中俄天然氣管道工程全自動不等壁厚焊接工藝研究
2020-01-02 08:45:22張亮,許強
石油工程建設 2019年6期
張 亮,許 強
遼河油田建設有限公司,遼寧盤錦 124012
中俄天然氣管道工程采用φ1 422/1 219 mm 管徑焊接,為國內采用的最大管徑施工工程,連頭作業有自由口連頭、固定口連頭、不等壁厚連頭三種焊接形式,之前均采用焊條電弧焊或RMD 根焊,全自動單槍向上填、蓋焊接的組合形式,無損檢測方式為RT 和PAUT(手動超聲波檢測) 雙檢[1]。不等壁厚連頭焊接時,由于壁厚不同,易導致根焊高度不同;焊條電弧焊或RMD 根焊時,厚壁側極易產生咬邊或未熔合;或因焊接停留時間控制不當出現埋藏性氣孔缺陷;同時內焊道也會與厚壁側內壁母材產生夾角,形成假未熔合現象。無損檢測經常發現根焊RT 檢測氣孔超標、PAUT檢測未熔合超標、層間未熔合超標。由于工程規定根部檢測不合格的不予返修,直接割口處理。為了保證根部焊接一次合格,經不斷實踐發現,氬弧根焊能夠很好地彌補以上缺陷,能得到致密、無飛濺、質量高的焊縫,單側熔合性優于原有工藝。連頭焊接一次合格率由之前的45%提高到目前的96%。固定口連頭不等壁厚焊接采用氬弧打底、全自動填充、蓋面焊接工藝。
1 焊接設備材料
1.1 焊材
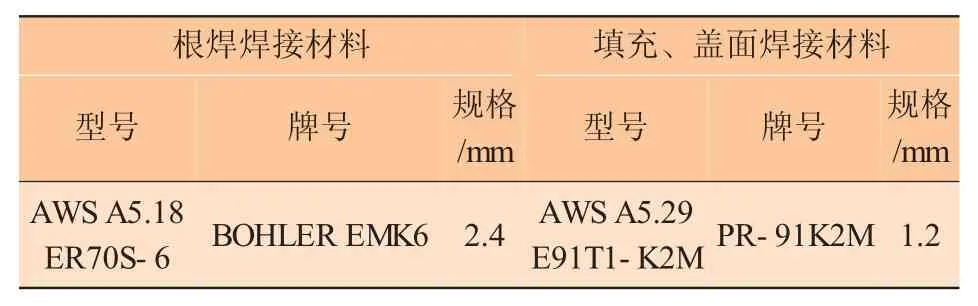
表1 填充材料
1.2 焊接設備
焊接設備見表2。
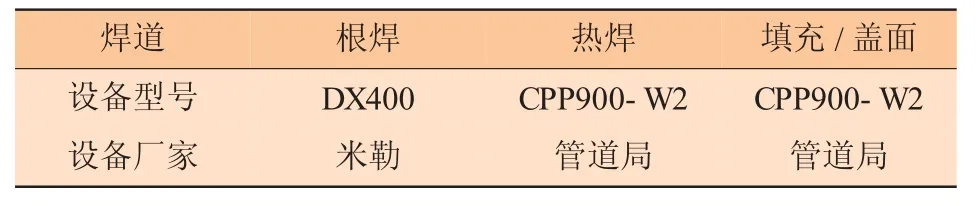
表2 焊接設備
1.3 氣體
根焊焊接保護氣為Ar 氣,純度≥99.99%。熱焊、填充、蓋面(以下簡稱“外焊”) 焊接保護氣體為混合氣,配比為:80%Ar + 20%CO2,CO2氣體純度>99.5%,Ar 氣純度≥99.96%。
2 焊接工藝
2.1 坡口形式
以管壁厚25.7 mm 和30.8 mm 的不等壁厚連頭焊接為例,其不等壁厚的對接形式如圖1 所示。坡口面角度:β=14°~30°,α=22°~25°;鈍邊p:(1.6±0.4) mm;坡口型式:V 型坡口,對接接頭形式;對口間隙b:3.5~4.5 mm;對口錯邊:≤2.5 mm;余高:宜為0~2.0 mm,局部不大于3.0 mm 且長度≤50 mm;蓋面焊縫寬:坡口上口每側增寬0.5 ~2.0 mm;焊接層數(φ1 422 mm×25.7 mm 管道):根焊1 層、熱焊1 層、填充焊7層、蓋面焊2 道排焊。
