一種基于3D 打印快速制造鋁合金傳動箱箱體的方法
2020-01-18 04:03:54田冬梅及曉陽
中國鑄造裝備與技術(shù) 2020年1期
關(guān)鍵詞:工藝
田冬梅,馬 寧,宋 彬,及曉陽
(1.湖北江山重工有限責(zé)任公司,湖北襄陽 441057;2.中國兵器工業(yè)增材制造技術(shù)創(chuàng)新中心,北京海淀 100089)
傳動箱箱體結(jié)構(gòu)復(fù)雜,尺寸和內(nèi)部質(zhì)量要求很高,通常鋁合金傳動箱箱體都是通過開設(shè)木模或金屬模具再進行生產(chǎn)的,生產(chǎn)周期很長,費用大;快速鋁合金傳動箱箱體生產(chǎn)采用的是3DP 分別打印砂型和砂芯,再進行多塊組型組芯,然后進行砂型重力鑄造或低壓鑄造,這種方法生產(chǎn)的箱體質(zhì)量較差,尺寸精度低于CT10,光潔度低于Ra12.5,內(nèi)部有大量的缺陷,裝配和打壓經(jīng)常出問題。目前,中小批量高質(zhì)量快速傳動箱箱體需求比較大,車輛、機械傳動、無人機、艦船等節(jié)能環(huán)保的鋁合金零部件研制任務(wù)比較重,迫切需要找到一種新的制造方法,快速高質(zhì)量的制造[1,2]。
本文提供一種基于3D 打印快速制造鋁合金傳動箱箱體的方法,該方法是通過鑄造工藝設(shè)計及模擬優(yōu)化CAD/CAE 解決箱體鑄件毛坯結(jié)構(gòu)優(yōu)化和鑄造工藝優(yōu)化的問題,3D 打印蠟型解決復(fù)雜鋁合金箱體模具的問題,3D 打印SLS 技術(shù)制作的鋁合金箱體蠟型和石膏型電磁真空增壓鑄造工藝融合獲得高質(zhì)量鑄件。整個過程最關(guān)鍵有四個環(huán)節(jié),如圖1 所示。
1 傳動箱箱體結(jié)構(gòu)和成型工藝設(shè)計及優(yōu)化
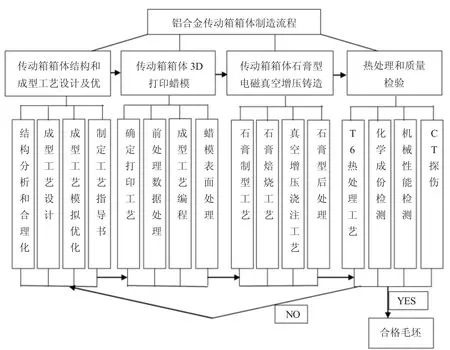
圖1 鋁合金傳動箱箱體制造流程
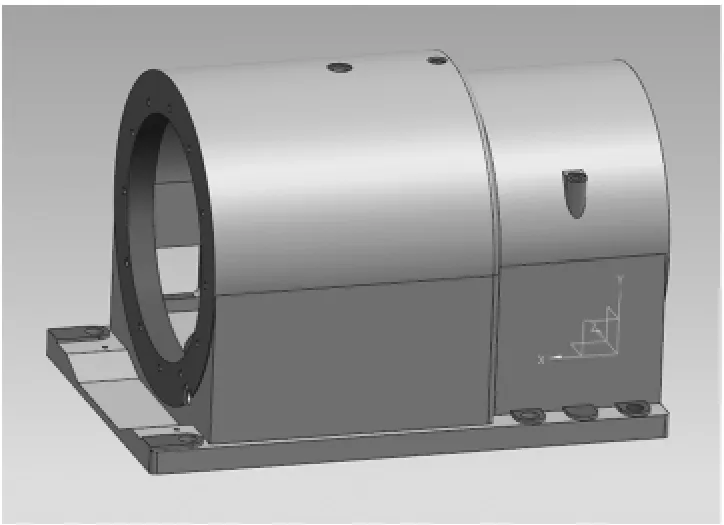
圖2 鋁合金傳動箱箱體零件
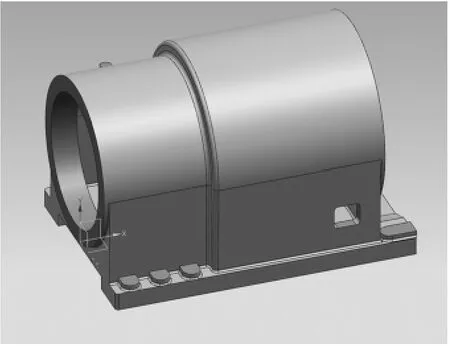
圖3 鋁合金傳動箱箱體毛坯
鋁合金傳動箱箱體構(gòu)件尺寸為845mm×520mm×520mm,重115kg,最大壁厚115mm,最小壁厚在26mm 左右,壁厚很不均勻,屬于典型厚大鑄件,零件和毛坯如圖2,3 所示。鑄件材料為ZL101A 合金,用于科研試制階段,單批用量為2件,鑄件中有支撐和裝配結(jié)構(gòu),承受一定的壓力,并要求有穩(wěn)定的尺寸精度。結(jié)合實際質(zhì)量、數(shù)量和生產(chǎn)周期要求等情況分析,采用制造模具和砂型鑄造方式生產(chǎn)周期長、質(zhì)量差,明顯不合適,只有采用3D 打印熔模精密鑄造石膏型和硅溶膠兩種方式比較好;再結(jié)合箱體結(jié)構(gòu)、外型尺寸和鑄造工藝分布等情況分析,由于箱體工藝組樹尺寸大、制型難和補縮工藝實施難等問題,排除硅溶膠模殼工藝,選擇石膏型工藝方式。箱體采用石膏型真空增壓精鑄工藝鑄造方法,需要在箱體底部開設(shè)內(nèi)澆口確保充型過程平穩(wěn),減少氧化夾渣,再配合多澆口和冒口壓力補縮工藝,通過控制澆注速度、石膏型溫度、局部熱節(jié)配置冷鐵、內(nèi)部配冷卻材料、減小鑄型厚度等方法來調(diào)整凝固順序,保證鑄件質(zhì)量[3]。
傳動箱箱體結(jié)構(gòu)優(yōu)化采用鑄造工藝設(shè)計優(yōu)化CAD 系統(tǒng)(北京北方恒利科技發(fā)展有限公司提供鑄造工藝輔助設(shè)計及工藝仿真CASTsoft CAD/CAE 技術(shù)),將鑄件毛坯熱節(jié)位置和尺寸計算出來,對鑄件毛坯的可鑄性進行評價,幫助設(shè)計人員進一步優(yōu)化結(jié)構(gòu),傳動箱箱體熱節(jié)分布狀態(tài)如圖4,5 所示[4]。
采用鑄造工藝模擬優(yōu)化CAE 系統(tǒng)將傳動箱箱體的鑄造過程進行模擬優(yōu)化,結(jié)合鑄件毛坯熱節(jié)情況,傳動箱箱體初步確定兩種工藝方案(如圖6,7)[5,6]。模擬優(yōu)化具體考慮材料流動性、石膏型傳熱系數(shù)、石膏型強度、澆冒系統(tǒng)、增壓壓力、凝固順序、冷鐵配置、合金熔煉、復(fù)合變質(zhì)、澆注溫度、澆注時間、真空度、鑄型初始溫度、熱物性參數(shù)、邊界條件、熱容、密度、流動性、粘度等,分析鑄造過程產(chǎn)生的卷氣、飛濺、冷隔、氣孔、縮孔、縮松、裂紋等缺陷,傳動箱箱體鑄造過程分析結(jié)果,如圖8~13所示。

