生鮮食品包裝機氣力式超薄自粘膜橫封裝置設計與試驗
2020-02-02 04:08:16鄭兆啟梅文娟劉超冉杜志龍李占勇
農業機械學報 2020年12期
關鍵詞:水平
鄭兆啟 梅文娟 劉超冉 杜志龍 董 艦 李占勇
(1.天津科技大學機械工程學院, 天津 300222;2.天津市輕工與食品工程機械裝備集成設計與在線監控重點實驗室, 天津 300222;3.中國農業機械化科學研究院, 北京 100083; 4.天津科技大學工程訓練中心, 天津 300222)
0 引言
目前,生鮮食品包裝基本采用托盤和超薄自粘膜作為包裝材料,托盤承載生鮮食品,使用超薄自粘膜裹膜,超薄自粘膜具有質量輕、成本低、透明度高等優點。普通自動包裝設備使用的包裝膜厚度一般為25~80 μm,而超薄自粘膜(PVC、PE等)厚度為9~13 μm,遠低于普通包裝膜。特別是超薄自粘膜還具有高粘性、易變形、易撕裂等特性,目前國內普通自動包裝設備無法使用超薄自粘膜進行包裝。
橫封裝置是包裝機核心機構之一,決定物品包裝的橫封質量[1-2],普通包裝機橫封裝置無法使用超薄自粘膜進行裹膜包裝[3-6]。發達國家在使用超薄自粘膜進行生鮮食品機械化包裝方面取得了一些成果。意大利FABBRI和西班牙ULMA等企業研制了四折模板式生鮮食品包裝機橫封裝置,該裝置屬于裹包機,其原理是將生鮮食品放置在包裝盒內,由保鮮膜覆蓋食品及包裝盒,包裝盒由底部上升,接觸到保鮮膜后機械式折疊板相向運動,完成縱封、橫封,實現包裝物的包裹[7-10]。該裝置使用伺服電機數量超過10個,其電氣控制復雜,造價高昂。日本大森公司研發了負壓式生鮮食品包裝機橫封裝置,該裝置采用純機械或機械和負壓相配合的橫封、縱封方式,其穩定性較差[11-13]。目前,國內基本采用手工或簡易封口機進行超薄自粘膜包裝,超薄自粘膜機械化包裝尚處于研究起步階段[14-17]。
基于超薄自粘膜的特點,本文設計一款氣力式超薄自粘膜橫封裝置,該裝置利用氣力和機械結構實現超薄自粘膜橫封。使用上風盒、下風盒、滾輪等作為折膜動力部件,對超薄自粘膜折膜過程進行受力分析,研究影響折膜作業的關鍵因素;利用Fluent軟件對關鍵部件進行結構參數優化;基于氣力式超薄自粘膜橫封裝置試驗臺進行橫封試驗,利用響應曲面法優化性能參數,以期獲得最佳參數組合。
1 橫封裝置結構與工作原理
1.1 結構組成
