打結器支架精鑄毛坯誤差分析與五軸數控加工方法
2020-02-02 04:09:38周脈樂尹建軍張建明
農業機械學報 2020年12期
關鍵詞:支架
周脈樂 尹建軍 朱 浩 張建明
(1.江蘇大學農業工程學院, 鎮江 212013; 2.江蘇省泰州技師學院機械工程系, 泰州 225300)
0 引言
打結器是方草捆打捆機的核心工作部件,支架是其關鍵零件之一[1-2]。支架結構復雜,用于支撐打結器的各個執行機構,主要包括5個空間交錯的軸孔和1個凸輪曲面。各空間交錯的軸孔之間具有嚴格的空間位置關系,軸孔的加工精度(形位公差、尺寸公差與粗糙度)決定了打結器各執行機構的零件能否準確裝配、各執行機構能否按預定時序準確地完成耦合的打結動作。國內外研究以打結器結構優化設計為主,主要集中在打結器的動作原理、結構重建、尺度優化和打捆密度等方面[3-10]。KLAUS等[11]發明了一種同時打兩個結的打結器。MARC等[12]針對打結器產生不規則繩端的問題,對夾繩器進行了改進設計。萬其號等[13-14]闡述了D型打結器的主要零件及結構,并分析了打結器自動打結的動作過程。尹建軍等[15-17]分析了打結器夾繩-繞扣-鉗咬等動作參數,揭示了雙齒盤打結器的成結原理,并完成了各構件耦合運動仿真與時序分析。李慧等[18]建立了打結器的參數化模型。張安琪等[19]分析了D型打結器夾繩盤-打結嘴的空間角度參數。陳龍健等[20-21]基于逆向工程技術完成了D型打結器的重構與運動仿真。馬賽等[22]基于TRIZ理論設計了一種D型打結器。熊亞等[23]分析了打結器割繩脫扣機構的運動規律,給出了凸輪的設計依據。李海濤等[24]對打結器割繩脫扣機構進行磨損分析,并完成了改進設計。目前,國內外關于打結器零部件加工制造方法的相關研究尚未見報道。
本文對打結器支架的鑄件加工問題進行研究,基于支架的結構特點,分析打結器支架鑄造毛坯的誤差,提出一種支架的五軸數控加工方法,并設計專用夾具,給出不同空間坐標系下的軸孔中心坐標變化規律,提出補償鑄造誤差的支架加工方法。
1 支架鑄造誤差分析
打結器支架結構如圖1所示,蝸桿軸孔、夾繩盤軸孔、打結嘴軸孔、刀臂軸孔和主軸軸孔空間交錯,凸輪曲面在打結嘴軸孔外側。考慮加工制造的經濟性,采用熔模鑄造方式獲得打結器支架的毛坯。由于打結器支架結構復雜,將注蠟模具分開設計,合并后形成完整的打結器支架蠟模,模具如圖2所示。
