60t復吹轉爐降低吹煉氧耗工藝實踐
2020-01-04 02:47:54田國高磊李長江李彬王英
新疆鋼鐵 2019年3期
田國,高磊,李長江,李彬,王英
(新疆昆玉鋼鐵有限公司)
1 前言
隨著轉爐技術的不斷突破,轉爐高效性逐步提升。轉爐實現快速、高效生產,冶煉過程中的供氧吹煉工藝是其最重要的一環。降低轉爐吹煉氧氣消耗是實現轉爐達標工序能耗的關鍵項次,而作為供氧設備的氧槍噴頭在整個吹煉過程中起著至關重要的作用,文章介紹了新疆昆玉鋼鐵60t轉爐通過優化改進氧槍噴頭設備參數及工藝技術調整,降低了氧耗,促進了轉爐生產成本的進一步降低。
2 問題的提出
新疆昆玉鋼鐵有限公司制氧機制氧能力基本穩定在7500~8000m3/h,煉鋼廠60t轉爐通過對冶煉周期及生產各要素的優化攻關,產能釋放后,每小時產鋼量達到150t。按照工藝優化前50m3/t的冶煉氧氣消耗核算,每小時用氧量達到7500m3/h,加之連鑄系統鋼坯切割等其它用氧點消耗,制氧機制氧能力只能滿足煉鋼系統氧氣消耗,無法供給煉鐵高爐富氧操作,氧氣消耗不夠用只能使用液氧氣化等手段彌補高爐富氧用氧,不利于生產組織協調及成本優化。
為此,綜合平衡公司能源消耗,結合各個生產系統實際生產負載,將優化降低轉爐吹煉氧氣消耗進一步平衡氧氣消耗,確定為重點控制目標。通過調整轉爐吹煉工藝、優化氧槍噴頭結構、渣化制度的優化及縮短吹煉周期做優化設備運行參數等一系列實踐措施,最終降低了氧氣消耗,促進各用氧系統產能最大、最優化,同時公司產能實現了進一步提升。
3 轉爐吹煉氧耗系統工藝優化實踐
3.1 轉爐氧槍噴頭設備參數優化
轉爐氧槍選型主要根據轉爐生產能力的大小、原料條件和爐氣凈化設備的能力來決定其管徑大小。氧槍噴頭的設計兼顧到轉爐的爐膛高度、直徑大小、熔池深度等參數及氧氣供應情況、前后工序的銜接等因素來確定其孔數、噴頭出口的馬赫數、氧流股直徑和供氧強度。
結合實際情況,煉鋼廠60t轉爐在工藝設計初,選擇氧槍尺寸總長度設計為16.82m,直徑219mm。
氧槍噴頭是供氧系統的核心部位,其設備參數設計是氧槍使用的關鍵。為此,通過現場測量、試驗摸索,積累了大量的使用試驗數據,提出了進一步優化氧槍噴頭的思路。氧槍噴頭的優化調整必須預先確定轉爐的裝入量,兼顧考慮合適的爐容比,還需保持合適的熔池深度。此外,為獲得平穩快速的冶煉反應,必須保持氧氣射流對金屬熔池具有一定的沖擊深度和攪拌強度。鑒于轉爐快節奏、高強度的生產特點,結合60t轉爐的實際生產產能,參數的調整選取了/=0.55的設計參數。

圖1 參數優化后氧槍噴頭尺寸示意圖
噴孔傾角的確定。針對當前使用的4孔噴頭,優化調整了噴孔軸線與噴頭軸線之間的傾角。為避免從噴頭射出的各股射流在到達熔池表面前相交,傾角選取了較大值11.5°。從而保證了氧氣射流的穿透能力、熔池的沖擊面積及射流沖擊區的相互分開。相關的設備參數優化調整詳見表1,圖1。

表1 轉爐氧槍噴頭設計參數調整對比表
氧槍槍頭設計參數調整后進行試驗生產。試驗數據分析見表2。由表2可知對比轉爐來渣時間前移30s,相應吹煉時間縮短0.9min,氧氣消耗降低約2 m3/t,取得了明顯效果。綜合對比情況來看,噴頭優化后綜合使用效果較好。

