600MW 改進機組高壓內缸鑄造工藝研發
2020-01-18 04:04:00馮周榮郭小強李永新李文輝
中國鑄造裝備與技術 2020年1期
關鍵詞:工藝
馮周榮,郭小強,李永新,李文輝,馬 瑞
(共享鑄鋼有限公司,寧夏銀川 750021)
汽輪機是能將蒸汽熱能轉化為機械功的外燃回轉式機械,當前火電發展增速減慢,但長遠來看,在環保技術進步、發電成本降低、電力需求增加等積極因素的推動下,火電行業未來發展前景較為樂觀。火電設備的主要發展趨勢為:高效率、低污染、低能耗、低造價,工業發達國家廣泛應用單機容量為600MW 及以上的大容量超臨界機組。顧客針對600MW 機組進行改進,實施節能降耗措施,利用創建整體優化理論,同時將“單耗分析”和“耗差分析”組合應用,大大降低生產成本,提高了機組效率,響應國家發改委上大壓小、節能降耗的方針。
1 工藝方案的確定
1.1 鑄件基本參數、技術要求及結構特點分析
600MW 改進機組高壓內缸是顧客機型改造后國內首次試驗性采購,此產品屬于汽機承受高壓部件,如圖1,輪廓尺寸為:2518 mm×2314 mm×1108mm,產品凈重單半13.8t,最大壁厚截面尺寸為350mm。化學成分以及機械性能見表1 和表2。
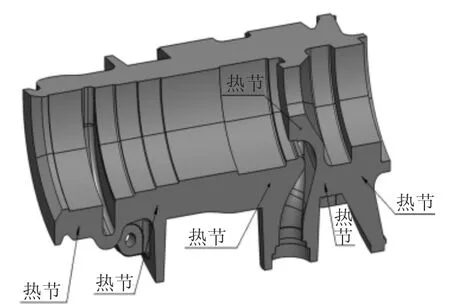
圖1 600MW 改進機組高壓內缸產品圖
NDT 要求:100%UT;內腔及中分面UT 一級區,毛面UT 二級區,焊接部位UT 一級區;100%MT,不允許將內冷鐵和芯撐留在鑄件內。
熱處理要求:950℃高溫退火,700~750℃焊后熱處理,聚合物淬火,700~720℃回火,該材質鑄件焊接后在性能熱處理前首次增加了消氫工藝,降低焊接區域氫含量,減少裂紋產生。
1.1.2 鑄件結構分析
產品結構特點(具體結構見圖1):
(1)鑄件鑄造凝固熱節多,如圖2;
(2)氣道管子為放樣曲線結構,管口為鴨嘴進氣口,鴨嘴氣道口窄小只有60mm,且氣道管子處于熱節中間部位,氣道管口芯子四周處于鋼水包圍之中,氣道管子容易粘砂,如圖3;
(3)該產品鑄件材質為G17CrMoV5-10,材料V 含量高,裂紋開裂傾向大;
激光作為一種高亮度的定向能束,如今已廣泛應用于醫學、工業、軍事等多個領域[1]。激光打孔技術具有加工效率高,適應于各類材料,可獲得大的深徑比和可批量群孔加工等優點。
表1 化學成分 ωB/%

表2 機械性能
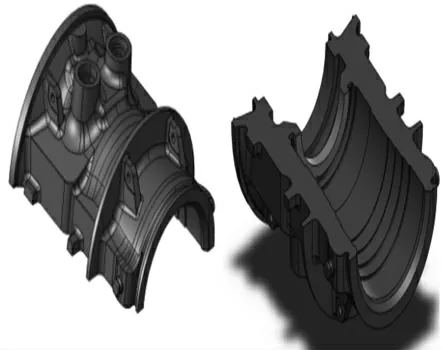
圖2 600MW 改進機組高壓內缸熱結圖
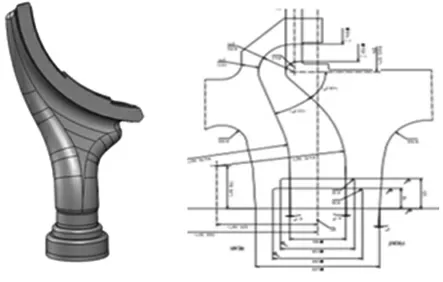
圖3 600MW 改進機組高壓內缸氣道管口形狀
(4)鑄件內腔、中分面全部為加工面,UT 一級檢測要求,不能有夾渣、線性裂紋、縮松等缺陷。
通過分析鑄件結構熱節及氣道管子粘砂傾向,再通過MAGMA 模擬鑄件結構熱節及粘砂情況,分析如下幾點需要重點考慮的工藝措施:
(1)熱節凝固模擬問題,如圖4 MAGMA 熱節模擬所示,熱節模擬分布分散,尤其在氣道管口兩側熱節較大,此處壁厚達到350mm,需要設置冒口。

