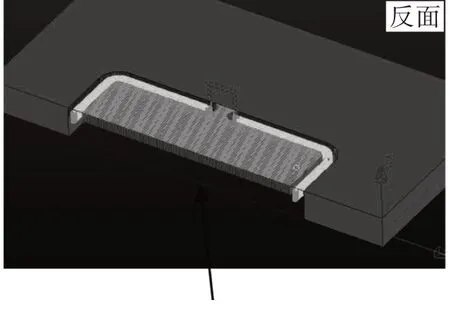
圖17 反面殘料留搭橋銑穿

圖18 反面卸斷
3 結束語
通槽的銑削加工,主要是需要考慮薄片、殘料對刀具的影響,殘料若不能正常切削便不能正常排屑,會導致加工中斷刀,殘料阻礙在刀具行動的軌跡上,也會導致加工中斷刀。運用現有的設備、工具,制定合理的加工工藝,使之能安全加工,零件的質量得到了保證,加工效率也明顯提高。本文針對零件的通槽類特征在加工中心加工的加工工藝方面進行了總結,可為此類零件特征的加工提供一種新的方法。