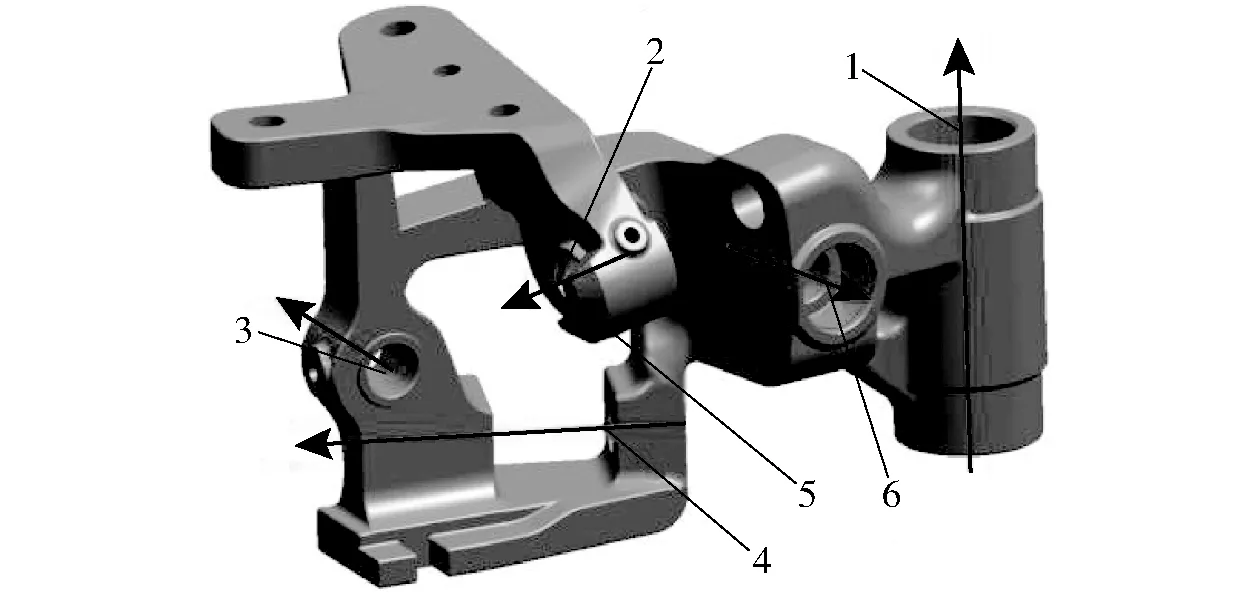
圖1 打結器支架結構Fig.1 Structure of knotter bracket1.主軸軸孔 2.打結嘴軸孔 3.夾繩盤軸孔 4.蝸桿軸孔 5.凸輪曲面 6.刀臂軸孔
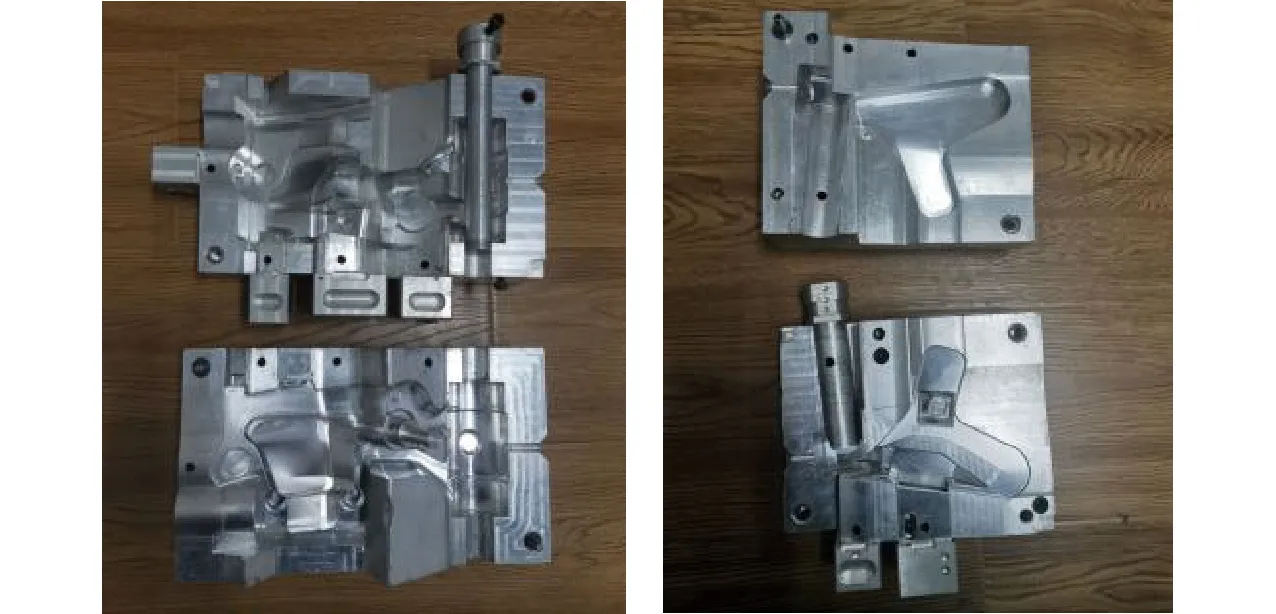
圖2 打結器支架的模具Fig.2 Mold for knotter bracket
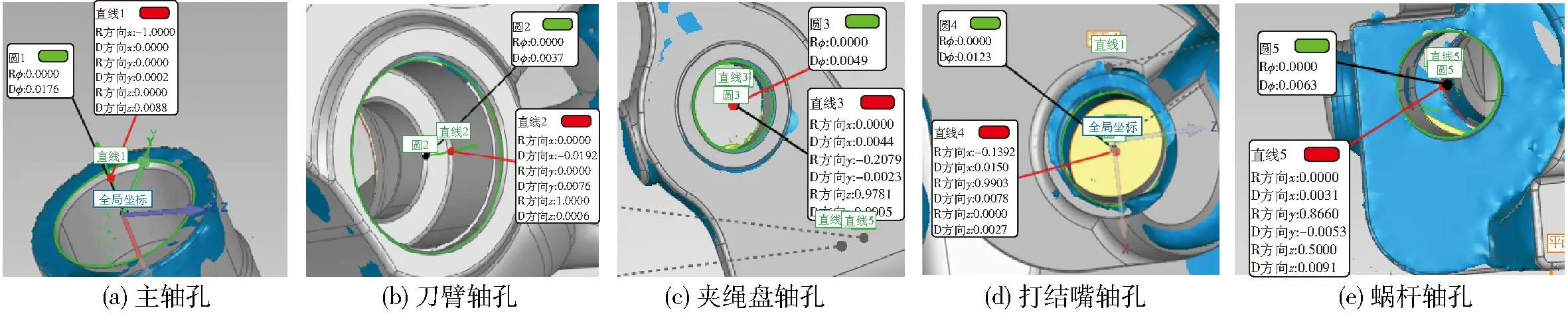
圖3 打結器支架誤差分析圖Fig.3 Knotter bracket error analysis charts
熔模鑄造雖精度較高,但鑄造誤差始終存在,且影響后期加工。本文隨機對同一批次鑄造的20個打結器支架精鑄毛坯進行檢測,檢測發現:同一模具、同一批次鑄造的支架毛坯,鑄造誤差的分布位置和大小具有較高的一致性(表1),可通過對鑄造誤差分析和改進加工方法補償鑄造誤差。基于三維掃描與分析技術,將掃描得到的支架點云圖以最佳擬合對齊方式與設計的數字模型對齊,分析支架鑄件的鑄造誤差。分析結果表明,支架毛坯的各個軸孔位置和凸輪輪廓均存在鑄造誤差,最大誤差主要位于打結嘴外輪廓處及主軸孔外輪廓處,最大誤差小于1 mm,誤差分析如圖3所示。針對打結器支架的各個軸孔創建與加工坐標一致的軸孔特征進行比較分析,同一批次支架鑄件軸孔位置平均誤差如表2所示。
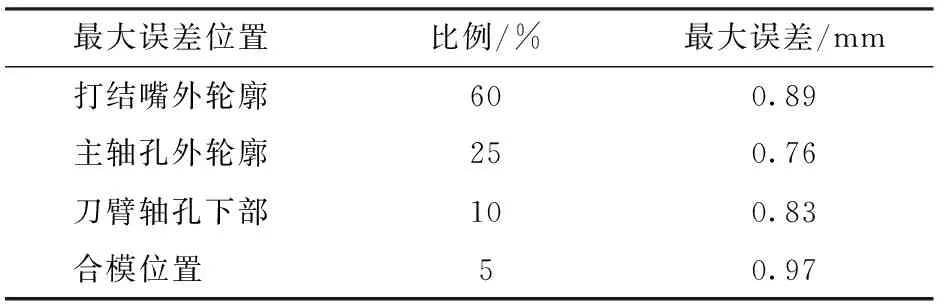
表1 打結器支架精鑄毛坯檢測結果Tab.1 Inspection results of knotter bracket precision casting blank
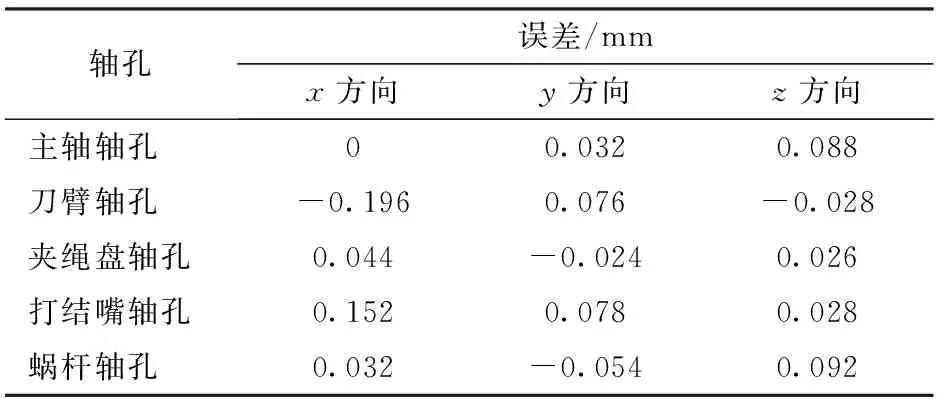
表2 軸孔位置平均誤差Tab.2 Average deviation of shaft hole position
2 專用夾具設計與加工工序制定
2.1 專用夾具設計
根據支架結構特點和加工要求設計了可拆卸的專用夾具,主要包括夾具體、定位裝置和夾緊裝置,如圖4所示。