針對超薄自粘膜的材料特性,設計了一款氣力式超薄自粘膜橫封裝置,超薄自粘膜橫封裝置結構如圖1所示,主要由立式輸送帶、兩個上風盒(前后平行布置)、下折膜機構(包含小型滾輪、下風盒和氣缸)、切斷機構和無動力托輥等組成。超薄自粘膜材料使用9.5 μm聚氯乙烯(Polyvinyl chloride,PVC)膜,包裝用托盤使用聚丙烯(Polyethylene,PP)盒[18-20],利用包裝盒承載生鮮食品,用PVC膜對其進行裹包包裝。立式輸送帶對稱布置,位于機架的中軸線上,用于包裝盒和包裝物料的輸送;切斷機構位于機架中上部,主要執行包裝盒之間保鮮膜的切斷;無動力托輥位于機架尾部,支撐包裝物料;上風盒和下折膜機構位于切斷機構兩側,通過氣力和機械結構復合運動,完成超薄自粘膜的橫封作業。

圖1 超薄自粘膜橫封裝置結構示意圖Fig.1 Structure diagram of transverse sealing device for ultrathin self-adhesive film1.立式輸送帶 2.上風盒 3.切斷機構 4.下折膜機構 5.無動力托輥
1.2 工作原理
超薄自粘膜橫封裝置工作原理如圖2所示。橫封作業前,兩個包裝盒a和b通過縱封機構使用超薄自粘PVC膜裹成筒[13],兩個包裝盒之間間隔200 mm。兩個裹膜包裝盒通過立式輸送帶向切刀方向輸送,當切刀位于兩個包裝盒中間位置時,立式輸送帶停止輸送,切斷機構切斷包裝膜。前后布置的兩個上風盒出風口垂直向下,吹動PVC膜,分別保證兩個包裝盒a和b邊沿的PVC膜垂直向下,完成包裝盒的后部橫封和前部橫封。對于包裝盒b需完成后部橫封,此時立式輸送帶停止運送,下折膜機構由氣缸帶動下風盒向包裝盒底部運動,下風盒上表面安裝小型滾輪,推動PVC膜橫封,同時下風盒水平方向出風口將PVC膜吹向盒底,配合滾輪橫封過程,下風盒上部小孔出風,輔助橫封,保證PVC膜有效粘在包裝盒底部。氣缸收縮運動時,下折膜機構與PVC膜反向運動,利用下風盒水平出風口吹風,防止PVC膜被下折膜機構帶回,完成包裝盒b的后部橫封。包裝盒a需完成前部橫封,此時立式輸送帶拖動包裝盒向前輸送,通過刮板實現包裝盒a的前部橫封,完成一個橫封作業循環過程。
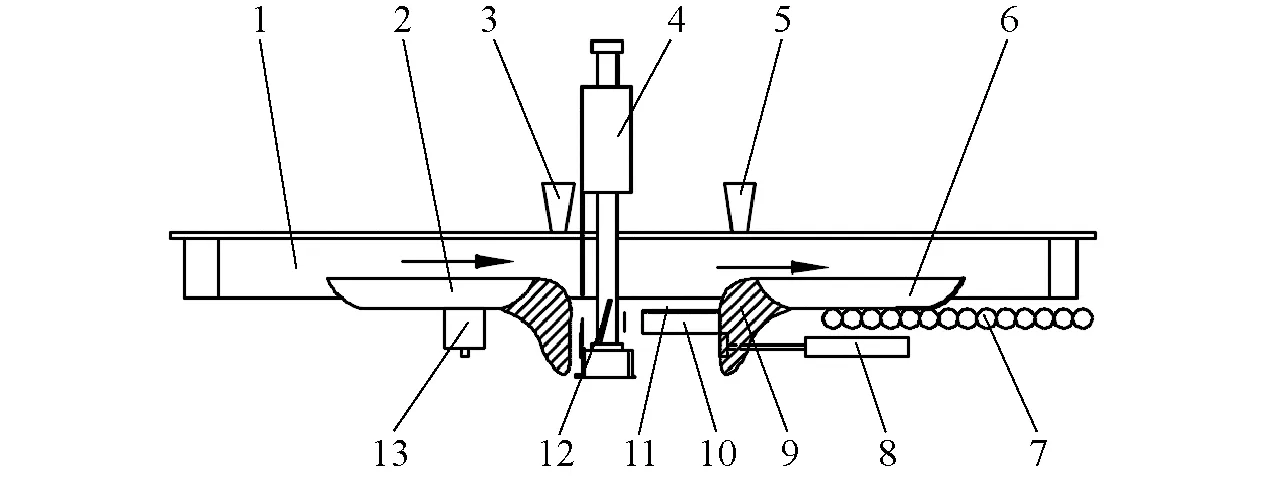
圖2 橫封裝置工作原理圖Fig.2 Principle diagram of transverse sealing device1.立式輸送帶 2.包裝盒a 3.前上風盒 4.切斷機構 5.后上風盒 6.包裝盒b 7.無動力托輥 8.氣缸 9.PVC膜 10.下風盒 11.小型滾輪 12.刮板 13.縱封機構