圖4 MAGMA 熱節模擬
(2)氣道槽內粘砂問題,如圖5 MAGMA 粘砂模擬分析,氣道粘砂風險很高,鑄造工藝需要考慮氣道,防止粘砂。
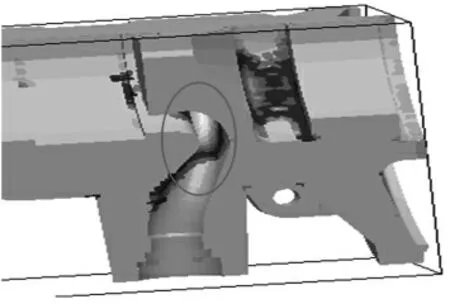
圖5 MAGMA 粘砂傾向模擬
1.2 工藝方案設計
1.2.1 鑄造工藝設計
考慮鑄件結構及檢測質量要求,為了解決其熱節補縮及鑄造集渣問題,采用墻冒口為主的冒口設計鑄造工藝。其鑄造工藝見圖6,其冒口計算采用模數計算法:
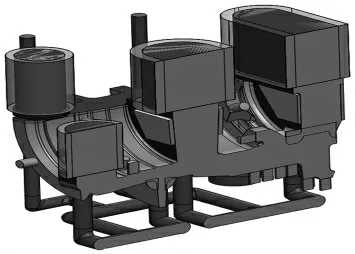
圖6 600MW 改進機組高壓內缸鑄造工藝圖

模數計算:利用冒口補縮梯度關系M2≥1.1M1,明冒口M冒≥1.2M,暗冒口M冒≥1.5M 的關系選擇冒口。同時依據冒口補縮區與末端區關系,調整冷鐵實現對鑄件的補縮。通過MAGMA 模擬調整工藝,模擬結果如圖7 所示,對于氣道防粘砂問題采用新鉻礦砂手工緊實即可滿足。
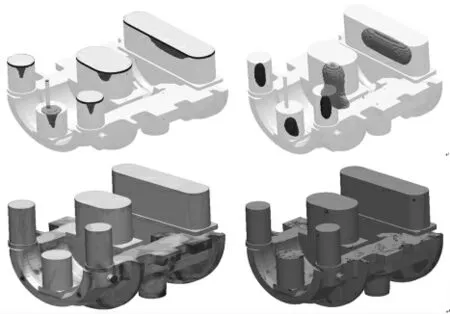
圖7 MAGMA 凝固模擬
1.2.3 焊接工藝設計
通過與同類鑄件、其他相似結構鑄件進行對比,600MW 缸體UT 缺陷不多及根據材質特性,采用手工電弧焊工藝即可滿足。對于缺陷焊接,焊接完成后對焊接部位及其周邊200mm 范圍進行后熱,后熱要求溫度達到250~300℃后保持3h,但最終不得低于120℃;后熱完成后用保溫棉及絕熱布遮蓋,以60℃/小時速度進行降溫使其緩冷至100~150℃后進行鏟磨及缺陷檢測返修處理(禁止采用風動工具打磨)。達檢測狀態后進行高溫檢測,整個檢測返修過程確保溫度不得低于80℃。檢測合格后立即架火升溫至200℃保溫直至進爐進行質量熱處理。
1.2.4 熱處理工藝的設計
鑄件材料牌號為G17CrMoV5-10,屬于低合金CrMoV 材料,由于鑄件含有較多的V(約為0.25%,其凝固偏析系數大,在鑄件凝固過程中極易產生偏析,對熱處理后產品的組織性能影響很大。同時,V 的偏析,也很容易造成鑄件開裂。且該產品氣道槽形狀不利于NDT、焊接、鏟磨等,需要采用結構焊接的方法處理,而鑄件V 含量高也對鑄件的焊接性有影響,增加焊接難度。因此,該產品的成分設計不僅應考慮產品的性能要求,還需考慮如何應對產品的淬火開裂性和焊接性。
為了提高鑄件的焊接性,提高焊接質量,對本項目產品而言,其V 含量應控制在顧客范圍下限,以降低V 在凝固過程中的偏析,引起組織和性能的不均勻性。對于C、Si、Mn、Cr 等合金元素,應綜合考慮鑄件的強度、塑韌性、沖擊、可焊性等方面,從Ceq 和淬火開裂性的角度優化成分范圍,將Ceq 范圍控制在0.6~0.9 之間。為了提高鑄件的焊接質量,該材質首次增加了高溫退火工藝。退火后的鑄件先進行加工、焊接等,最后才進行淬火+回火的性能熱處理。同時,該材質鑄件焊接后在性能熱處理前首次增加了消氫工藝,降低焊接區域氫含量,減少裂紋產生。
2 生產效果
通過鑄造工藝的設計及氣道口的料焊,成功預防了氣道管口內部的粘砂問題,同時墻冒口的設計,有效解決了鑄件一級區鑄造缺陷問題,鑄件化學成分、機械性能均達到顧客規范要求。通過實際生產驗證,可以批量生產。
3 結論
通過鑄造工藝研發及實際鑄件生產驗證,得到如下結論:
(1)鑄造工藝的設計及氣道口的料焊,成功預防了氣道管口內部的粘砂問題;
(2)墻冒口的設計,有效解決了鑄件一級區鑄造缺陷問題;
(3)通過熱處理工藝設計有效防止了含V 材質開裂問題;
通過有效工藝設計及過程控制,成功對600MW 改進機組高壓內缸成功研發,達到顧客要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
