曲柄搖桿飛剪剪切趴頭原因分析
2020-01-14 01:48:24張小宇
中國設(shè)備工程 2019年24期
張小宇
(南京鋼鐵聯(lián)合有限公司,江蘇 南京 210035)
帶鋼廠中精軋連軋機(jī)組入口曲柄搖桿式飛剪投用于2009年9 月,該飛剪一開始投用即發(fā)現(xiàn)軋件切頭后明顯存在趴頭現(xiàn)象,2010 年7 月對飛剪四連桿機(jī)構(gòu)作進(jìn)行了部分改進(jìn),趴頭現(xiàn)象明顯得到改觀,但使用4 個多月后趴頭現(xiàn)象又較為嚴(yán)重;其后至今又經(jīng)歷了多次維修。軋件趴頭對連軋機(jī)組咬鋼影響非常大,嚴(yán)重的趴頭經(jīng)常導(dǎo)致軋件無法咬入軋機(jī),飛剪嚴(yán)重剪切不良即經(jīng)常出現(xiàn)不能將頭部切掉現(xiàn)象,保證飛剪處于良好狀態(tài)對生產(chǎn)穩(wěn)定起到了相當(dāng)關(guān)鍵的作用。
1 飛剪曲柄搖桿機(jī)構(gòu)及其技術(shù)參數(shù)
1.1 飛剪曲柄搖桿機(jī)構(gòu)及其技術(shù)參數(shù)
飛剪曲柄搖桿機(jī)構(gòu)及其技術(shù)參數(shù)見圖1,飛剪刀頭偏心距為80mm,刀片側(cè)間隙為0.3mm,重合度為6mm。
2 飛剪使用狀況、剪切趴頭與維修
2.1 飛剪使用狀況、剪切趴頭
飛剪于2009 年9 月開始投用,一開始即存在一定的軋件切頭后剪切趴頭,使用3 個月后,剪切趴頭狀況極為明顯、嚴(yán)重(圖2)。

圖1 飛剪曲柄搖桿機(jī)構(gòu)簡圖
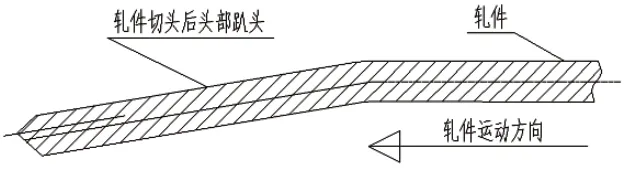
圖2 軋件剪切頭部后示意圖
飛剪剪切切斷中心線明顯偏向軋件上部,例如,某個厚度為35mm 軋件剪切下的軋件頭部(圖3)。
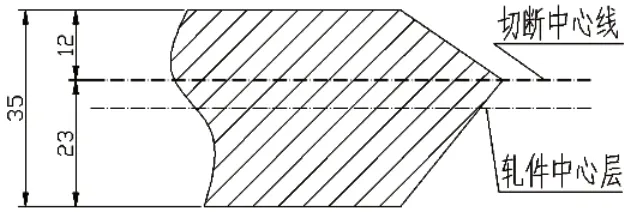
圖3 剪切下的軋件頭部截面示意圖
通過觀察軋件切頭后趴頭嚴(yán)重時飛剪剪切過程,發(fā)現(xiàn)飛剪剪切時上下刀刃明顯存在讓刀狀況,也即飛剪剪切時刀片側(cè)間隙遠(yuǎn)大于靜態(tài)側(cè)間隙,約7 ~8mm。通過加大刀片重合度到10mm、刀片靜態(tài)側(cè)間隙減小到0.05mm,飛剪剪切趴頭仍無太大改觀。
2.2 飛剪剪切趴頭原因分析
飛剪剪切趴頭原因理論分析:飛剪上下刀片側(cè)間隙在飛剪剪切時基本保持恒定或非常小的變化是飛剪最主要的技術(shù)參數(shù),如果飛剪剪切時不能保證側(cè)隙基本恒定而明顯變大,則上下刀片切入軋件時必然深度不一致——上下刀片接觸到軋件開始剪切時,由于上刀片在后側(cè)壓住軋件和軋件本身較大的長度產(chǎn)生的剛度,上下刀片側(cè)隙變大對處于前側(cè)的下刀片切入不產(chǎn)生影響,下刀片開始切入軋件進(jìn)行剪切;而處于后側(cè)的上刀片接觸到軋件壓住軋件頭部后,上下刀片側(cè)隙開始變大,由于剪切的軋件頭部很短,在上下刀片側(cè)間隙變大過程中,上刀片無法有效切入軋件,上刀片僅壓住軋件頭部并使軋件頭部產(chǎn)生向下彎曲,當(dāng)?shù)镀瑐?cè)間隙達(dá)到最大時,上下刀片將不會再繼續(xù)讓刀,而此時處于前側(cè)的下刀片已切入軋件一定深度,隨即上下刀片開始同時切入。軋件頭部被切斷時,切斷中心線在軋件中層面上。軋件前端在飛剪剪切時由上下刀片碰到軋件時開始時的位置到剪切完成時向下移動了一定的距離的位置,使得軋件經(jīng)飛剪剪切后必產(chǎn)生部分向下彎曲,即出現(xiàn)剪切趴頭現(xiàn)象。上下刀片讓刀程度的大小即刀片側(cè)隙變化量直接決定軋件趴頭程度。