2 力學分析
2.1 前部橫封力學分析
前部橫封裝置初始狀態時,PVC膜受力分析如圖3a所示,PVC膜主要受力有前上風盒的風力F1、通過輸送帶帶動的推力F2以及自身重力G。當下刮板運動到包裝盒底部時,PVC膜受力分析如圖3b所示,PVC膜通過刮板時會受到拉力F3,利用刮板實現前部橫封。

圖3 前部橫封PVC膜受力分析簡圖Fig.3 Diagram of force on PVC film of front transverse sealing
前部橫封PVC膜受力公式為
F1=p1S1
(1)
F2=μ1FN
(2)
F3=μ2F′N
(3)
式中p1——前上風盒壓強,Pa
S1——PVC膜受前上風盒風力的面積,m2
μ1——輸送帶和PVC膜之間的靜摩擦因數
FN——輸送帶和PVC膜之間壓力,N
μ2——輸送帶和PVC膜之間的動摩擦因數
F′N——刮板和PVC膜之間壓力,N
由于立式輸送帶可有效實現包裝盒的夾緊,提供足夠壓力,包裝盒PVC膜實現前部橫封的關鍵因素為確定前上風盒的壓強p1,試驗過程中發現,為保證前部橫封穩定性,包裝盒輸送帶速度也是關鍵因素,經試驗研究確定,前上風盒出風口尺寸為長160 mm,寬2 mm,在前上風盒壓強120 Pa,輸送帶速度0.25 m/s情況下可較好完成前部橫封作業,經過三維建模和3D打印制成前上風盒,其結構如圖4所示,由于作用條件一致,前上風盒和后上風盒采用同樣結構參數。

圖4 上風盒結構圖Fig.4 Structural diagrams of up wind box
2.2 后部橫封力學分析
超薄自粘膜橫封作業的主要難點在后部橫封過程。后部橫封裝置初始狀態時,PVC膜受力分析如圖5a所示,PVC膜主要受力有后上風盒的風力F4、下折膜機構氣缸的推力F5和下風盒水平方向風力F6,以及自身重力G。當下折膜機構運動到包裝盒底部時,PVC膜受力分析如圖5b所示,此時PVC膜主要受力有后上風盒的風力F4、下折膜機構氣缸的推力F5、下風盒水平方向風力F6、豎直方向向上的風力F7以及自身重力G。

圖5 后部橫封PVC膜受力分析簡圖Fig.5 Diagram of force on PVC film of rear transverse sealing
