左右側(cè)面定位殼體壓鑄模設(shè)計
2020-02-06 08:05:10姜伯軍
模具制造 2020年12期
關(guān)鍵詞:設(shè)置
姜伯軍
常州明順電器有限公司(江蘇常州 213015)
1 壓鑄件工藝性分析
1.1 壓鑄件所用材料的選擇
壓鑄件所用材料的合理選擇。所需加工的壓鑄件結(jié)構(gòu)圖形及尺寸如圖1所示,該壓鑄件為裝配整機的側(cè)面定位殼體。根據(jù)該壓鑄零件的具體使用環(huán)境及條件,所選材料應(yīng)具較高的耐磨性和低的熱膨脹系數(shù)。故選用過共晶鋁硅合金中的YZAISi17Cu5Mg 作為壓鑄用材料(代號YL117),該材料具有特別好的流動性、中等的氣密性和好的抗熱裂性。
1.2 壓鑄件結(jié)構(gòu)工藝性分析

圖1 左、右側(cè)面定位殼體(壓鑄件材料:YZAlSi17Cu5Mg(代號:YL117))
(1)壓鑄件的最小厚度尺寸處為3mm,最小厚度處符合壓鑄工藝要求,設(shè)計的圓弧轉(zhuǎn)角、底面形狀等亦符合壓鑄成型的工藝要求。
(2)為簡化生產(chǎn)工序,方便操作及實現(xiàn)連續(xù)化生產(chǎn),在壓鑄模設(shè)計時采用了冷壓室立式壓鑄機。金屬液由壓室直接進入型腔,金屬消耗少,溫度波動范圍小,壓鑄工藝連續(xù)穩(wěn)定;金屬液直接在澆鑄通道中進入模腔,雜質(zhì)不易帶入,壓鑄件質(zhì)量好。
1.3 壓鑄件尺寸精度要求分析
壓鑄件主要對應(yīng)組裝件的安裝定位孔尺寸與精度是通過后續(xù)機械加工來保證的,因而壓鑄成型的鑄造工藝可按一般壓鑄件的質(zhì)量要求進行。
2 分型面的選擇
2.1 壓鑄件在動模平面的不同設(shè)置方案對壓鑄成型質(zhì)量的影響分析
該壓鑄件為近似矩形的中空結(jié)構(gòu)件。因其外形長度兩端的形狀不一,如采用一模兩腔的壓鑄形式,鑄件在動模平面的對稱設(shè)置有兩個設(shè)計布局方案。如圖2 所示,圖2a 所示為兩型腔完全對稱設(shè)置,圖2b所示為一型腔按原位設(shè)置而另一型腔旋轉(zhuǎn)180°后設(shè)置。從兩個方案的對比中可看出:圖2a 中因矩形壓鑄件的兩長度端部形狀不一,金屬熔體在模腔的壓鑄過程中易形成一端充盈不足而產(chǎn)生質(zhì)量缺陷;圖2b 因另一矩形鑄件型腔轉(zhuǎn)體180°后,金屬液在模腔的壓鑄過程中兩個型腔的鑄造壓力及充盈流量均等。故模具結(jié)構(gòu)設(shè)計時動模的型腔布局按圖2b方案設(shè)置。
2.2 分型面的選擇
分型面的選擇是壓鑄模設(shè)計中的一個關(guān)鍵,分型面的確定對壓鑄模結(jié)構(gòu)、壓鑄件尺寸精度及壓鑄件質(zhì)量有直接應(yīng)響,壓鑄模的分型面同時還是制造模具時的基準(zhǔn)面。因此,分型面的選擇原則是:
(1)分型面應(yīng)選擇在壓鑄件外形輪廓尺寸最大的斷面處。
(2)盡可能地使壓鑄件在開模后留在動模一側(cè)。
(3)分型面選擇應(yīng)保證壓鑄件的尺寸精度和表面質(zhì)量。
(4)分型面選擇應(yīng)有利于金屬液的充填成型。
(5)分型面選擇應(yīng)簡化模具結(jié)構(gòu),便于模具的加工、制作、測量。
考慮到該壓鑄件的下端面為非加工面,而殼體另一端面為后續(xù)機械加工用的基準(zhǔn)面而在壓鑄成形后必需先加工出來,同時兼具鑄件成型后對多型芯的包緊力所可能形成的脫模阻力,故以鑄件下端部的大平面為模具的動、定模間的分型面。
3 澆鑄系統(tǒng)及排溢系統(tǒng)設(shè)計
3.1 澆鑄系統(tǒng)設(shè)計
根據(jù)壓鑄模澆注系統(tǒng)的設(shè)計原則,金屬料流應(yīng)順著鑄件的料流方向充填,以避免產(chǎn)生流痕、冷隔和中空柱體形狀充填的不完整。本模具結(jié)構(gòu)設(shè)計時采用了1模2腔的形式,最終所確定的澆注系統(tǒng)設(shè)計如圖3所示。總裝圖的主視圖中,澆口套中心軸線(即模具的工作中心)與立式壓鑄機的壓力中心一致,以使壓鑄時金屬液直接通過澆道充填型腔從而加快料流的充盈速度。按圖2b中的型腔布局,針對壓鑄件另一端存在差異的不同型腔,因其部位遠(yuǎn)離澆鑄鑄口,必須設(shè)置橫澆道以保證金屬料流對型腔的充填及減少和避免氣泡、凹陷等的產(chǎn)生。鑄件的多個小孔成型均為裝配時的螺釘用過孔,在多孔壓鑄時,必須在臨近部位設(shè)置相應(yīng)的溢料氣包。

圖2 壓鑄件在動模平面的設(shè)置對比

圖3 澆鑄系統(tǒng)、橫澆道、內(nèi)澆口、溢流槽選位的設(shè)計分析對比
3.2 排溢系統(tǒng)設(shè)計
為提高壓鑄件質(zhì)量,在金屬液充填型腔的過程中,應(yīng)盡量排除型腔中的氣體、夾雜物、涂料殘渣及被涂料殘余物污染的前流冷污金屬液,這就需要設(shè)置溢流、排氣系統(tǒng)。溢流、排氣系統(tǒng)是壓鑄模中不可或缺的重要組成部分。因此壓鑄模設(shè)計時通常將溢流、排氣系統(tǒng)與澆注系統(tǒng)作為一個整體來考慮。
(1)排除型腔中的氣體,容納混有氣體和涂料殘渣的前流冷污金屬液,防止壓鑄件產(chǎn)生冷隔、氣孔和夾渣。
(2)與澆注系統(tǒng)一起控制金屬液的流動狀態(tài),防止局部產(chǎn)生渦流,形成有利于避免壓鑄缺陷的充填條件。
(3)調(diào)節(jié)模具的溫度場分布改善模具的熱平衡狀態(tài),以減少壓鑄件表面流痕、冷隔及澆鑄不足現(xiàn)象。
(4)作為壓鑄件脫模時推桿推出的位置,可防止壓鑄件變形,避免在壓鑄件表面留有推桿痕跡。
