集成電路塑封工藝的模流分析
2020-02-06 08:05:04陳昌太
模具制造 2020年12期
陳昌太
安徽大華半導體科技有限公司(安徽合肥 230001)
1 引言
塑料封裝(簡稱塑封)是指為了防止物理損傷或化學腐蝕,將芯片用環氧樹脂模塑料(EMC)進行封裝的注射成型工藝。環氧樹脂模塑料、芯片和引線框架等多種材料成分的復雜性,以及高密度的I/O,給集成電路塑封工藝帶來了許多挑戰。由于環氧樹脂模塑料在融化過程中的流動性(黏度)、與結構變形和樹脂的聚合反應之間存在復雜的相互作用,早期的塑封模具設計采用的是傳統的試錯法,由半模試驗來判斷填充過程中的一致性,X-ray 判斷金絲沖彎,晶芯偏移,有無分層的實際情況,根據實際生產情況,再修改樹脂的配方,模具的澆口和排氣槽等設計參數,這種事后驗證的方法浪費大量的精力,甚至有可能會以失敗告終。隨著近些年固體動力學以及計算機仿真技術(CAE)的發展,出現了眾多可以模擬環氧樹脂熔融過程流動性的軟體,例如:Moldex3D、MoldFlow。模流分析可以模擬塑封過程中常見的缺陷:填充不完全、氣孔、晶芯偏移、金絲沖彎、塑封后翹曲等等,為塑封工藝的成熟、穩定發展提供了幫助[1~2]。
2 模型介紹
集成電路塑封的產品外形通常具有復雜的特征——拔模角度、芯片基島、框架引腳等,準確的模型構造是模型分析中最關鍵的部分。模流分析包括:分析模型(見圖1)和材料參數(見圖2)。分析模型至少要包括塑封產品、流道、澆口、排氣、芯片位置和金絲的三維特征(見圖3)。材料參數要包括溫度黏度曲線,熱傳導曲線,pvT曲線,密度和固化時間等。由于塑封產品的對稱性(多料筒注塑),為簡化節省建模和分析時間,可以用單個料筒的注塑過程作為仿真[3]。

圖1 包含塑封體尺寸的分析模型

圖2 材料參數
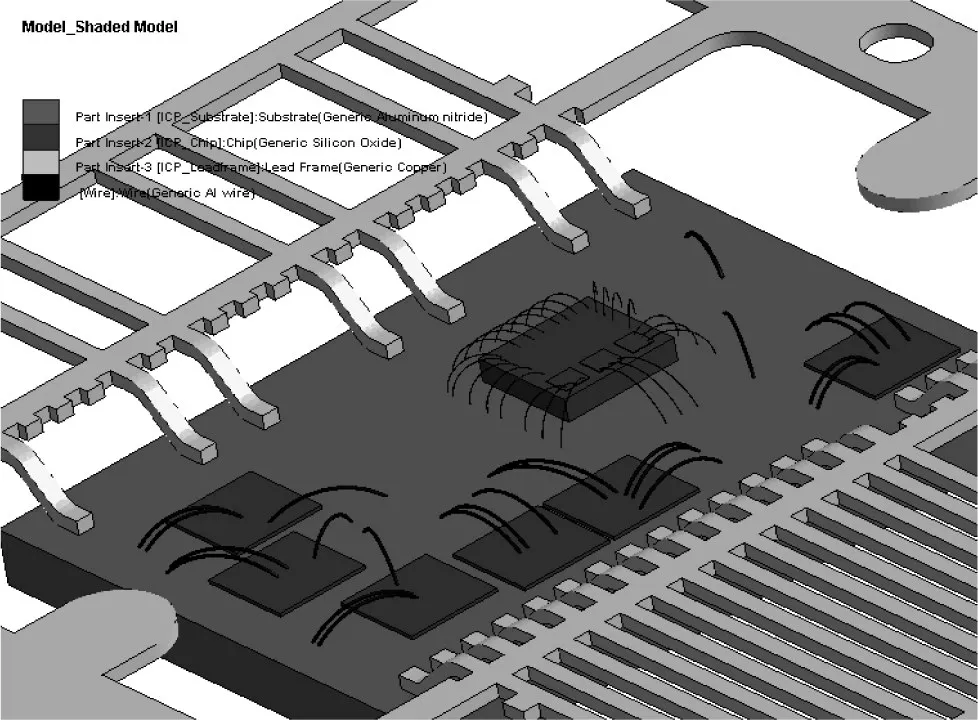
圖3 金絲模型
3 模流分析
模流分析內容主要包括流動性分析和功能性分析,如圖4所示,其中功能性分析是集成電路特有的分析功能。流動性分析主要從填充時間,填充速度,熔接線/面等結果來判斷填充質量的好壞。
圖5顯示了某智能功率器件(IPM)產品在不同時刻流入型腔的樹脂填充狀態。可以明顯看出流動過程中底層的流動速度大于頂層,出現了“反包覆”的現象,在熔合處極易導致氣孔,導致外觀不佳和電氣性的降低。而對于QFN、BGA等單面塑封的產品則不存在此類現象。

圖4 模流分析內容

圖5 智能功率器件(IPM)產品樹脂填充狀態
由于芯片基島以及金絲的影響,樹脂在流動過程中需要繞過這些障礙,匯合到一起形成熔接線。熔接線的位置通常是塑封體結構薄弱點或是表面瑕疵。速度/壓力切換時的結果表明的是從速度控制切換為壓力控制時(見圖6),在模具中沿流動路徑的壓強分布情況。理想情況下為保證完全填充,在填充結束時流動路徑末端的壓力應為零。使用該分析功能,可以確定注射壓力可能過高的區域,尤其適用有低注射壓力塑封要求的產品,例如FC、鉭電容等[4]。

圖6 基板類產品塑封過程速度/壓力切換示意圖
塑封后冷卻產生的熱應力會導致制品翹曲變形,程度嚴重的甚至會局部開裂。翹曲變形已成為評定注射成型質量的重要指標,越來越受到關注和重視,尤其在晶圓級和面板級的塑封工藝上(見圖7)。翹曲可歸因于以下幾個因素:①由不同區域間的收縮率變化導致的收縮不均;②由模具的溫度差異導致的冷卻不均;③由材料特性的水平方向與垂直方向上的收縮量變化導致。

圖7 基板類產品翹曲評價
金線沖彎分析是計算封裝過程中,連接芯片和框架引腳的接合線的變形量。此計算可以避免封裝過程中發生過渡的金線偏移,導致電氣功能失效,通常以金絲偏移指數來衡量,金絲偏移指數等于金線最大偏移量除以金線長度(見圖8)。主要受塑封料的黏度影響以及模具的澆口位置和尺寸[5]。

圖8 IPM模流過程金線偏移指數
4 結論
本文主要通過注射成型過程的計算機模擬分析,得到環氧樹脂的流動型和功能性的仿真,對仿真結果進行可視化評估。通過模流軟件可以對填充過程中可能存在的未填充,晶芯偏移,翹曲等缺陷進行分析,檢驗注射模澆口、排氣槽設計是否合理并優化生產工藝:合模壓力、保壓時間、注射成型速度[5]。通過對多個產品的模流分析,總結出適用于集成電路塑封模流分析的標準流程和評價策略,為塑封工藝從業人員提供參考。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06