后部橫封PVC膜受力公式為
F4=p2S2
(4)
F6=p3S3
(5)
F7=p4S4
(6)
式中p2——后上風盒壓強,Pa
S2——PVC膜受后上風盒風力的面積,m2
p3——下風盒水平出風口壓強,Pa
S3——PVC膜受下風盒水平出風口風力的面積,m2
p4——下風盒上出風口壓強,Pa
S4——PVC膜受下風盒上出風口風力的面積,m2
則PVC膜受到的兩個方向上合力為
(7)
由以上力學性能分析可知,包裝機進行后部橫封時,需要垂直方向作用力FY改變PVC膜的方向,使PVC膜垂直向下,為后部橫封做準備,再通過水平方向作用力FX進行折膜橫封。后上風盒和下風盒的結構參數對PVC膜后部橫封具有重要影響,后上風盒結構參數在2.1節中已經經試驗分析確定,由于下風盒結構復雜,需進一步分析優化。
3 流場仿真與分析
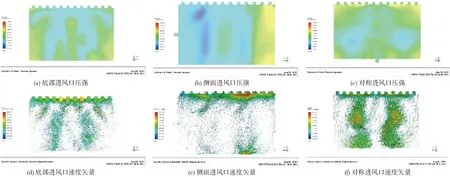
圖7 不同進風口位置仿真云圖Fig.7 Simulation cloud diagrams of different air inlet positions
由于下風盒具有復雜開孔結構,因此對其進行流場仿真優化分析,以優化下風盒結構參數。經前期預試驗,下風盒在工作過程中,其進風口和下風盒風腔高度對下風盒整體壓強分布具有重要影響;另一方面下風盒水平方向的出風口,不僅吹動包裝盒側面的PVC膜,減少PVC膜皺縮,保證橫封的平整度和美觀度,同時輔助氣缸進行橫封作業,也具有重要作用。因此,選取對試驗指標影響較為顯著的下風盒進風口結構、下風盒風腔高度、水平出風口(水平出風口個數和水平出風口直徑)為試驗因素,進行單因素流場仿真與分析試驗。
3.1 流場數學模型
下風盒為下折膜機構的重要部件,利用SolidWorks軟件對下風盒內部風腔進行三維建模,如圖6所示,利用Fluent軟件對其進行流體仿真[21-23]。
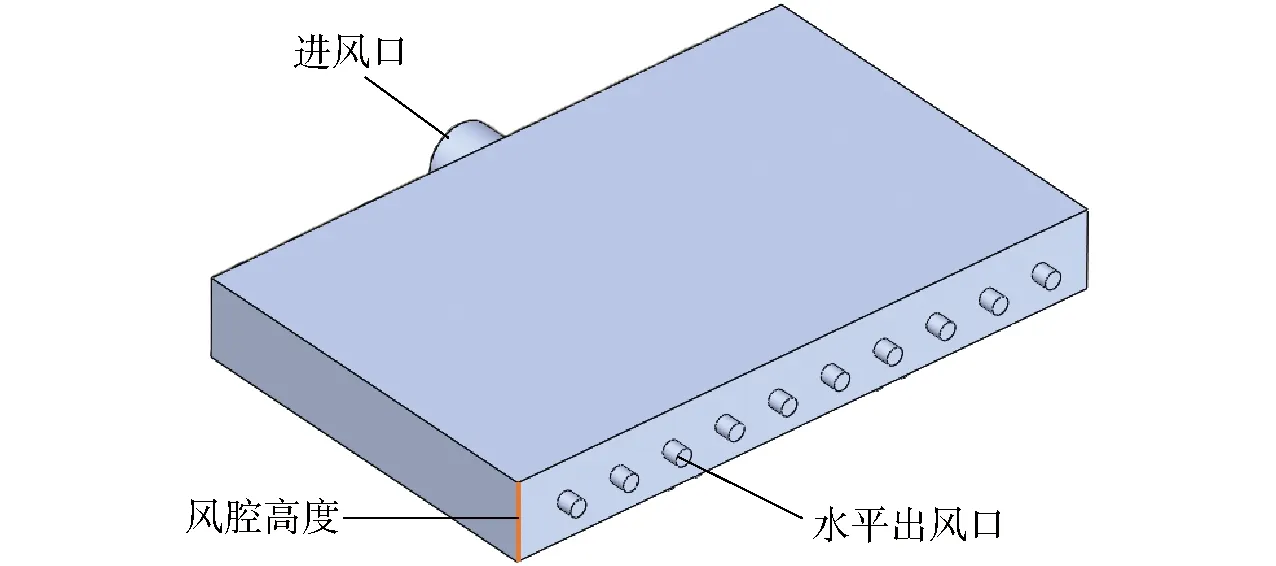
圖6 下風盒風腔模型Fig.6 Lower wind box air cavity model
下風盒進風口工作狀態為:工作介質為空氣,壓強為101.235 kPa,空氣密度為1.2 kg/m3,空氣流速為62 m/s。下風盒進風口為圓形截面,直徑11.3 mm,雷諾數為4.7×104,因此下風盒內部氣體流場為湍流,下風盒仿真使用Standardk-e湍流模型進行流場計算,其通用形式為