按照此理論分析,如果飛剪上下刀片在剪切時雖然存在讓刀狀況,但只要是上下刀片同時切入就不存在趴頭現(xiàn)象,如果軋件咬入飛剪后方的軋機(jī)或剪切下的頭部很長時剪切,上刀片就應(yīng)將和下刀片同時切入軋件,剪切后的軋件就應(yīng)該不會產(chǎn)生趴頭現(xiàn)象。為此,我們試著做了一下試驗(yàn):當(dāng)生產(chǎn)跑鋼停車時,軋件在飛剪前有一定的長度、在飛剪后處于軋機(jī)中進(jìn)行剪切,剪切后的軋件確實(shí)沒有任何剪切趴頭現(xiàn)象,切斷中心線完全處于軋件中心層,這也說明分析剪切趴頭原因是正確的。
2.3 影響飛剪剪切過程中刀片側(cè)間隙變化的因素分析
曲柄搖桿機(jī)構(gòu)中影響刀片側(cè)間隙變化的主要是上下刀桿軸承、動銷軸軸承和搖桿掛軸軸承。分別作圖分析上刀桿軸承磨損0.5mm(圖4)、動銷軸軸承磨損0.5mm 和1mm 時上刀片讓刀狀況(見圖5),可知上刀桿軸承磨損0.5mm 時上刀片讓刀量為0.52mm,上動銷軸軸承磨損0.5mm 和1mm 時上刀片讓刀量分別為0.6mm 和1.14mm。同樣可知,當(dāng)搖桿掛軸軸承磨損0.5mm 時,將影響讓刀量為0.6mm。

圖4 上刀桿軸承磨損時上刀片讓刀圖
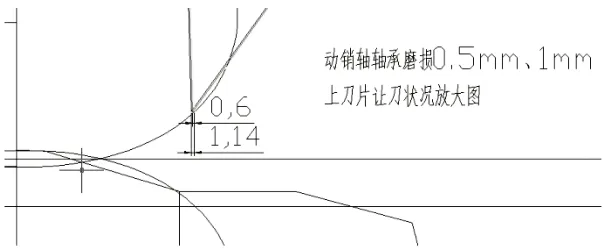
圖5 動銷軸軸承磨損時上刀片讓刀圖
飛剪齒輪箱上下輸出軸刀頭軸承磨損也會影響刀片讓刀,另外,曲柄搖桿機(jī)構(gòu)中偏心軸和搖桿掛軸等構(gòu)件剛度也會對刀片讓刀起到一定程度的影響。
飛剪原設(shè)計中曲柄搖桿機(jī)構(gòu)全部采用定期手動油脂潤滑,搖桿掛軸和動銷軸處均采用ZQA l9-4 銅瓦,由于銅瓦間隙較大,所以飛剪投用后即有一定的剪切趴頭;使用3個月后,因銅瓦的磨損使得配合間隙越來越大,也就造成剪切趴頭越來越嚴(yán)重。后利用檢修將飛剪拆除運(yùn)回制造廠對搖桿掛軸和動銷軸處作了將銅瓦改進(jìn)為軸承22213CC/W33,搖桿掛軸安裝軸承處由φ80 改為φ65,動銷軸由φ80 改為φ65,維修后的飛剪剪切趴頭狀況明顯好于飛剪剛開始投用時狀態(tài)。經(jīng)過一段時間使用后又出現(xiàn)了一定的剪切趴頭狀況,為了解決趴頭現(xiàn)象,本次檢修解體前先測量上下刀片靜態(tài)側(cè)間隙為0 時最大讓刀量達(dá)8mm,并對上下刀桿、上下?lián)u桿和搖桿掛軸、上下動銷軸和上下輸出軸易磨損進(jìn)行測量和分析,發(fā)現(xiàn)影響讓刀的主要原因是下輸出軸刀頭側(cè)軸承和下刀桿刀頭軸承磨損很大造成的,下輸出軸刀頭側(cè)軸承主要是潤滑系統(tǒng)油液金屬顆粒較多且潤滑系統(tǒng)過濾器維護(hù)嚴(yán)重不足所致,另外,此處箱體密封損壞也導(dǎo)致除鱗噴濺的細(xì)小氧化鐵皮進(jìn)入軸承處加劇了其磨損;下刀桿刀頭軸承磨主要是由于油脂潤滑效果差、通蓋密封損壞除鱗噴濺的細(xì)小氧化鐵皮進(jìn)入所致。此次維修更換了下刀桿刀頭軸承及密封件、下輸出軸刀頭側(cè)軸承及密封件、上下?lián)u桿處所有軸承及密封件、上下?lián)u桿掛軸,堆焊并上鏜床修復(fù)了上下?lián)u桿。此次維修結(jié)束后,剪切趴頭極其輕微甚至無趴頭現(xiàn)象,此時刀片側(cè)間隙為0.15mm,剪切時最大讓刀量為4mm。
3 結(jié)語
曲柄搖桿飛剪剪切趴頭的根本原因在于飛剪剪切過程中刀片出現(xiàn)讓刀所致,而引起刀片讓刀的主要因素四連桿機(jī)構(gòu)轉(zhuǎn)動副磨損,另外,轉(zhuǎn)動支點(diǎn)的變形和桿件的剛度也會導(dǎo)致讓刀現(xiàn)象的產(chǎn)生。減小轉(zhuǎn)動副的磨損既要使用滾動軸承,又要保證滾動軸承的潤滑和密封。
