車門內板成形工藝及模具設計
2020-02-06 08:04:48姜萬琪史凡生葉青松阮光義
模具制造 2020年12期
關鍵詞:工藝
汪 鑫,姜萬琪,劉 焱,史凡生,劉 鄖,葉青松,阮光義
湖北齊星模具公司(湖北隨州 441300)
1 制件特點分析

圖1 車門內板
圖1 所示車門內板的外形尺寸較大且型面十分復雜,這使得在做工藝分析和模具設計時存在較多的難點。其外觀尺寸1,007×1,535mm 厚1.2mm,最深拉伸深度137mm,由于車門內板深度較深且型面復雜,在拉伸時容易引起局部破裂、起皺等缺陷,因此選擇延展性較好的DC04材料。在制件頂上分布著大大小小的20多個垂直沖孔,兩側斜面還有不同的側沖孔,下邊斜面不但有側沖孔還需要向上翻10mm 的邊,工作內容較多,需要合理安排工藝分多道工序完成。
2 工藝分析
對于車門內板這種外形尺寸很大且型面復雜的制件,工藝上通常都會安排5 道工序,即:①拉伸;②二次拉伸;③修邊沖孔;④沖孔側沖孔;⑤側沖孔翻邊。但工序過多會影響制件制造精度,增加生產周期、提高模具制造成本及生產費用,因此提出將④沖孔側沖孔與⑤側沖孔翻邊組合在同一序。提出下述工序:
OP10拉伸(DR):車門內板拉伸經過工藝補充,由計算機分析拉伸毛料尺寸為1,736×1,260mm,CAE 分析成形未出現異常,拉伸可靠性高(見圖2)。
OP20二次拉伸+修邊(TR+RDRAW):車門內板的型面經過上一序拉伸部分已經成型,其下方及左右兩側部分的型面由二次拉伸完成。對車門內板的上半部分進行修邊,分離車窗及周圈的廢料(見圖3)。
OP30 修邊+沖孔(TR+PI):車門內板上半部分工藝已經完成,對剩下的部分進行分離工序;因制件上沖孔較多,為了保證凸模及固定座不產生干涉問題,將部分沖孔留給后續完成(見圖4)。
OP40翻孔+側翻邊+沖孔+側沖孔(BUR+CFL+PI+CPI):車門內板剩余的部分一次完成,由于側翻邊與側沖孔在同一側,在布置斜楔時會產生干涉的問題,因此對斜楔進行了優化設計。將側翻邊斜楔上的中滑塊進行挖空處理,使其能夠穿過側沖孔斜楔安裝平臺成功安裝,并且保證運動時二者互不干涉,能夠成功完成作業(見圖5)。
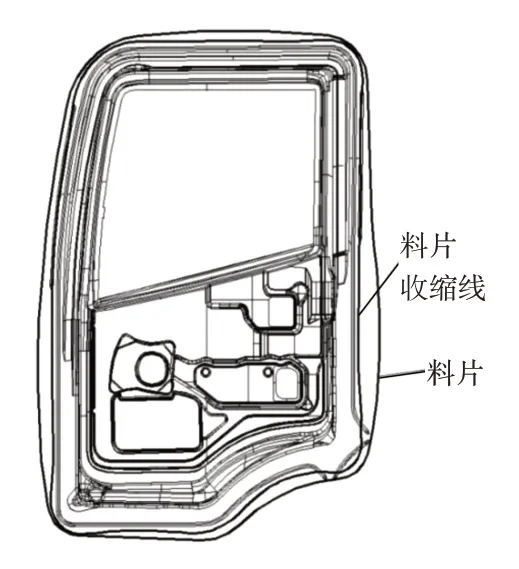
圖2 OP10 拉伸

圖3 OP20 拉伸+修邊

圖4 OP30 修邊+沖孔
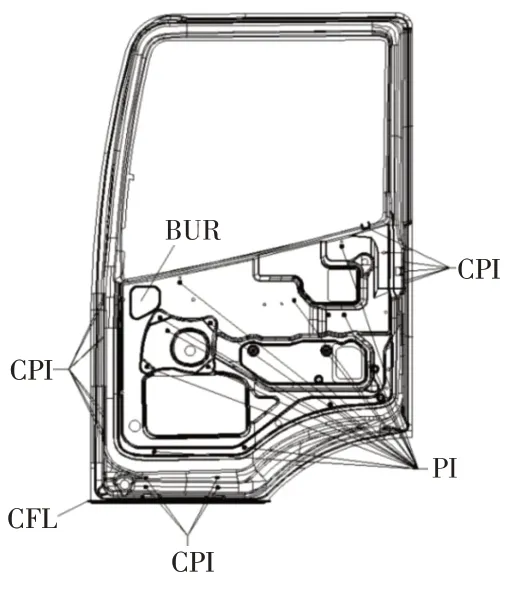
圖5 OP40 翻孔+側翻邊+沖孔+側沖孔
其中OP40 中的側沖孔和側翻邊(見圖6)是為了實現車門內板的工藝合并而產生的模具設計難點,下面主要介紹一下該工序的模具結構及其工作過程。