(8)
式中φ——通用傳輸量
ρ——流體密度
Γ——廣義擴散系數
δ——流體速度矢量
S——廣義源項
3.2 仿真分析
3.2.1進風口對下風盒流體特性的影響
為滿足橫封工作需要,對下風盒進風口進行設計。針對進風口位置的不同,設計了3種結構形式,分別為進風口位于下風盒的底部;進風口位于下風盒側面;進風口位置和水平方向出風口位置對稱布置,以期獲得最優的布風效果。
模擬工況下不同進風口位置仿真云圖如圖7所示。由仿真結果可得,底部進風口和側面進風口時,雖然進風、出風距離最近,但出風口壓強分布不均勻,差值較大。為滿足橫封工作,要求下風盒的水平出風口壓強均勻。對稱結構設計時,出風口壓強均勻且水平出風口壓強偏高,為理想效果。因此選擇進風口位置和水平方向出風口位置對稱布置結構形式。
3.2.2風腔高度對下風盒流體特性的影響
以下風盒風腔高度為變量,根據總體結構空間設計要求,選取下風盒風腔高度分別為12、13、14、15、16 mm,保持下風盒水平出風口個數和水平出風口直徑不變,建立下風盒風腔模型。利用Fluent軟件進行仿真,仿真結果顯示下風盒的風腔高度為12~16 mm時下風盒水平出風口壓強基本穩定在1 000 Pa,壓強變化較小。因為下風盒由3D打印制造,存在制造誤差,為保證風壓穩定,風腔高度選取中間值14 mm。
3.2.3水平出風口參數對下風盒流體特性的影響
以下風盒水平出風口個數和水平出風口直徑兩個因素為變量進行單因素試驗,對下風盒水平出風口參數進行優化。
以下風盒水平出風口直徑為變量,選取下風盒水平出風口直徑分別為1.0、1.5、2.0、2.5、3.0 mm,保持下風盒水平出風口個數和下風盒風腔高度不變,利用Fluent軟件對三維模型進行仿真,仿真結果如圖8所示,隨出風口直徑增大下風盒水平出風口靜壓先上升然后趨于平穩。在下風盒水平出風口
直徑為2.0~3.0 mm時水平出風口靜壓較大,為954~1 028.5 Pa,在此范圍內壓強變化較小,趨于穩定。由于出風口直徑越大,出風口的風量越大,同時小型通孔出風口直徑越大加工難度越小,因此選擇下風盒水平出風口直徑為3 mm。
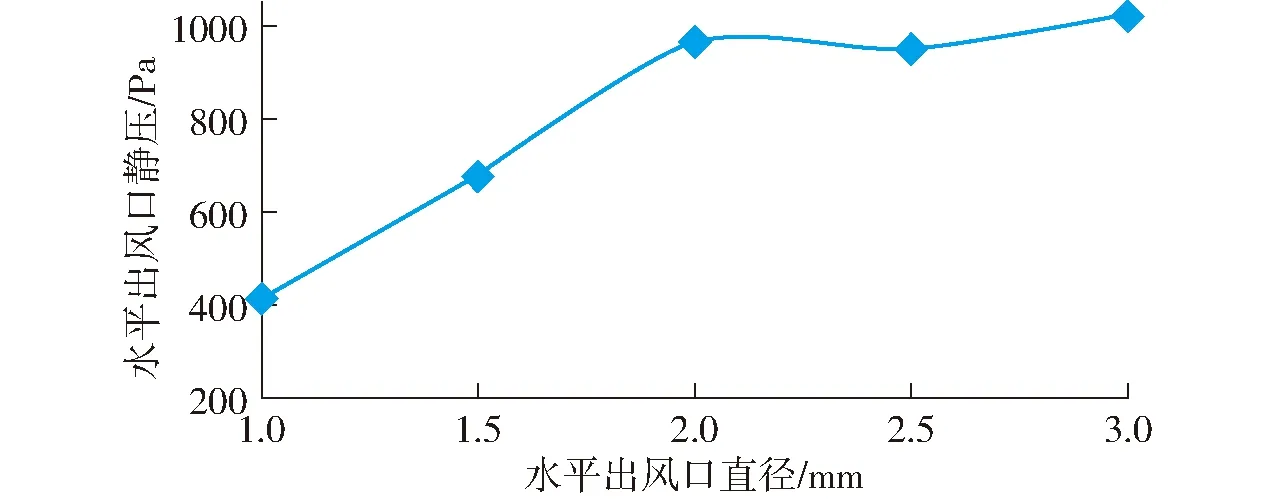
圖8 不同水平出風口直徑時出風口靜壓變化曲線Fig.8 Impact of diameter of horizontal air outlet on air pressure