圖4 專用夾具Fig.4 Special fixture for bracket1.底面定位塊 2.蝸桿軸槽口壓板 3.調節螺栓 4.橫梁壓桿 5.主軸孔輔助定位塊 6.心軸 7.夾具底板 8.基準軸
設計定位裝置時,選擇支架的主軸孔和支架底面為定位基準。根據主軸孔的結構特征,選擇心軸作為定位元件,心軸設計成凸臺式,支架下端面置于心軸臺階上,凸臺上半部分與支架鑄件預制孔內壁緊貼,限定了支架4個自由度。主軸孔輔助定位壓塊圓柱面從支架主軸孔上端面嵌入,用螺栓將主軸孔輔助定位壓塊壓緊,約束了打結器支架在主軸軸線方向的移動。打結器支架的底面貼合在底面定位塊上,底面定位塊的其余兩面用螺栓固定支架的兩側,約束打結器支架的水平偏轉。支架的6個自由度均被約束,實現了完全定位。
夾緊裝置設計主要考慮夾緊作用點、夾緊方向和夾緊力。由于支架結構復雜,夾緊裝置不能影響各個軸孔的加工,同時避免刀具移動時發生干涉,用蝸桿軸槽口壓板壓緊蝸桿軸孔的空缺處。將橫梁壓桿橫置于主軸孔與刀臂軸孔之間的凹面處,橫梁壓桿通過雙頭螺柱與底板連接。
定位裝置和夾緊裝置都置于夾具底板上,夾具底板通過4個圓形立柱與機床工作臺固定。
2.2 機床選擇與工序制定
打結器支架結構復雜,5個軸孔具有嚴格的空間位置和角度關系,加工精度要求高。若采用三軸機床加工打結器支架,需要裝夾5次才能實現5個軸孔和1個凸輪曲面的加工。若采用四軸機床加工至少需要裝夾3次(第1次裝夾加工主軸孔;第2次裝夾加工打結嘴軸孔、夾繩盤軸孔和凸輪曲面;第3次裝夾加工夾繩盤軸孔和刀臂軸孔),如圖5所示。多次裝夾不僅費時費力,而且不同裝夾位置使得加工基準改變,造成加工質量差,甚至導致軸孔破邊等問題,廢品率高。選用哈斯UMC-750型五軸數控機床加工打結器支架,機床配置可實現360°旋轉的雙軸有耳轉臺,刀具可實現X、Y、Z軸3個方向的移動,同時轉臺可實現B、C軸2個方向的轉動。哈斯UMC-750型五軸數控機床轉臺尺寸為630 mm×500 mm,主軸最大扭矩為122 N·m,最大功率為22.4 kW。采用哈斯UMC-750型五軸數控機床,同時配合設計的支架專用夾具,一次裝夾就可以完成5個空間交錯軸孔及凸輪曲面的加工,減少基準轉換,提高加工精度和效率。