圖6 側沖孔+側翻邊工藝圖
3 側沖孔和側翻邊復合模設計結構及要點
模具結構如圖7、圖8 所示:上模座4 上方中間懸掛壓料芯18、上模座4與壓料芯18 安裝有彈簧20、凸模固定座9 和凸模1,壓料芯18 周圍安裝吊裝斜楔中滑塊2、吊裝斜楔滑塊安裝座3 和正裝斜楔驅動器19。吊裝斜楔中滑塊2 上安裝有側沖孔凸模1、凸模固定座9 和聚氨酯卸料組件。下模座6 上安裝沖套14、正裝斜楔中滑塊13、正裝斜楔滑塊安裝座11和吊裝斜楔驅動器7。側沖孔斜楔的中滑塊2上安裝凸模固定座9、凸模1、側壓板15。凸模固定座9 和側壓板之間安裝彈簧20用來提供壓料力。側翻邊斜楔上安裝有側翻邊刀塊8。

圖7 上模座與下模座的平面圖

圖8 模具側沖孔側翻邊截面圖
由于側沖孔和側翻邊在同一側,會產生斜楔的干涉,因此在一般工藝設計里常常由兩道工序分別完成。為實現側沖孔和側翻邊同時完成的工藝設計,在此對斜楔進行了改良設計。
設計時考慮到側沖孔在側翻邊上方,側沖孔斜楔使用吊裝斜楔,側翻邊斜楔使用正裝斜楔避開其高度位置的干涉;確定了斜楔的安裝方式后,發現在安裝時,側沖孔斜楔的驅動器安裝平臺會穿過側翻邊斜楔的中滑塊,因此,將側翻邊斜楔的中滑塊加長,同時挖空其與安裝平臺的干涉部分,給側沖孔斜楔的安裝平臺留足夠的位置,使得模具安裝時斜楔與安裝平臺之間互相不干涉。模具工作時中滑塊在驅動器或復位彈簧的作用下向前或向后移動,將中滑塊挖空部位的前后方向避空來保證在模具工作時側翻邊斜楔不會與側沖孔斜楔安裝平臺產生干涉。由于側翻邊斜楔中滑塊被挖空,在保證不干涉的前提下對側翻邊斜楔中滑塊進行了加厚并輔以加強筋來提高強度。因為側沖孔斜楔較小而側翻邊斜楔較大,側沖孔機構的安裝平臺固定在下模座上,這種改良設計在給側沖孔留出足夠空間的同時又能方便側翻邊機構的安裝,如圖8、圖9所示。