以下風盒水平出風口個數為變量,選取下風盒水平出風口個數為7、10、13,保持下風盒水平出風口直徑和下風盒風腔高度不變,利用Fluent軟件對三維模型進行仿真。仿真結果顯示下風盒水平出風口個數為7、10、13時,出風口壓強分別為1 026.7、1 028.5、938 Pa,因此選取下風盒水平出風口個數為10個。
結合仿真結果,設置下風盒風腔模型的最優參數為:進風口位置和水平方向出風口位置對稱布置,風腔高度14 mm、水平出風口直徑3 mm、水平出風口個數10個時,可獲得最大出風口壓強,布風均勻,下風盒仿真云圖如圖9所示。

圖9 下風盒仿真云圖Fig.9 Simulation cloud diagrams of lower wind box
4 后部橫封試驗
4.1 設備與材料
試驗采用自行設計的試驗臺架,如圖10所示,由下風盒、后上風盒、變頻器(SIEMENS-6SE6440-2UD21-5AA1)、風機(RB-41D-1,380 V,0.75 kW)、空氣壓縮機(230V-AC-50Hz)、氣缸(SNS CYLINDER 20X80-S)及電氣控制元件組成。其中后上風盒和下風盒為3D打印制成;空氣壓縮機為下折膜機構提供動力,推動氣缸運動;后上風盒和下風盒配有風機,風機轉速由變頻器進行控制;風盒出風口壓強由風壓計測定。
試驗材料為包裝機使用的PP托盤(1910)和PVC保鮮膜(恩希愛 M-350),包裝物品為市場采購的番茄。

圖10 試驗臺Fig.10 Test bench1.下風盒 2.后上風盒 3.變頻器 4.風機 5.空氣壓縮機 6.氣缸
4.2 試驗方法與指標
生鮮食品包裝機后部橫封作業時,立式輸送帶停止輸送,后上風盒和下折膜機構配合完成折膜及PVC膜平整是主要難點。后上風盒和下折膜機構相互配合,完成橫封作業的同時,保證生鮮食品包裝完好,PVC膜包裹美觀。結合預試驗結果,后上風盒的出風口壓強和下風盒水平出風口壓強是實現橫封的關鍵因素,對橫封效果影響較大,并且在利用試驗臺進行試驗過程中發現,包裝盒底部與下折膜機構的折膜間距對橫封效果影響很大,如圖11所示。
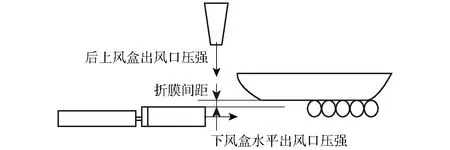
圖11 影響因素示意圖Fig.11 Influencing factors schematic