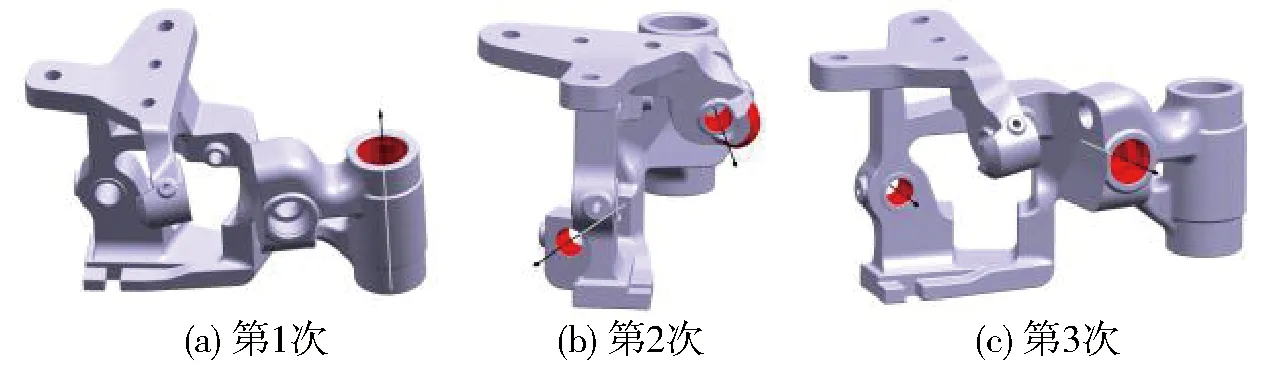
圖5 四軸機床加工工序Fig.5 Four axis machine processing procedure
五軸數控機床加工支架時,依次加工蝸桿軸孔、夾繩盤軸孔、打結嘴軸孔、凸輪曲面、刀臂軸孔和主軸軸孔。蝸桿軸孔、夾繩盤軸孔、打結嘴軸孔直徑均為15 mm,加工精度均為IT7級。為了保證加工精度,采取先鉆孔后擴孔再鉸孔的工序。加工完支架打結嘴軸孔后銑制凸輪曲面,以保證凸輪中心與打結嘴軸孔的同軸度。刀臂軸孔為臺階孔,先對內孔加工,采用先鉆孔后擴孔再鉸孔的工序,然后采用先銑孔后鏜孔的工序加工外孔。最后,采用先銑孔后鏜孔的工序加工主軸孔。打結器支架加工工序如圖6所示。

圖6 打結器支架的加工工序Fig.6 Processing procedure of knotter bracket
3 坐標變換與補償鑄造誤差加工方法
3.1 基準設定及坐標變換
以打結器支架底面為基準平面,以主軸孔的軸線為基準軸。將基準平面向上平移一定距離(107.5 mm)作為工件坐標系的水平面,與基準軸的交點設定為支架的坐標系原點。取主軸孔加工中心坐標為(0, 0, 0),由打結器支架的結構尺寸知:刀臂軸孔的加工中心坐標為(-58,-19,-30)mm,打結嘴軸孔加工中心坐標為(-137.45,0,-14.82)mm,夾繩盤軸孔加工中心坐標為(-153.4,79.13,-51)mm,蝸桿軸孔加工中心坐標為(-135.1,-78,-81)mm。工件坐標系的坐標軸方向與機床坐標系的坐標軸方向一致。支架除主軸孔外的其余4個軸孔分布在空間異面上,需要將支架隨轉臺分別繞C軸和B軸旋轉一定角度后,將待加工軸孔端面與刀具軸(Z軸)保持垂直,刀具沿著Z軸上下進給完成對各個軸孔的加工。
加工刀臂軸孔時,將工件坐標系通過旋轉和平移變換與刀臂軸孔重合,工件坐標系與刀臂軸孔的加工坐標系間的位置關系如圖7所示。
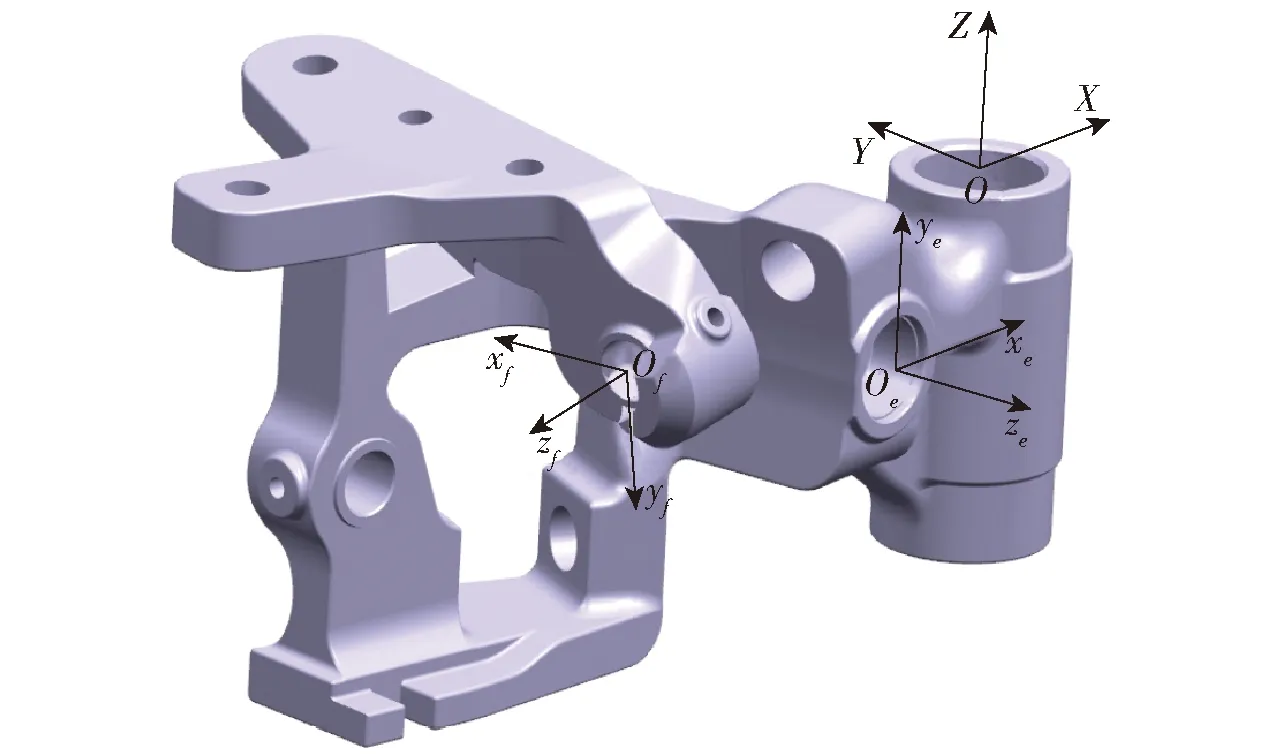
圖7 工件坐標系與刀臂軸孔的加工坐標系Fig.7 Workpiece coordinate system and machining coordinate system of tool arm shaft hole