4 模具工作過程
模具工作過程如圖10所示,模具打開時放入上一工序的制件,機床上工作平臺帶動上模部分下行,下行至140mm時,上模座導向腿的導滑面與下模座上安裝的導板接觸,開始粗略導向;繼續下行至100mm 時導柱與導套接觸,此時候模具開始精確導向。下行至38.5mm時,側沖孔斜楔的滑塊與驅動器開始接觸進行斜向下50°導向工作,下行至35mm 時壓料板開始壓料,繼續下行至20mm時側翻邊斜楔開始工作;下行至10mm時,側翻邊斜楔上的翻邊刀塊開始側翻邊;當下行至5.6mm時,側沖孔斜楔上的凸模開始沖孔。下行至0mm時上模座與限位器接觸,至此本工序所有工作已經完成。模具打開取出制件,然后往復循環。
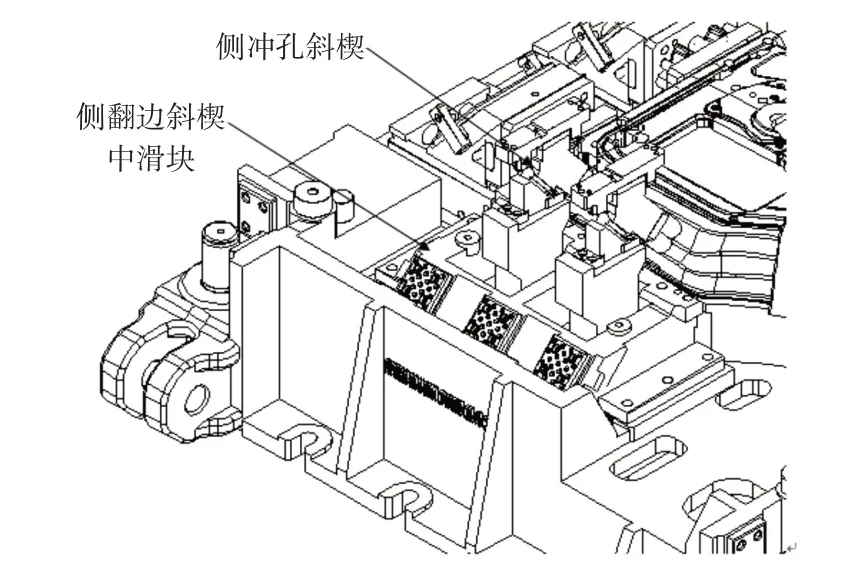
圖9 側翻邊斜鍥與側沖孔斜楔
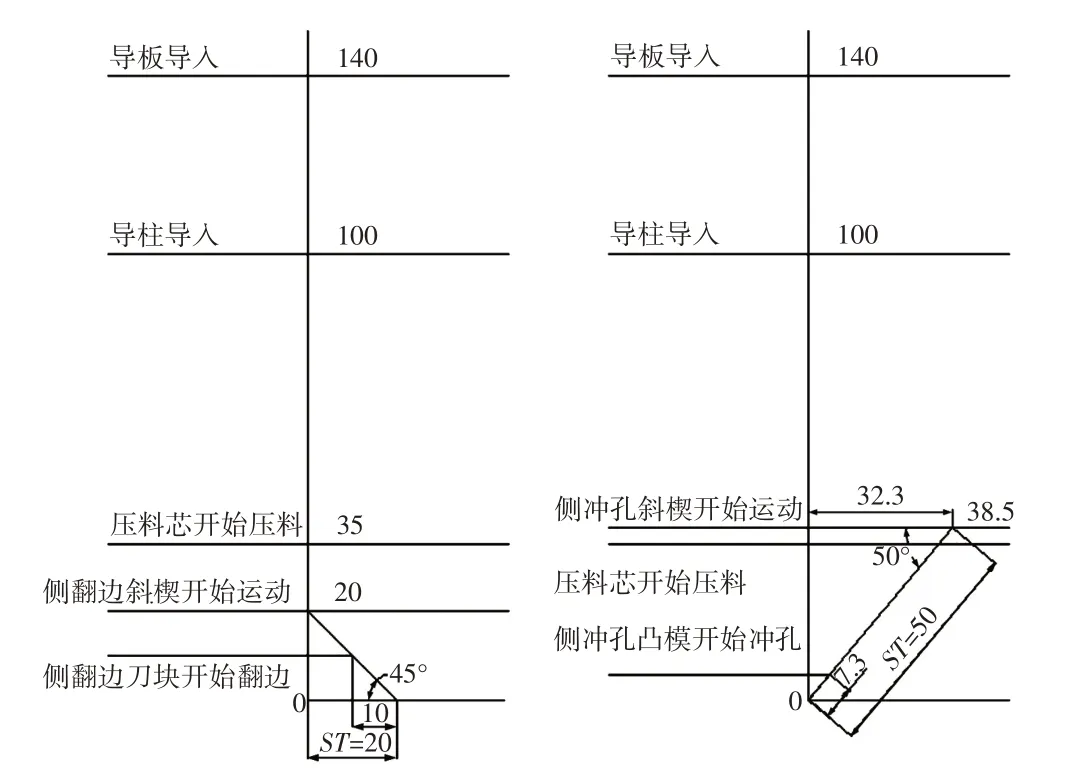
圖10 斜楔行程圖
5 結束語
為了優化車門內板生產工藝,在模具設計過程中產生了斜楔干涉問題,通過對模具結構的設計改進,解決了側沖孔和側翻邊同側同時作業時產生的干涉問題,節省了在模具開發、設計和制造等過程中產生的大量成本費用。車門內板的整副模具在本公司已經通過驗收并投入批量生產,實際生產的制件已達到預期要求。通過工藝和模具設計的改進優化,對車門內板的生產是一個質的提升,其設計思路可為同類制件的成形工藝和模具設計提供參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