圖4 傳動箱箱體熱節(jié)分布狀態(tài)一
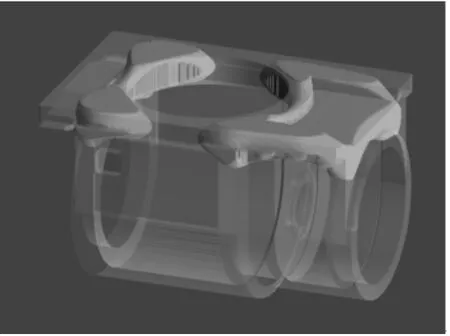
圖5 傳動箱箱體熱節(jié)分布狀態(tài)二
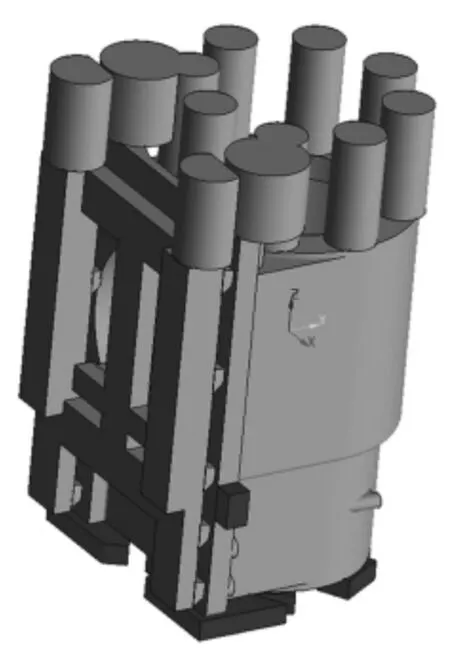
圖6 傳動箱箱體工藝方案一