為了深入研究各因素對橫封裝置橫封效果的影響,選用后上風盒出風口壓強、下風盒水平出風口壓強、下折膜機構相對于包裝盒底部折膜間距(以下簡稱折膜間距)3個因素進行試驗分析。
采用橫封率y作為試驗指標,托盤后部橫封率為
(9)
式中n——包裝機作業后托盤后部橫封成功的托盤數量,個
N——包裝機作業后總的托盤數量,個
4.3 試驗方案及結果分析
采用正交組合試驗設計方法安排試驗,以托盤后部橫封率為評價指標,三因素三水平的試驗因素見表1(折膜間距為負值表示過盈配合)。采用L9(33)正交表,每組試驗重復10次,結果取平均值,得出每組橫封率,試驗設計[24-25]及結果見表2。利用Minitab軟件對試驗結果進行數據分析,以確定試驗指標在不同試驗因素水平組合下的變化規律。

表1 試驗因素水平Tab.1 Factors and levels of experiment

表2 試驗設計與結果Tab.2 Experimental design and results
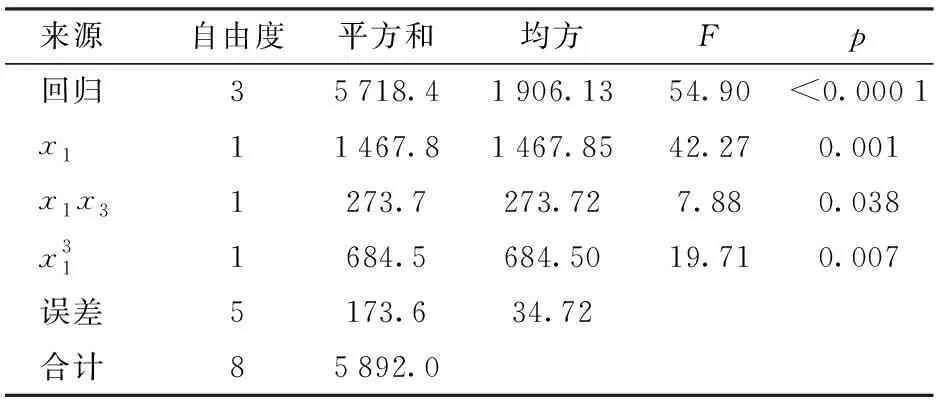
表3 橫封率方差分析Tab.3 Variance analysis of transverse sealing ratio

(10)
通過對式(10)回歸系數的檢驗可以得出,影響橫封率指數的因素主次順序為:后上風盒出風口壓強、折膜間距、下風盒水平出風口壓強。
4.4 響應面優化
通過Minitab軟件對數據處理,得出各因素對試驗指標橫封率y的響應曲面。后上風盒出風口壓強和折膜間距兩因素的交互作用對橫封率y的影響如圖12所示,當折膜間距一定時,橫封率y隨著后上風盒出風口壓強的增加呈現先逐漸增加后逐漸減小的趨勢;當后上風盒出風口壓強一定時,橫封率y隨著折膜間距的減小呈現逐漸增加的趨勢,且趨于平穩。
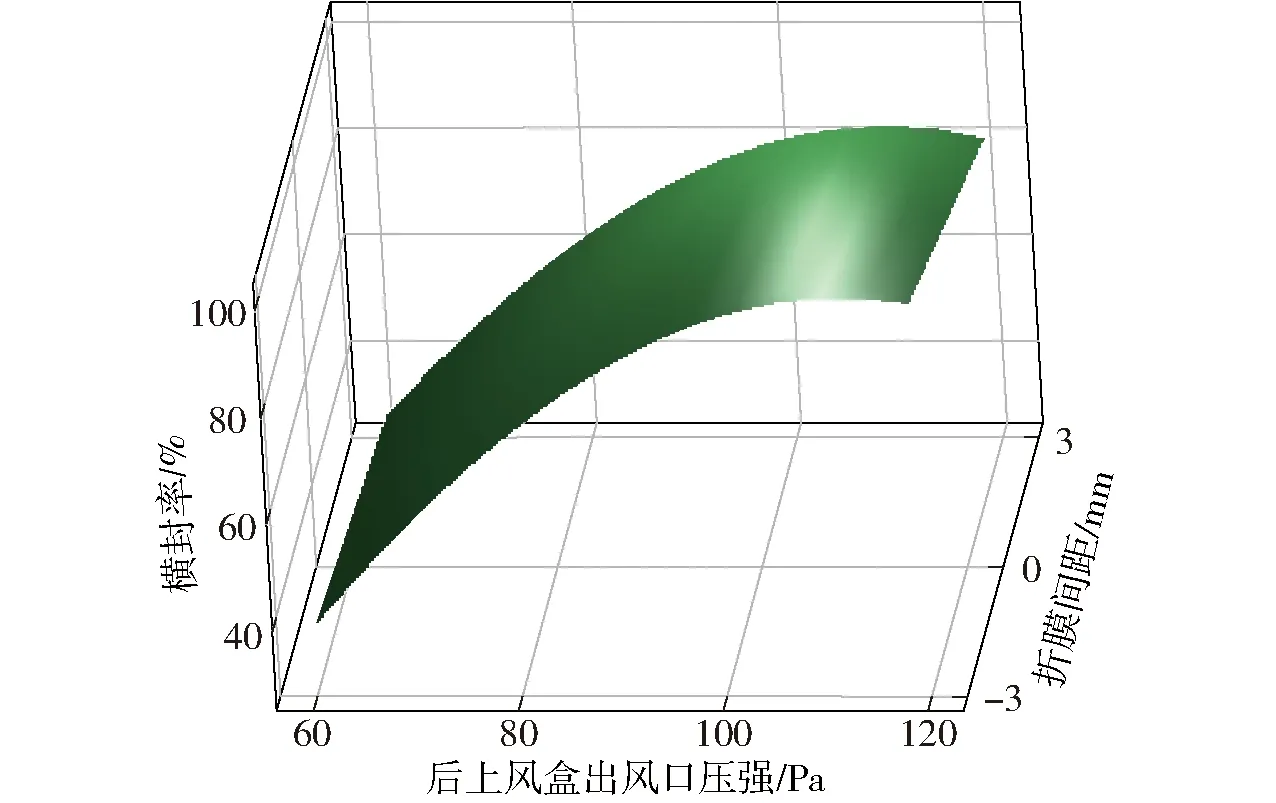
圖12 橫封率響應曲面Fig.12 Response surface analysis graph of transverse sealing ratio
通過Minitab軟件對響應曲面分析,得出后上風盒出風口壓強最佳參數為113.3 Pa,折膜間距最佳參數為-3 mm,橫封率的擬合值為99.5%。下風盒水平出風口壓強對橫封率的影響較小,但可在折膜過程中通過吹膜促使PVC膜保持平整和減少褶皺,對保持橫封作業產品的美觀有重要作用,結合前期試驗,下風盒水平出風口壓強參數選用85 Pa。
4.5 試驗驗證