表2 試樣爐次數據對比
氧槍噴頭調整后,轉爐純吹煉時間由原13.3min/爐縮短為12.4min/爐,平均縮短約1min,提高了轉爐冶煉節奏,轉爐產能得到有效提升。
從實際使用情況看,新氧槍噴頭參數調整后,由于喉口直徑大,加上沖擊面積增大,促使轉爐前期來渣時間提前約30s,前期低溫泡沫渣現象減輕,促進了前期化渣和脫磷脫硫效果,吹煉過程平穩,減少了噴濺、返干現象。
3.2 轉爐吹煉工藝參數優化
轉爐冶煉的整個過程都是伴隨著氧氣吹煉發生固廢的融化、渣化、吸附凈化、氧化及物質的相化轉變。
確定了合適的供氧工藝制度后,轉爐冶煉過程中需要不斷調節氧槍槍位及氧氣流量。通過調節氧槍槍位來控制吹氧脫碳,要求脫碳反應均勻地進行,合理地控制槍位能夠保證碳氧反應的順利進行。控制不僅要考慮到各冶煉時期脫碳反應的特點,而且也要考慮到各時期的化渣、脫硫脫磷的需要和當時爐況等因素。
實際操作運行過程中,通過不斷優化轉爐氧槍槍位距離金屬-鋼渣液面的高度來實現合理的吹煉工藝操控,經試驗摸索優化了轉爐吹煉槍位及流量,要求轉爐開吹流量控制區間15000~15500m3/h,槍位距離液面850mm;過程流量不低于12500m3/h,槍位在1000~1500mm;終點拉碳流量不低于14500m3/h,槍位在850mm以內。
通過上述參數的優化調整,基本達到了吹煉過程碳氧反應平穩、周期縮短、氧氣消耗可控的目標。氧槍流量及槍位調整前后前后對比見圖2、圖3,吹煉工藝調整前后對比見表3。
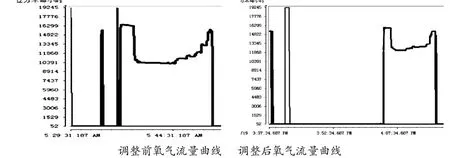
圖2 氧槍流量調整前后對比
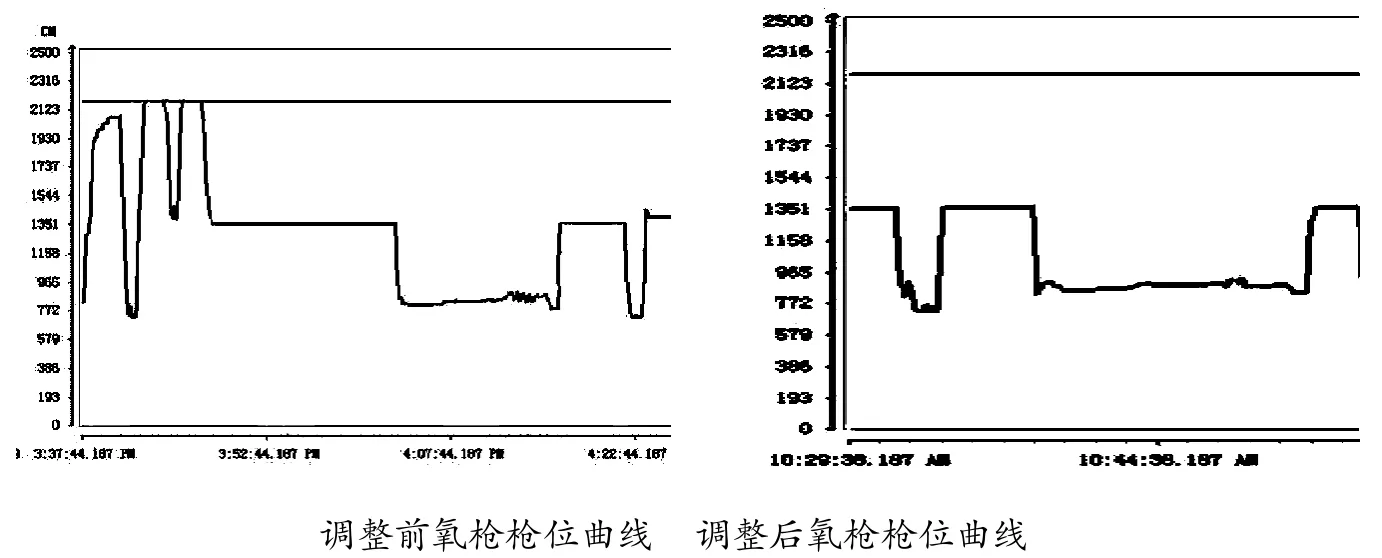
圖3 氧槍槍位調整前后對比
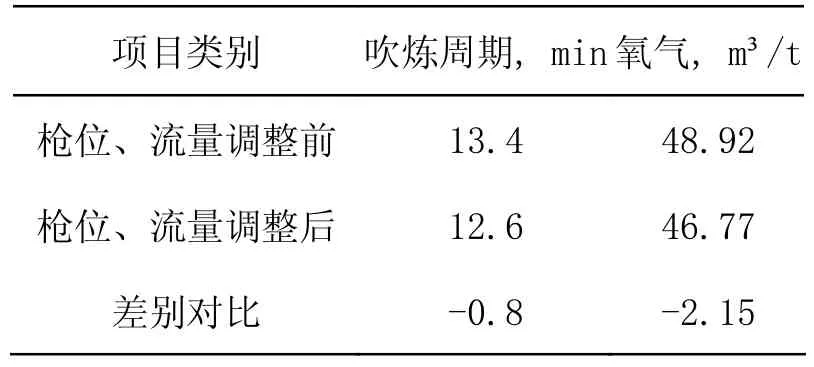
表3 吹煉工藝調整前后試驗爐次數據對比
4 結束語
復吹轉爐吹煉周期決定著轉爐的高效性,昆玉鋼鐵煉鋼廠60t轉爐通過對氧槍系統配置參數的優化調整、轉爐吹煉工藝探索試驗、供氧強度的優化,逐步實現了氧氣消耗<46m3/t的消耗目標,有效降低了煉鋼工序能耗,降低了生產成本。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
