不銹鋼雙室風(fēng)缸缸體縱縫焊接工藝分析
2020-01-17 11:54:04唐玉
探索科學(xué)(學(xué)術(shù)版) 2019年8期
唐 玉
中國中車沈陽機(jī)車車輛有限公司 遼寧 沈陽 110142
1 緒論
1.1 概述 近年來,70t級鐵路貨車成為鐵路貨運(yùn)的主流產(chǎn)品,隨著載重量的增加以及貨運(yùn)的不斷提速,對鐵路貨車車輛制動系統(tǒng)的制造質(zhì)量要求越來越嚴(yán)格。風(fēng)缸是制動系統(tǒng)中的重要部件,如果在列車運(yùn)行過程中焊縫發(fā)生泄漏將會危及行車安全,所以對風(fēng)缸的焊接質(zhì)量要求非常嚴(yán)格,焊后需逐個進(jìn)行900k Pa的水壓試驗和600k Pa的氣密性試驗,各保壓5 min不得發(fā)生泄露。
1.2 風(fēng)缸結(jié)構(gòu) 17L、11L不銹鋼雙室風(fēng)缸用于C70型敞車,由風(fēng)缸前蓋、端蓋、缸室內(nèi)端蓋、風(fēng)缸體、風(fēng)缸吊、管接頭、法蘭盤組焊而成。除法蘭盤材質(zhì)為ZG0Cr18 Ni9,其余各件材質(zhì)均為TCS275經(jīng)濟(jì)型不銹鋼。
2 焊接工藝
2.1 焊接材料 缸體材質(zhì)為TCS275,板厚4 mm,其化學(xué)成分見表1,機(jī)械性能見表2。

表1 TCS275不銹鋼的化學(xué)成分(wt%)

表2 TCS275不銹鋼的機(jī)械性能
焊絲選用E309L超低碳不銹鋼藥芯焊絲,適用于低碳、超低碳不銹鋼的焊接。由于碳含量低,能抵抗因碳化物析出而產(chǎn)生的晶間腐蝕,在不含鈮、鈦等穩(wěn)定化元素的條件下,仍能抵抗因碳化物析出而產(chǎn)生的晶間腐蝕。
2.2 焊前準(zhǔn)備 焊接環(huán)境溫度不得低于5℃。焊前將焊縫兩側(cè)20 mm 范圍內(nèi)的油、銹等雜質(zhì)徹底清除干凈。風(fēng)缸體在經(jīng)過滾圓后,如果產(chǎn)生過大的錯邊量,將會減小實際焊接的厚度,產(chǎn)生焊穿的現(xiàn)象,從而造成廢品。因此,在組焊前利用組對工裝進(jìn)行規(guī)圓,以保證錯邊量在1 mm 以內(nèi)。
2.3 焊接方法 針對TCS不銹鋼的特性,采用風(fēng)缸縱縫焊接專機(jī)來進(jìn)行風(fēng)缸縱縫的焊接,保證焊接速度,減少熱輸入,以單面焊雙面成形工藝滿足設(shè)計要求。
焊接工藝參數(shù)為:焊接電流220-240 A,電弧電壓24-26 V,焊接速度為400-450 mm/min,保護(hù)氣體比例采用Ar+3%CO2 混合氣體,保護(hù)氣體流量16-23L/min。
將缸體在缸體組對胎上進(jìn)行組對,組對間隙為1.5~2.5 mm。在缸體縱縫兩端部各定位焊一處,定位焊長度為15±3 mm,寬度9±1 mm。打磨焊點,加強(qiáng)高控制在1.5 mm 之內(nèi),缸體內(nèi)側(cè)處焊點要平緩過渡到母材。將缸體套入于缸體縱縫自動焊機(jī)焊接芯軸上,對中焊縫,氣動壓緊缸體。輸入焊縫長度值及焊接參數(shù),使焊縫寬度在9±1 mm 之內(nèi),焊縫加強(qiáng)高在1~2 mm 之內(nèi)。見圖1。
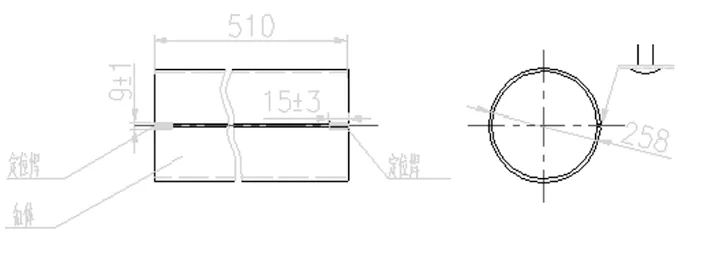
圖1 缸體縱縫焊接
2.4 焊接工藝參數(shù)對焊縫質(zhì)量的影響 焊接參數(shù)主要包括焊接電流、電弧電壓、焊接速度以及氣體流量等。
(1)焊接電流。焊接電流過大,飛濺明顯增大,熔池的尺寸增大、溫度較高,焊縫成形粗糙。電流過小,易出現(xiàn)未焊透現(xiàn)象。
(2)電弧電壓。電弧電壓影響到焊縫的成形、熔深、飛濺、氣孔及焊接過程的穩(wěn)定性。隨著電弧電壓增大,電弧長度變長,熔滴尺寸增大,電弧的飄移加劇,電弧的穩(wěn)定性變差,飛濺增多,有很多熔滴進(jìn)不了熔池,熔池的形狀難以控制,焊縫成形不好。
(3)焊接速度為。在一定的焊絲直徑、焊接電流和電弧電壓條件下,焊速增加,焊縫的熔寬與熔深減小。焊速過快,容易產(chǎn)生咬邊及為熔合等缺陷,且氣體保護(hù)效果變差,可能出現(xiàn)氣孔;但焊速過慢,則焊接生產(chǎn)率降低,焊接變形增大,同時出現(xiàn)焊縫過高過寬或焊穿的現(xiàn)象。
(4)保護(hù)氣體流量。保護(hù)氣體流量過小,保護(hù)氣體不能起到隔絕空氣保護(hù)熔池不被大氣氧化的作用,從而影響焊接質(zhì)量;焊接氣體流量過大,使氣體沖擊熔池表面,影響焊縫的成形,并且提高了焊接成本,所以,在不影響焊接質(zhì)量的前提下,盡量減小保護(hù)氣體流量。
3 結(jié)論
采用以上焊接工藝參數(shù),施焊完畢后,對焊縫進(jìn)行檢查,焊縫外觀成形良好,并用電弧氣刨對焊接部位進(jìn)行了破壞性檢測,未發(fā)現(xiàn)任何焊接缺陷。對風(fēng)缸逐個進(jìn)行風(fēng)水壓試驗,未發(fā)生滲漏。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16