洗碗機托盤疊層注射模設計
2020-02-06 08:04:58張少飛
模具制造 2020年12期
張少飛
東江模具(深圳)有限公司(廣東深圳 518132)
1 引言
多型腔注射模在小型塑件中運用的非常廣泛,但對于大型塑件的一模多穴注射成型應用不是很多。如果大型塑件按普通多型腔注射模的方案設計,則模具尺寸偏大,注塑機的鎖模力增大,需要大型的注塑機配套模具生產,導致企業生產成本偏高,降低企業的競爭力。因此,疊層注射模的應用在大型塑件中逐漸成為一種趨勢。本文通過一款洗碗機托盤的案例來分享一模兩腔疊層注射模設計的案例。
2 塑件分析
圖1 所示為一款家用洗碗機內部的一個托盤塑件,材料為PP塑料,外形尺寸為692×595×53mm,平均壁厚3.0mm,模具要求1模2腔。

圖1 洗碗機托盤塑件圖
3 設計要點
3.1 設計前分析
根據該塑件結構特點,塑件的倒扣部位可以采用常用的模具結構斜頂及滑塊成型,本文不作重點介紹。疊層模具設計的一個關鍵點是澆注系統的設計。疊層模具的射膠過程是注塑機的射嘴先將膠料注射到模具中間部位,然后分別再射向兩側的型腔。疊層模具的另一個特點是同一副模有兩個分型面,且在模具開模的同時兩個分型面同時打開。
3.2 澆注系統設計
澆注系統設計是疊層注射模設計的關鍵因素,在模具設計前,先要確定好塑件的進膠方式及位置。疊層注射模的核心設計是熱流道及澆口的設計。為了簡化模具的熱流道系統設計及制造,縮短模具注射成型周期,提高注射生產效率,該模具選擇在帶有中間射嘴的注塑機生產。該塑件平局壁厚為3mm,由于中間熱流道系統中間有連接注塑機射嘴的主射嘴,綜合考慮塑件要求,決定采用每個塑件4點閥針澆口進膠,從塑件的一端進澆。由于此塑件外觀要求比較高,不適宜在塑件的外觀面設置進澆口,固將澆口設置在塑件頂出的同一側。圖2為塑件的澆口圖。

圖2 塑件澆口圖
圖3為整副疊層模具的熱流道系統圖。注塑機射嘴通過熱流道系統中的主射嘴,將膠料射到分流板中,再通過噴嘴分別將膠料射入兩側的型腔中進行注射成型。噴嘴采用閥針結構控制膠料的射膠與閉合,同時注塑機通過電磁閥來控制這些閥針的開閉順序進行塑件的注射成型。
3.3 分型面同步開模結構設計
疊層模具中分型面同步開模結構比較多,但基本上都是利用齒輪、齒條組合來實現兩半模具同時開模的動作。圖4為安裝在模具中間部位同步開模具結構圖,該結構利用一個齒輪帶動兩個齒條實現模具兩個分型面的同步開模。

圖3 熱流道系統圖

圖4 安裝在模具中間部位同步開模具結構
圖5為安裝在模具上下不同位置的同步開模具結構圖,該結構的兩半模具分別利用獨立的齒輪、齒條實現模具兩個分型面的同步開模。

圖5 安裝在模具上下不同位置的同步開模具結構
圖6 為安裝在模具內部的內置同步開模具結構圖,該結構利用在模具導柱上加工齒槽,與中間齒輪配合,實現模具兩個分型面的同步開模。本副模具就是采用圖6這種同步分型開模結構。該結構優點:通過在模具導柱上加工齒槽與中間的齒輪配合,每副模具采用4組同步分型開模結構,可以節約模具的空間,增大開模力,減少齒輪的受力,提高模具動作的穩定性;結構缺點:導柱比較長,加工容易變形,在導柱上加工齒槽難度比較大。

圖6 內置同步開模具結構圖
3.4 塑件其它主要結構設計
(1)滑塊結構。
圖1 中E 處放大視圖,塑件中該區域的倒扣深度為34mm,長度為595mm。在該模具中設計一個大滑塊結構實現該區域的倒扣脫模,滑塊結構如圖7 所示。模具開模過程中,通過安裝在定模的斜導柱帶動滑塊移動S1距離,完成滑塊的抽芯動作,如圖8所示。

圖7 滑塊結構設計圖
(2)斜頂結構。
圖1 中的F 處放大視圖,塑件中該區域的倒扣深度為16mm,高度為13mm。在該模具中設計斜頂結構實現該區域的倒扣脫模,斜頂結構如圖9所示。斜頂在頂出塑件的同時相對塑件移動S2距離完成斜頂的抽芯動作,如圖10所示。

圖8 滑塊抽芯狀態圖
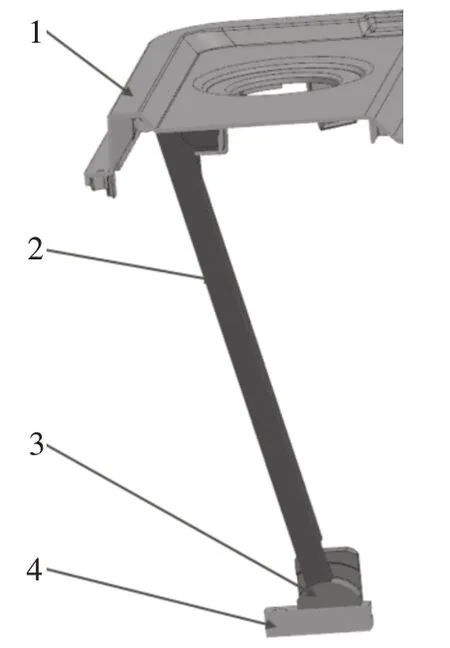
圖9 斜頂結構圖

圖10 斜頂抽芯狀態圖
4 主要模具結構圖
圖11 及圖12 為該疊層模具的主要結構圖,圖13為該副模具的同步開模結構圖,圖14 為整副模具結構圖。
模具安裝完成后,注塑機射嘴對接模具的主射嘴(見圖11 中G 及圖14),塑料通過分流板及噴嘴進入模具型腔成型。注射成型完成后,注塑機帶動模具動模部件打開模具。模具打開的同時,通過固定在動模固定板內的動模導柱帶動安裝在模具熱流道框板內的齒輪,與定模導柱一起作用,使得模具分別在分型I及分型II 的兩個分型面處同時進行開模動作。最后通過油缸推動頂針板、頂針托板,再通過頂針、斜頂、推塊、頂桿將塑件頂出動模型芯,機械手取走塑件,完成一次注射成型。

圖11 模具結構圖Ⅰ

圖12 模具結構圖Ⅱ

圖13 同步開模結構圖

圖14 整副模具結構圖
5 結束語
該副疊層模具最終在1,000t 注塑機上生產,該注塑機配有中間移動射嘴。模具注射周期為45s,一個注射周期內生產2個洗碗機托盤塑件,成功地解決了在相對較小的注塑機上生產多型腔塑件,大大地降低了生產成本,提高了生產效率,獲得較大的收益。對于產量大且塑件尺寸比較大的塑件,采用這種疊層模具的設計及生產是提高生產效率,降低注射成本的有效方案,值得借鑒和推廣。