從工件坐標系到刀臂軸孔加工坐標系需通過分別繞C軸和B軸旋轉及沿X、Y、Z軸平移的變換,變換矩陣為[25]
Te=T1T2T3
(1)
式中T1——繞C軸旋轉的變換矩陣
T2——繞B軸旋轉的變換矩陣
T3——平移變換矩陣
由刀臂軸孔與主軸孔的空間角度位置關系可知,工件坐標系到刀臂軸孔加工坐標系的轉換需繞C軸轉動0°,繞B軸轉動90°,再結合支架的結構尺寸求得變換矩陣為
(2)
加工打結嘴軸孔時,工件坐標系到打結嘴軸孔加工坐標系的變換需繞C軸轉動90°,再繞B軸轉動98°,如圖7所示。結合支架的結構尺寸求得變換矩陣為
(3)
加工夾繩盤軸孔時,工件坐標系到夾繩盤軸孔加工坐標系的變換需繞C軸轉動-18°,再繞B軸轉動-90°,如圖8所示。結合支架的結構尺寸求得變換矩陣為
(4)

圖8 工件坐標系與夾繩盤軸孔的加工坐標系Fig.8 Workpiece coordinate system and machining coordinate system of twine disc shaft hole
加工蝸桿軸孔時,工件坐標系到蝸桿軸孔加工坐標系的變換需繞C軸轉動60°,再繞B軸轉動-90°,如圖8所示。結合支架結構尺寸求得變換矩陣為
(5)
3.2 補償鑄件誤差的加工方法
支架加工時,首先銑制支架底平面,形成裝夾和加工基準面,經所設計的專用夾具裝夾后,將專用夾具連同支架鑄件一起置于哈斯UMC-750型五軸數控機床的雙軸轉臺上。通過專用夾具底部的調整螺栓將主軸孔輔助定位塊的上端面調整至與刀具主軸垂直,利用尋邊器基于主軸孔外輪廓測定加工基準點,如圖9所示。由于打結器支架鑄件存在鑄造誤差,主軸孔外輪廓并不是理想的圓形,通過尋邊器測得的基準點位置與理想基準點位置也發生了偏差,導致工件坐標系設置錯誤從而造成其余軸孔中心位置與理想位置發生偏差。通過調節支架各個軸孔的加工坐標,補償打結器支架鑄造誤差,使實際加工中心位置盡可能地靠近理想位置,保證打結器支架5個軸孔和凸輪曲面的空間位置關系和精準度。在同一批次鑄造的支架毛坯中隨機選A1、A2、A3和A4 4件支架鑄件,尋邊器測得支架毛坯基準點與理論基準點誤差為(Δx,Δy,Δz),測得4組樣本A1、A2、A3、A4的誤差分別為(0.1, 0.12, 0.08)mm、(0.07, 0.09, 0.10)mm、(0.08, 0.11, 0.07)mm、(0.11, 0.10, 0.09)mm。