(5)設(shè)置在動模上的溢流槽可增大壓鑄件對動模的包緊力使壓鑄件在模具打開時隨動模帶出。
(6)作為壓鑄件存放、運輸及加工時的支承、吊掛、裝夾或定位的附加部分。
因此,在本壓鑄模結(jié)構(gòu)設(shè)計時,考慮到金屬料流進入模腔內(nèi)的充填要求不同,在流道的另一側(cè)增設(shè)了一橫澆道。模具內(nèi)的殘留氣體向型腔未端流動,因而必須在鑄件成型型腔的未端端部設(shè)置溢料氣包。如:因鑄件的多個小孔成型均為裝配時的螺釘用過孔,在多孔壓鑄時,必須在臨近部位設(shè)置對相應(yīng)的溢料氣包。
4 壓鑄機的選用與確定
該壓鑄件為無嵌件的壓鑄件,故選用立式,鎖模力為1,600kN 的冷室壓鑄機,其冷室壓鑄機的其它主要技術(shù)參數(shù)是:其壓射力≥300kN,壓射室直徑φ80mm,最大金屬澆注量2kg,液壓頂出器頂出力≥100kN,液壓頂出器頂出行程≥100mm,經(jīng)校核,滿足實際生產(chǎn)要求。
5 模具總裝結(jié)構(gòu)及其工作過程
模具總裝結(jié)構(gòu)圖如圖4所示。模具動、定模部分的主要成型工作零件均采用鑲套、鑲塊分別鑲?cè)雱印⒍?nèi)的結(jié)構(gòu)形式,如定模部分的鑲套(分別為件6、件9);動模部分的鑲鑲套(分別為件16、件17)等,以利于模具工作及成型部位尺寸的調(diào)整,也有利于易損部分零件的修理、更換。
成型型孔的全部圓型芯均設(shè)置在動模鑲套內(nèi)(分別為件28~件31)。
模具工作過程:壓鑄成型結(jié)束,壓鑄機壓射頭向上移動完畢,經(jīng)保壓與冷卻,動模座板帶動動模部分下移,動模座板繼續(xù)帶動動模部分下移,壓鑄機的液壓頂出系統(tǒng)開始工作,推動動模部分推桿18,將鑄件頂離動模鑲套,在推桿固定板內(nèi)的主澆道凝料推桿20、橫澆道推桿19及溢料槽推桿22作用下,同步把壓鑄件及澆注系統(tǒng)與溢料包推出動模。各系統(tǒng)(橫澆道、內(nèi)澆口、溢料槽等)推桿推出機構(gòu)設(shè)計示意圖如圖5 所示,合模時,設(shè)置在動模內(nèi)的復(fù)位桿12 使設(shè)置在動模部分的所有推桿復(fù)位。
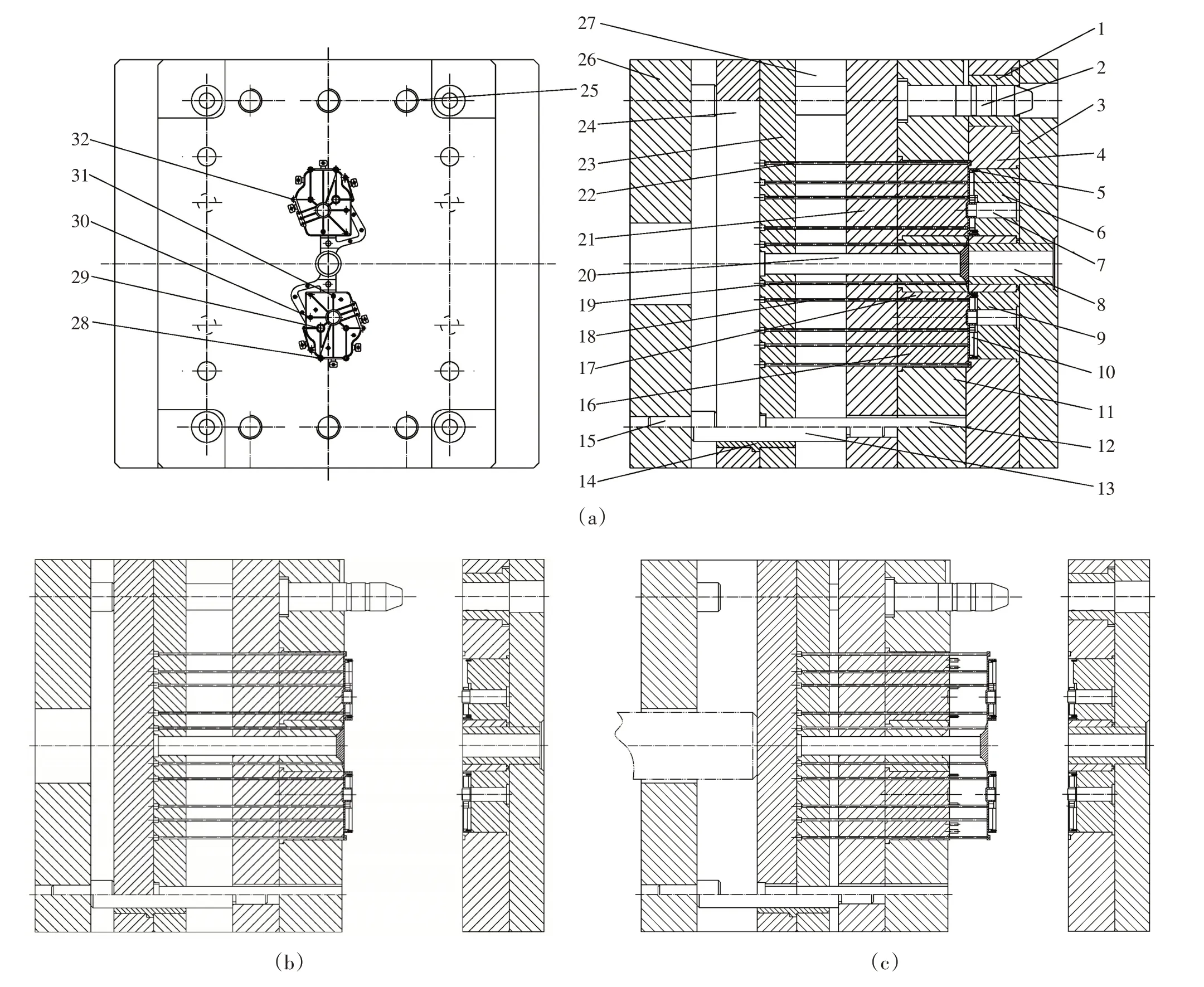
圖4 模具總裝圖

圖5 各系統(tǒng)推出脫模的推桿設(shè)計布位示意圖
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業(yè)后醫(yī)學(xué)教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫(yī)學(xué)院學(xué)報(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