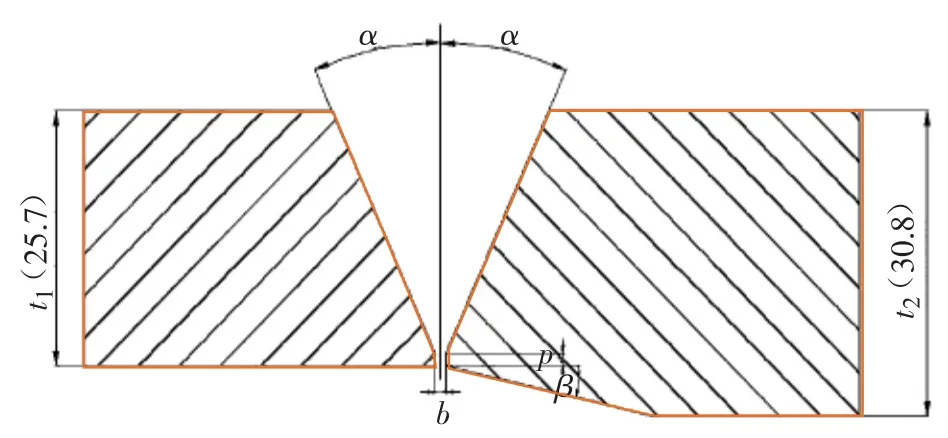
圖1 不等壁厚對接形式
2.2 焊前準備
采用外對口器組對,錯邊量不大于管壁厚的1/8,且小于2.0 mm。電感應或電加熱預熱,預熱溫度100~150 ℃,加熱寬度為坡口兩側各75 mm,層間溫度60~150 ℃,在距管口25 mm 處均勻選取圓周上4 點進行測溫。施工環境:溫度≥30 ℃,相對濕度≤90%,根焊風速≤2 m/s,外焊風速≤2 m/s。
2.3 焊接工藝參數(見表3)
2.4 根焊程序要求
2.4.1 焊前準備
(1) 檢查焊接設備所有的接頭是否牢固。氣體及冷卻系統等的接頭必須牢固,螺紋部位要鎖緊,以防漏電、漏氣或漏水,造成觸電及機件損壞。為防止觸電,必須安裝接地線。檢查焊接極性是否為直流正接。

表3 焊接工藝參數
(2) 由于屬于野外施工,為了減少成本,方便施工,氬弧焊根焊用土把焊接。焊接時,為降低氬氣的消耗量,依接頭形狀選用適用瓷嘴,一般選4#或者6#直徑開口的槍嘴,降低氣體流失。焊接時需要搖槍,由于管徑壁厚較大,前端加長的氬弧瓷嘴不宜太粗,以免造成搖擺焊槍不便,形成未熔、內凹、塌陷、咬邊等缺陷。土把焊接起弧采用鎢極與焊絲之間劃擦引弧,以防止夾鎢。不用焊槍時,應將其懸掛于吊架上,以防瓷嘴摔壞,同時將氣閥關閉,減少氣體浪費。
(3) 鎢棒尖端的加工形狀如圖2 所示。磨削鎢棒應順縱長方向研磨,不可沿圓周方向研磨,否則會造成研磨痕跡,易染污焊道。

圖2 鎢極打磨形狀
(4) 氬氣瓶、壓力表、流量計及氬弧焊機禁止沾上機油,以防止燃燒而引起爆炸。將氬氣壓力調到5~10 MPa 后,為防止氣表不準或者氣路有漏氣,將瓷嘴側對著臉或者手背清拂感受氣流大小,最終確定其流量大小。
2.4.2 焊接操作要點
(1) 對口間隙為3.5~4.5 mm,外焊設備的穿透力較強,為防止熱焊時產生燒穿、燒熔現象,根焊的厚度控制在6~8 mm。
(2) 焊接時,鎢極伸出長度為8~12 mm,以保持電弧的穩定性。仰位焊接時容易形成背面咬邊或凹陷,焊接時往根部多送絲。立位焊到平焊時容易產生過瘤,焊接時控制焊絲的位置,保證熔合不出問題的情況下多往外送一些。同時也可以擺到坡口壁上分散熔池的熱量,以防止過瘤。
(3) 焊接時,壁厚較大的一側可稍多停留并多送點焊絲,防止咬邊或焊縫低于母材。