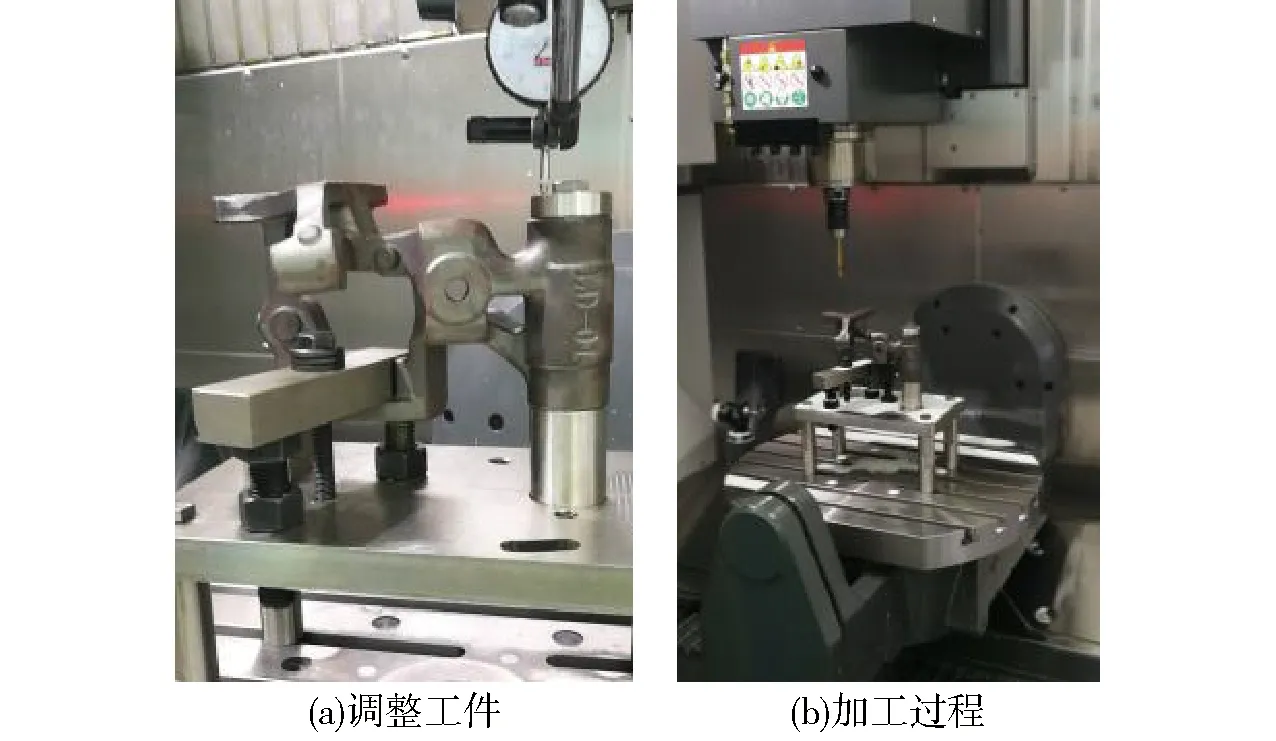
圖9 基于尋邊器對加工基準點的測定Fig.9 Determination of machining reference point based on edge finder
對于刀臂軸孔的加工,可以根據工件坐標系原點誤差計算出刀臂軸孔加工中心坐標為
(6)
將4組樣本數據分別代入式(6)得到刀臂軸孔加工中心變化后坐標如表3所示。
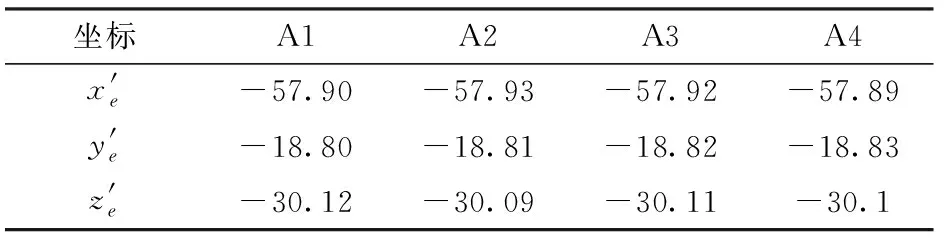
表3 刀臂軸孔加工中心變化后坐標Tab.3 Coordinate change of machining center of cutter arm shaft hole mm
根據上述計算結果,對樣本A1刀臂軸孔進行加工時,刀臂軸孔的加工點位置坐標指令可由e(-58, -19, -30)mm調整為e′1(-57.90, -18.80, -30.12)mm,依此類推,樣本A2、A3、A4對應刀臂軸孔加工點位置坐標指令為e′2(-57.93,-18.81, -30.09)mm,e′3(-57.92, -18.82, -30.11)mm,e′4(-57.89, -18.83, -30.10)mm。
打結嘴軸孔加工中心變化后坐標如表4所示。
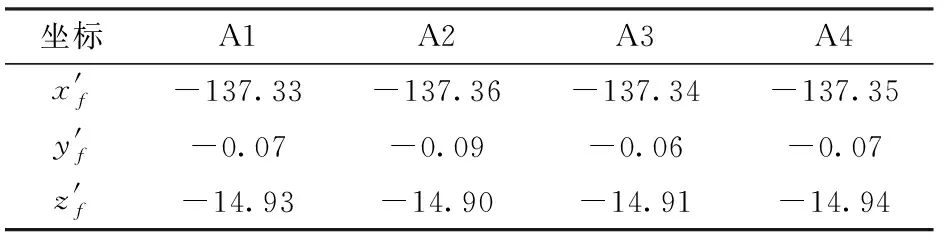
表4 打結嘴軸孔加工中心變化后坐標Tab.4 Coordinate change of machining center of knotting nozzle shaft hole mm
夾繩盤軸孔加工中心變化后坐標如表5所示。
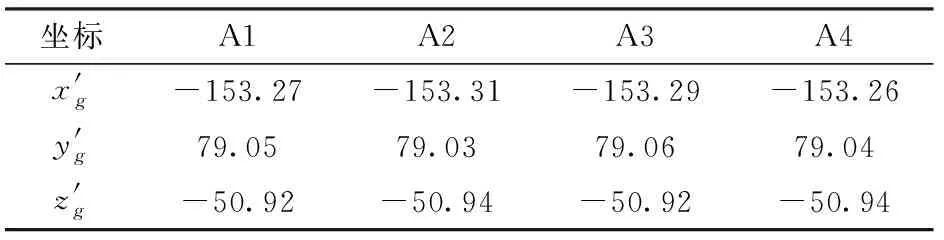
表5 夾繩盤軸孔加工中心變化后坐標Tab.5 Coordinate change of machining center of twine disc shaft hole mm
蝸桿軸孔加工中心坐標變化后如表6所示。