圖7 傳動箱箱體工藝方案二
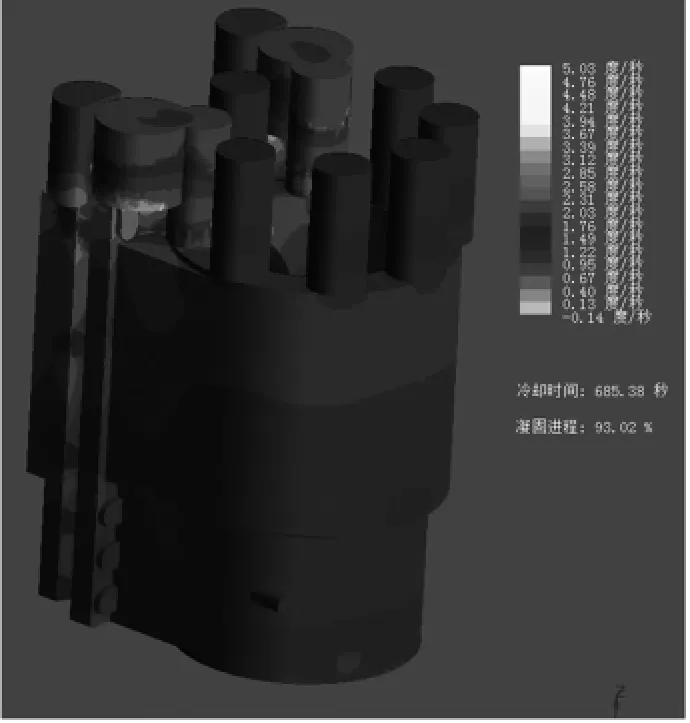
圖8 傳動箱箱體方案一應(yīng)力分布
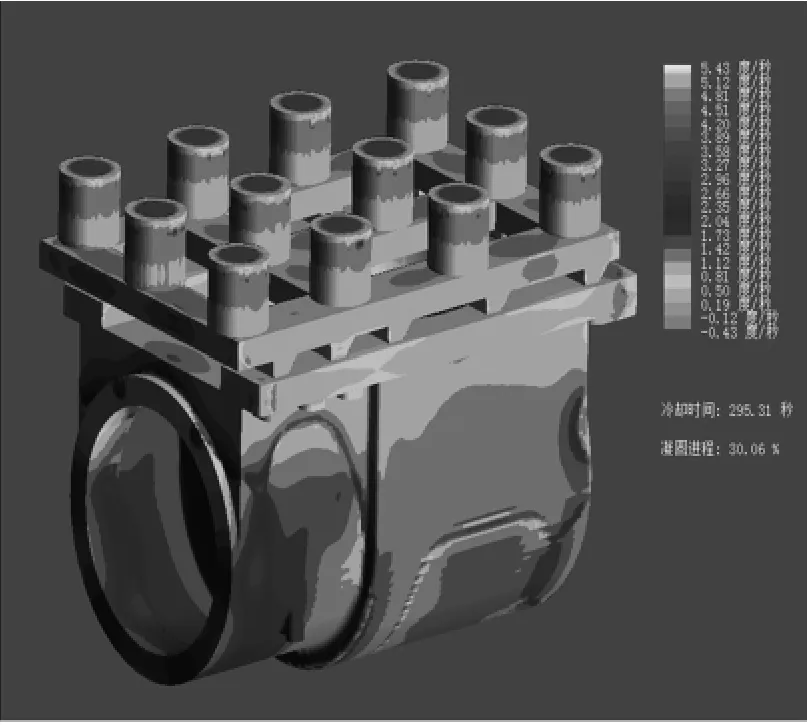
圖9 傳動箱箱體方案二應(yīng)力分布
通過傳動箱箱體鑄造工藝模擬優(yōu)化得到:方案一優(yōu)于方案二,方案一應(yīng)力小、溫度分布均勻、缺陷CT 顯示無明顯缺陷。
2 傳動箱箱體3D 打印蠟?zāi)?/h2>

