液力變矩器不同鑄造工藝對產品質量的影響
2020-01-18 04:04:00馬永超馬亮亮
中國鑄造裝備與技術 2020年1期
關鍵詞:工藝
馬永超,馬亮亮
(山推工程機械股份有限公司,山東濟寧 272073)
近年來,隨著工程機械輕量化、快速化的發展,高強度、高韌性優質鋁合金鑄件廣泛應用于鑄造行業[1]。目前使用較多的鑄造工藝為重力鑄造,該生產工藝簡單、對工人技能要求低。重力鑄造不足在于產品質量穩定性差,易受人為因素影響。本文以液力變矩器泵輪鑄件為研究對象,詳細分析重力與低壓鑄造工藝的優缺點,從而確定最佳生產工藝,為該鑄件的大批量生產提供工藝保證。
1 原材料成分和泵輪結構
1.1 鑄件材料
泵輪使用的ZL104 合金成分見表1。
1.2 鑄件結構
鑄件外形尺寸為:?340mm×170mm,最小壁厚6mm,最大壁厚15mm,零件單件重9.6kg,鑄件型腔內部均勻分布27 個葉片,同時葉片在空間呈三維扭曲狀分布,葉片厚度由3mm 逐漸過渡到1mm。工作過程中液流由葉片內部流向外部,從而形成動力流體,產品結構非常復雜。鑄件的技術要求很高,主要包括流道表面的鑄造粗糙度Ra 不大于6.4μm,葉片間距的鑄造尺寸偏差不大于±0.1 mm,鑄件無裂紋、縮孔和氣孔等鑄造缺陷。為確保鑄件的致密性,鑄件須通過0.6MPa 的氣壓試驗不滲漏,因此該產品的鑄造工藝難度很大。

表1 鑄件用ZL104 的化學成分 ωB/%
2 重力鑄造與低壓鑄造工藝比對
2.1 鑄造原理分析
2.2.1 重力鑄造
重力鑄造是指金屬液在地球重力作用下注入鑄型的工藝,澆注時可用人工或機械手取適量鋁水,并將其平穩注入鑄型內。隨著模具與外界熱量的交換,鋁水在型腔內順序凝固。
2.2.2 低壓鑄造
低壓鑄造的方法是把干燥的壓縮空氣通入到密閉爐膛內,在壓縮空氣的作用下,鋁液沿升液管上升,通過澆注系統進入鑄件型腔,以達到充型的目的。澆注過程中鋁液與模具不斷的進行熱交換,確保鑄件不存在熱節點,促進鑄件順序凝固。待升液管最上口以上金屬液完全凝固時[3],將壓縮空氣從爐膛內排出,升液管處的鋁液在重力作用下回流到爐膛。其工作原理圖如圖1 所示。
2.2 鑄造工藝優缺點淺析
2.2.1 重力鑄造優缺點
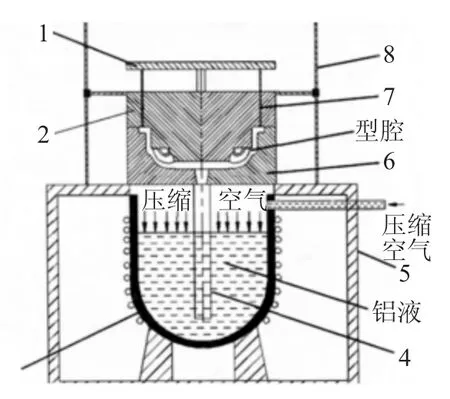
圖1 低壓鑄造原理示意圖
重力鑄造優點如下:
(1)工藝設計簡單。重力鑄造生產自動化程度低,在設計工藝時不用考慮與設備的自動化的銜接。
(2)模具制作成本低。由于采用手工澆注和起模,自動化程度低,在模具制作時節省成本,該工藝適于新產品的驗證。
重力鑄造缺點如下:
(1)工藝出品率低。需冒口補縮,降低了金屬液的利用率,該產品利用率僅70%。
(2)鑄件組織疏松。鑄件在重力作用下自然凝固,造成鑄件組織致密性差。
(3)鋁水容易卷氣。鋁水自上而下澆注,容易造成渦流現象,使鑄件卷氣。
(4)鋁液吸氣嚴重。鋁水在空氣中吸氣且氧化嚴重,易造成鑄件針孔及夾渣。
(5)生產率低。從澆注、取模等過程需人工完成,人為影響較大,生產效率低。
2.2.2 低壓鑄造優缺點
低壓鑄造優點如下:
(1)工藝出品率高。由于在外加壓力下凝固,不需冒口補縮,提高了金屬液的有效利用率。通過分析,該產品工藝出品率可達93%以上。由于低壓產品表面光潔度高、鑄造尺寸公差等級介于CT3至CT4,鑄件外表面無需加工即可達到要求。