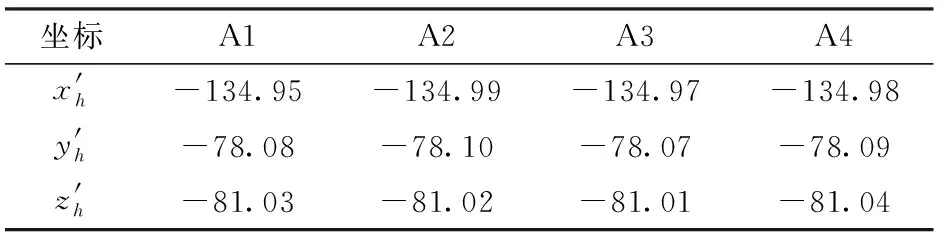
表6 蝸桿軸孔加工中心變化后坐標Tab.6 Coordinate change of worm shaft hole machining center mm
為了提高支架加工的成品率和加工精度,在加工支架毛坯時,根據上述計算結果在機床上調整刀具點位坐標指令后,加工支架的各個空間交錯軸孔和凸輪曲面。通過本文設計的專用夾具裝夾后,基于上述補償鑄造誤差的加工方法,在五軸機床上對打結器支架的5個軸孔和凸輪曲面進行加工,共加工100個打結器支架,報廢支架1個,支架加工成品率為99%。報廢支架的原因為:主軸孔實際中心偏離理想中心過大,導致其余軸孔偏離理想中心過大,出現軸孔破壁等問題。加工成型后的各個軸孔和凸輪曲面如圖10所示。打結器支架成品和裝配完成的打結器如圖11所示。
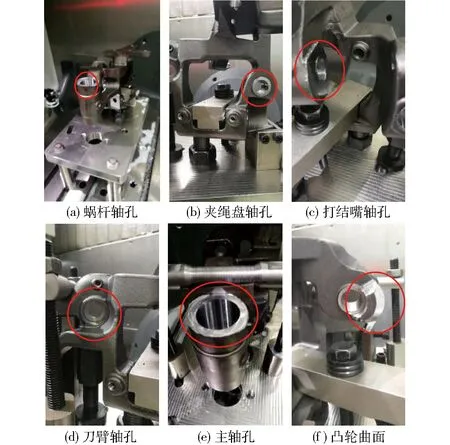
圖10 加工成型后的軸孔和凸輪曲面Fig.10 Processed shaft hole and cam surface

圖11 支架成品及打結器總成Fig.11 Bracket products and knotters
4 打捆成結試驗
為了驗證打結器支架數控加工工藝以及補償鑄造誤差加工方法的正確性,將加工成型的支架及其他零部件組裝成打結器進行田間打捆試驗,如圖12所示。試驗用捆繩選用直徑為2.5 mm的聚丙烯繩,對收獲后的小麥秸稈進行壓縮打捆試驗。試驗時,打結器驅動齒盤的工作轉速為80 r/min,方捆尺寸為320 mm×420 mm×500 mm,秸稈長度為30~50 cm,含水率約為20%,成捆密度120~140 kg/m3,共捆草10 000捆,成結率為100%。打結器支架可滿足各個執行部件的裝配精度,打結器成結精準、可靠,支架加工質量達到技術要求。

圖12 田間打捆試驗Fig.12 Baling test in field
為進一步驗證打結器支架的加工質量,將支架與其余零部件裝配在打結器疲勞試驗臺上,進行打結器疲勞試驗,如圖13所示。
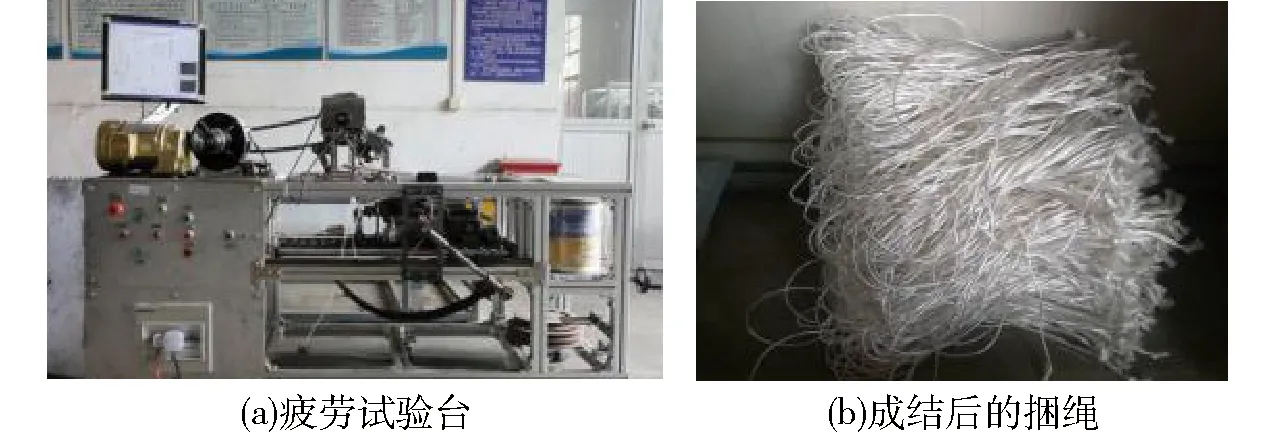
圖13 打結器疲勞試驗Fig.13 Knotter fatigue test