圖10 傳動箱箱體方案一溫度分布
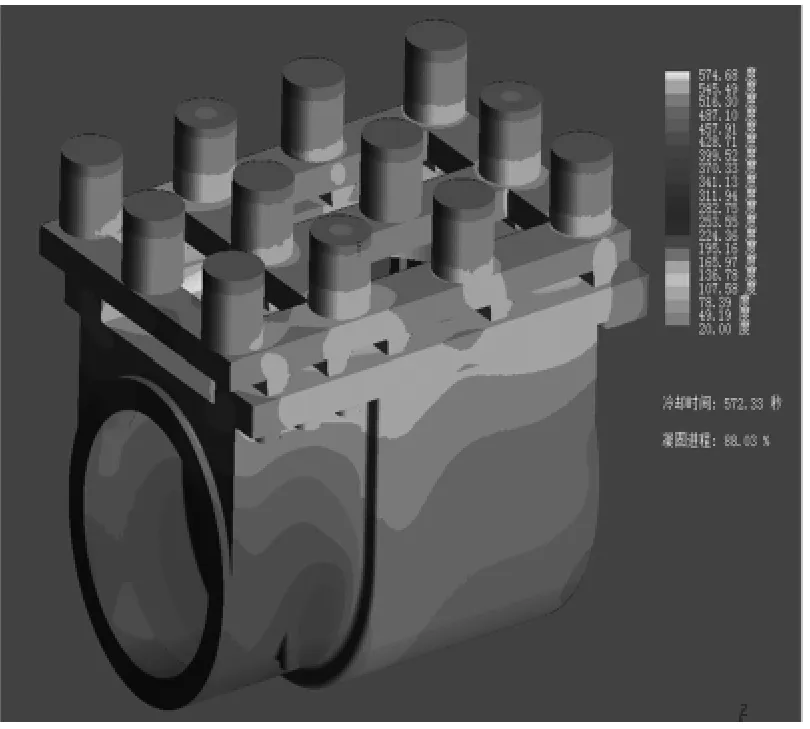
圖11 傳動箱箱體方案二溫度分布
圖12 傳動箱箱體方案一缺陷CT 分布

圖13 傳動箱箱體方案二缺陷CT 分布
圖14 傳動箱箱體數(shù)據(jù)處理和分層編程

圖15 處理后箱體蠟?zāi)?/p>
3D 打印蠟?zāi)J遣捎眉す膺x區(qū)燒結(jié)的方法(SLS 工藝)將蠟或PS 蠟材料通過合理的參數(shù)進行層層燒結(jié),再進行后處理表面光潔,得到箱體模型。傳動箱箱體數(shù)據(jù)處理和分層編程[7]如圖14 所示,為了節(jié)省打印時間和材料,傳動箱箱體數(shù)據(jù)進行鏤空處理厚度為15mm。打印重要參數(shù)設(shè)置:激光功率18~20W,環(huán)境溫度為89~92℃,掃描速度1200~1400mm/s,層厚0.12mm,收縮率為0.95。成型最小壁厚小于1.5mm,成型精度為100±0.1mm,零件綜合尺寸優(yōu)于CT6 級,表面質(zhì)量Ra優(yōu)于3.2μm,處理后箱體蠟?zāi)8~12]如圖15 所示。
3 石膏型電磁真空增壓鑄造
石膏型電磁真空增壓鑄造是采用蠟?zāi)W鳛榱慵颓唬酀{料灌制、干燥后形成鑄型,通過高溫焙燒將蠟?zāi)H艹鲂纬煽涨唬谡婵窄h(huán)境下電磁澆注,在壓力下凝固,石膏型有很好的復(fù)模性和尺寸穩(wěn)定性,成型產(chǎn)品表面和內(nèi)部質(zhì)量很好。在這個環(huán)節(jié)重點介紹蠟?zāi)1簾^程和鋁液進化除氣過程[13,14]。
蠟?zāi)1簾^程:石膏漿料灌制、干燥、凝固后放入焙燒爐內(nèi),常溫下靜置12 小時后開始通電升溫,開始設(shè)置溫度100℃保溫3 小時(蠟液待流干凈為再升溫標(biāo)準(zhǔn)),150℃、280℃各5 小時(觀察無黑煙或純白煙為再升溫標(biāo)準(zhǔn)),后續(xù)升級為每小時50℃/小時,升溫到820℃,保溫12 小時;斷開電源,隨爐降溫到澆注鑄型溫度80~120℃。
鋁液進化除氣過程:鋁液熔化后按照正常除渣和除氣方法進行,完成后轉(zhuǎn)入石膏型澆注專用保溫包中,在從熔化爐轉(zhuǎn)入保溫包過程中水分又進入鋁液,尤其是在濕度>60 時,熔化爐除氣作用基本處于無效狀態(tài),鑄件氣孔、針孔十分嚴(yán)重,這種情況往往被大家忽視。通過將轉(zhuǎn)入石膏型澆注專用保溫包的鋁液,靜置至真空罐中,抽真空800Pa 狀態(tài)下10 分鐘,在這個過程中,能發(fā)現(xiàn)大量的氣孔從鋁液中析出,在液面形成大小不等的氣泡,待氣泡完全排除后,開始正常澆鑄。
石膏型具有很好的復(fù)模性和尺寸穩(wěn)定性,復(fù)模最小為0.02mm,石膏型真空增壓鑄造具有保溫性好,冷鐵工藝靈活,壓力補縮距離長等特點,保證ZL101A 箱體抗拉強度大于310MPa,延伸率大于3%,硬度大于100HB。石膏型真空增壓鑄造裝備原理和裝備現(xiàn)場如圖16~18 所示。傳動箱箱體石膏型真空增壓鑄造重要過程如圖19~21 所示。
通過數(shù)據(jù)處理、打印、蠟型組樹、石膏型焙燒、鑄型組合、熔煉、合金凈化、澆注、清理等工序,將3D 打印技術(shù)和先進的鑄造技術(shù)相融合,實現(xiàn)了不開模具制造鋁合金傳動箱箱體。
4 熱處理和和質(zhì)量檢驗
圖16 石膏型真空增壓鑄造原理