(2)組織致密。鑄件凝固過程受到外加壓力的影響,再輔以合理的冷卻系統,可確保鑄件順序凝固,提高了鑄件的致密度和機械性能。
(3)避免鋁液卷氣。由于充型速度可控,可實現金屬液充型平穩,可有效避免澆注過程卷入氣體。
(4)減少鋁液吸氣。由于鋁液處于封閉的爐膛中,能防止鋁液吸氣及氧化,避免夾渣鑄造缺陷。
(5)生產率高。由于設備自動化程度高,生產過程可實現自動下芯、充型、取件,一個員工可同時操作多臺設備。
低壓鑄造缺點如下:
(1)模具結構復雜。由于低壓鑄造可實現自動化生產,并配備冷卻系統,在模具設計時需充分考慮模具溫度場分布及模具與設備的協同操作。
(2)模具制作成本高。一套完整低壓模具制作成本在20 萬左右。
2.3 不同鑄造工藝對產品質量的影響
2.3.1 鑄件表面光潔度
泵輪產品要求表面光潔度小于3.2,采用不同鑄造工藝對產品表面光潔度有很大影響。澆注過程需將型腔內空氣及砂芯產生的氣體排出,根據不同工藝設計不同的排氣系統,這對鑄件表面光潔度有較大影響。
采用重力鑄造工藝,模具上方需預留透氣孔,使澆注過程中型腔氣體及砂芯產生的氣體順利排出。由于透氣塞孔與模具無法完全配合,使鑄件非加工面光潔度較低,需增加加工工序才可達到預定目標。低壓澆注采用底部澆注,模具透氣塞孔可預留在加工面上,從而確保非加工面的光潔度。
2.3.2 鑄件氣孔
重力鑄造采用手工自上而下澆注鋁水,澆注過程容易造成鋁液湍流,從而將氣體卷入鑄件中,造成鑄件嗆氣。重力澆注過程使鋁水長期置于空氣中,易造成鋁水吸氣,吸收的氣體在鑄件凝固過程均勻分布在鑄件表面,造成鑄件針孔缺陷。低壓鑄造鋁水置于封閉的環境,避免鋁水吸氣,同時采用自下而上澆注,避免將空氣卷入,造成氣孔缺陷。
2.3.3 鑄件夾渣
重力澆注采用手工撇渣及過濾網方式避免氧化渣進入鑄件。由于撇渣不徹底及過濾網孔隙問題,該方法不能完全避免氧化渣的卷入,容易造成鑄件夾渣缺陷。低壓澆注在壓縮氣體的作用下,金屬液沿升液管上升,避免氧化渣的卷入。
2.3.4 鑄件縮松
由于泵輪結構特殊,鑄件凝固時無法保證順序凝固。在重力鑄造過程中,由于模具及設備簡單,無法增加冷卻系統,易造成泵輪局部縮松。低壓鑄造模具配有冷卻系統,同時設備可實現自動化操作,可在鑄件澆注過程中增加冷卻,能避免鑄件縮松。
2.3.5 鑄件力學性能及微觀結構影響
重力鑄造利用鋁液自身重力澆注,低壓鑄造在外加壓力下澆注。在外加壓力下,鑄件組織更加致密,力學性能得到提升,表2 為不同鑄造工藝泵輪硬度值。
表2 不同鑄造工藝泵輪硬度值
低壓鑄造相比重力鑄造而言,泵輪外加壓力下凝固,組織均勻致密,微觀組織結構見圖2、圖3。
3 結論
(1)與重力鑄造相比,低壓鑄造泵輪顯微組織更加致密,出現顯微縮松傾向更小,可保證泵輪的性能穩定性。
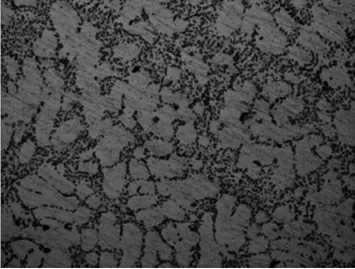
圖2 重力鑄造(200×)
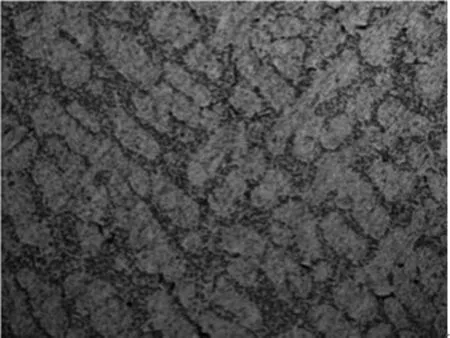
圖3 低壓鑄造(200×)
(2)采用低壓鑄造泵輪可有效避免氣孔、針孔、夾渣鑄造缺陷。
(3)相比重力鑄造,低壓鑄造泵輪生產自動化高,能有效減少人為因素對產品質量的影響;
(4)泵輪低壓鑄造工藝出品率為93%,且泵輪非加工面光潔度可直接達到要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