打結器疲勞試驗臺可循環實現拉繩、送繩和打結動作,同時測試打結過程中的捆繩張力、主軸轉矩和主軸轉角[26]。通過變頻器調節打結器疲勞試驗臺主軸轉速,分別設置轉速為60、75、90 r/min,捆繩拉力設置為100~120 N和120~140 N,共完成6組試驗。每組試驗打結2 000次。試驗表明:采用四軸加工中心3次裝夾的方法加工打結器支架,5個軸孔之間的空間角度誤差達±1°,軸孔中心位置偏離合適位置達到±1 mm左右,再復合錐齒輪等傳動件的制造誤差,導致錐齒輪和蝸桿傳動不暢,使打結嘴軸等傳動軸彎曲或支架軸孔破裂,上述因素綜合導致支架成品率低,打結器工作壽命短;基于五軸數控加工方法和所設計的專用夾具,一次裝夾可實現打結器支架5個空間交錯軸孔和1個凸輪曲面的加工,加工精度高,滿足打結器中各個執行機構的裝配和工作要求。但打結器支架鑄造毛坯存在鑄造誤差,通過尋邊器測得的基準點位置偏離理想基準點位置,導致所加工打結器支架的軸孔壁太薄或破壁等問題(圖14),成品率僅為60%左右;采用五軸加工中心一次性裝夾,應用本文的誤差補償方法,不僅打結器支架的軸孔加工精度高,而且成品率高達99%,各執行機構配合準確,在各組參數下均成結可靠,成結率為100%。
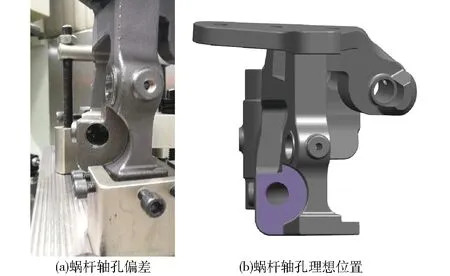
圖14 蝸桿軸孔Fig.14 Worm shaft hole
5 結論
(1)基于三維掃描技術對打結器支架熔模鑄件進行逆向檢測與分析,支架毛坯在各軸孔位置和凸輪輪廓處存在鑄造誤差,最大誤差位于打結嘴外輪廓處及主軸孔外輪廓處,誤差在±1 mm范圍內。
(2)推導出打結器工件坐標系與各軸孔加工坐標系的變換矩陣,提出通過調整工件加工坐標對鑄造誤差進行補償的五軸數控加工方法,設計了打結器支架的專用夾具,制定了五軸數控加工工序,一次裝夾可完成支架5個空間交錯軸孔和1個凸輪曲面的加工,提高了支架加工成品率和質量,適合批量生產,成品率達99%。
(3)進行了打結器田間打捆試驗和臺架疲勞試驗,田間捆草10 000捆,試驗臺打結12 000次,成結率為100%。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