圖17 石膏型真空增壓鑄造裝備

圖18 石膏型真空增壓鑄造控制系統(tǒng)

圖19 箱體蠟?zāi)=M樹

圖20 石膏型灌漿

圖21 箱體澆注成型

圖22 箱體清理現(xiàn)場
圖23 表面處理后的傳動箱箱體
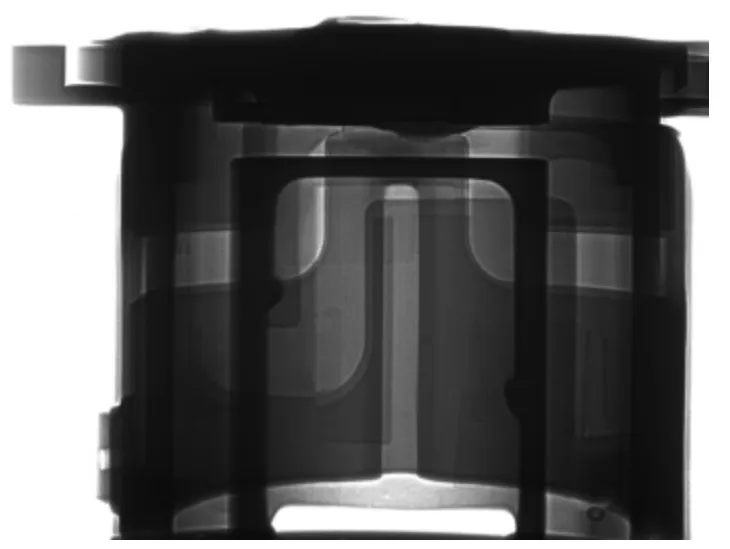
圖24 傳動箱箱體CT 缺陷顯示
根據(jù)傳動箱箱體工藝要求進行T6 熱處理(固溶溫度535±5℃,保溫12 小時,時效175±5℃,保溫6 小時),熱處理后進行水噴砂表面處理(表面處理后的傳動箱箱體如圖23)。表面處理完成后,對傳動箱箱體的外形尺寸、化學(xué)成分、機械性能和CT 缺陷檢查(傳動箱箱體CT 缺陷顯示,如圖24),檢查結(jié)果顯示綜合尺寸優(yōu)于CT6 級,表面質(zhì)量Ra 優(yōu)于5.0μm,化學(xué)成分合格,強度310MPa,硬度HB110,延伸率4.2%,打壓0.6MPa 無浸漏,零件質(zhì)量完全滿足設(shè)計要求并在科研整機試驗中得到驗證。
5 結(jié)論
3D 打印蠟?zāi):褪嘈驼婵赵鰤鸿T造融合可以實現(xiàn)無模快速制造傳動箱箱體,它通過真空環(huán)境澆注、加壓補縮過程凝固、內(nèi)置冷鐵等工藝手段,解決了傳動箱箱體質(zhì)量不穩(wěn)定、制造周期長、加工量大、補焊、尺寸不穩(wěn)定、內(nèi)部缺陷多、反修次數(shù)多等現(xiàn)有制造問題。該生產(chǎn)技術(shù)在我廠生產(chǎn)和科研產(chǎn)品中得到了廣泛應(yīng)用,在近300 種產(chǎn)品中得到驗證,收效明顯。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