驗證試驗的試驗條件和試驗測試方法與前文所述相同,使用最佳模型參數對試驗臺進行改進,經200次試驗驗證,橫封率可以達到99%,滿足生鮮食品包裝機的橫封作業要求。將本文設計的橫封裝置橫封作業效果與在超市中人工包裝的效果進行對比,如圖13所示。從圖中可以看出,人工包裝的產品背面,PVC膜撕扯痕跡明顯,PVC膜使用量較多,而且PVC膜在包裝盒底部呈不均勻分布狀態,沒有完全貼合包裝盒,包裝效果較差;使用氣力式折膜橫封裝置橫封的包裝產品,PVC膜分布整齊,PVC膜使用量相對較少,形態美觀,包裝效果較好。

圖13 機器和人工包裝效果對比Fig.13 Effect comparison of machine and manual packaging
5 結論
(1)設計了一種氣力式超薄自粘膜橫封裝置,該裝置主要由立式輸送帶、前后平行布置的兩個上風盒、下折膜機構、切斷機構和無動力托輥等組成,采用了氣力和機械結構結合的橫封方式。
(2)通過理論研究和Fluent模擬分析了下風盒結構,得到最優參數為:下風盒進風口位置和水平方向出風口位置對稱布置、風腔高度14 mm、水平出風口直徑3 mm、水平出風口個數10個。
(3)以后上風盒出風口壓強、下風盒水平出風口壓強、下折膜機構與包裝盒底部折膜間距為試驗因素,以托盤后部橫封率為試驗指標進行了正交組合試驗。經試驗和結果分析,得到最佳參數組合為:后上風盒出風口壓強113.3 Pa、下風盒水平出風口壓強85 Pa、下折膜機構與包裝盒底部折膜間距為-3 mm。利用試驗臺進行試驗驗證,在最佳參數組合下橫封率為99%,橫封平整、美觀,滿足包裝作業要求。
猜你喜歡
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
人大建設(2019年6期)2019-10-08 08:55:48
人大建設(2019年12期)2019-05-21 02:55:32
雜文月刊(2018年21期)2019-01-05 05:55:28
人大建設(2017年6期)2017-09-26 11:50:44
學苑創造·A版(2015年11期)2016-01-14 09:03:27
俄羅斯問題研究(2012年1期)2012-03-25 09:54:45
中國火炬(2010年12期)2010-07-25 13:26:22
中國火炬(2010年8期)2010-07-25 11:34:30