(4) 土槍收弧沒有電流衰減功能,收弧極易產生縮孔。收弧時,將電弧帶到坡口壁上,等熔池的熱量完全到達坡口壁時再收弧。
2.5 外焊程序要求
2.5.1 外焊參數 (見表4)
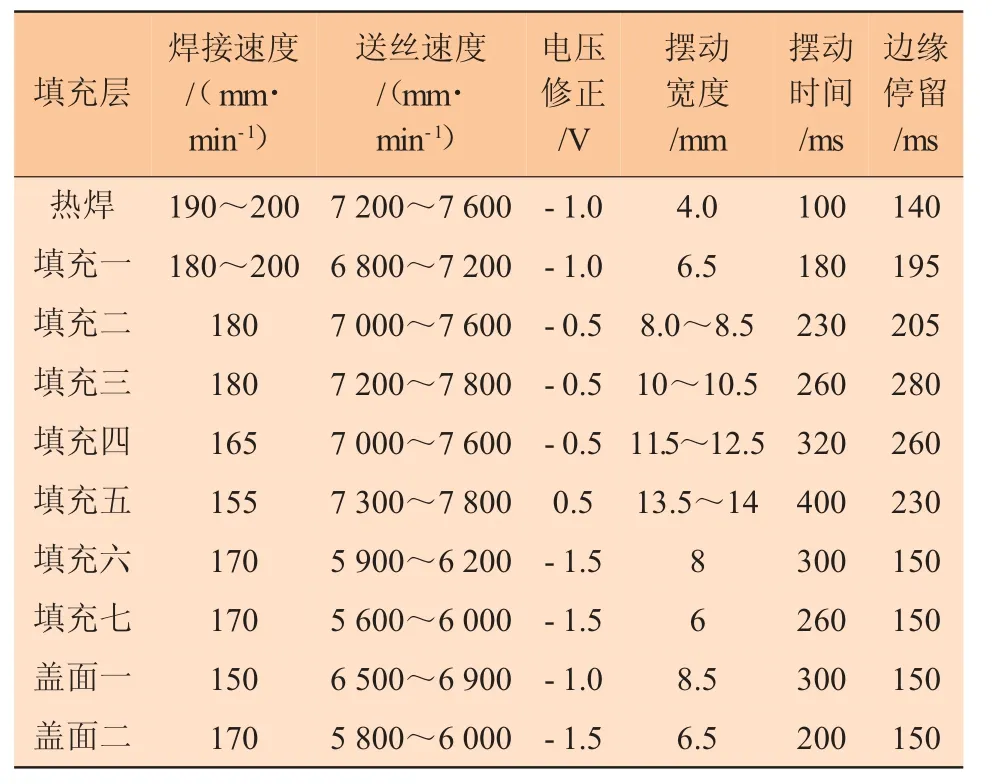
表4 外焊參數
2.5.2 焊前檢查
(1) 外焊前需檢查設備。檢查焊絲盤是否能夠正常出絲;將氣帶里的空氣排凈;檢查氣表是否加熱,防止氣瓶中流出的CO2氣體在氣化和減壓過程中由于溫度降低使內含水分結冰而凍結氣路,氣瓶出口處加預熱器(與流量計一體)。
(2) 設備啟動前,應檢查指示儀表、開關和電源極性。
(3) 焊接前需試焊接,將信號反饋到控制箱的同時,觀察焊接速度、擺寬、擺頻、邊緣停留是否與該層焊道相匹配。
2.5.3 焊接操作要點
(1) 各層焊接需注意電弧到坡口兩側的熔合、電弧的高低。外焊焊接層數具體由坡口寬度決定,一般為熱焊和7 層填充,蓋面為雙排道焊接,若焊口過寬則用填充6 和填充7 反復雙排道焊接。
(2) 焊絲干伸長度為10~15 mm,由于軌道的接縫處沒有墊片,該位置比垂直方向最高點低15~20 mm,焊接時注意調整焊絲的高低,以免因為焊槍過低燒導電嘴,使導電嘴材料熔于母材,出現滲銅、氣孔缺陷。若抬槍過高,氣體保護不到位出現氣孔,同時電流、電壓變小出現未熔夾渣缺陷。
(3) 焊接地線放置在坡口內,宜用卡具使地線與被焊鋼管牢固接觸,避免產生電弧灼傷母材。焊接地線末端必須露出金屬光澤,保證其導電性,避免因電流、電壓不足產生大的飛濺或熔合不好。
(4) 為防止延時送氣造成的氣孔缺陷,起弧前宜將焊絲端部去除約10 mm。
(5) 焊接過程中發現層(道) 間焊接缺陷,應采用打磨、焊接等方式立即進行修補,修補焊接時,應將缺陷完全去除,并采用原焊接工藝進行修補。修補焊接過程中應保證層(道) 間滿足焊接工藝規程要求。當焊接所用保護氣體瓶內壓力低于0.98 MPa 時,應及時更換,以防止因氣壓不足產生氣孔。
3 焊接性能評定
通過進行焊接工藝評定試驗,確認該種焊接工藝能夠確保焊接質量,焊接接頭的使用性能符合設計要求。
3.1 環焊焊口檢測項目
環焊焊口檢測項目包括:室溫拉伸試驗[2](Rm、斷裂位置)、-20℃夏比沖擊試驗[3](KV2)、刻槽錘斷試驗[4]、彎曲試驗[5]、金相檢驗[6]和硬度試驗[7]。
3.2 取樣
取樣位置示意如圖3 所示。
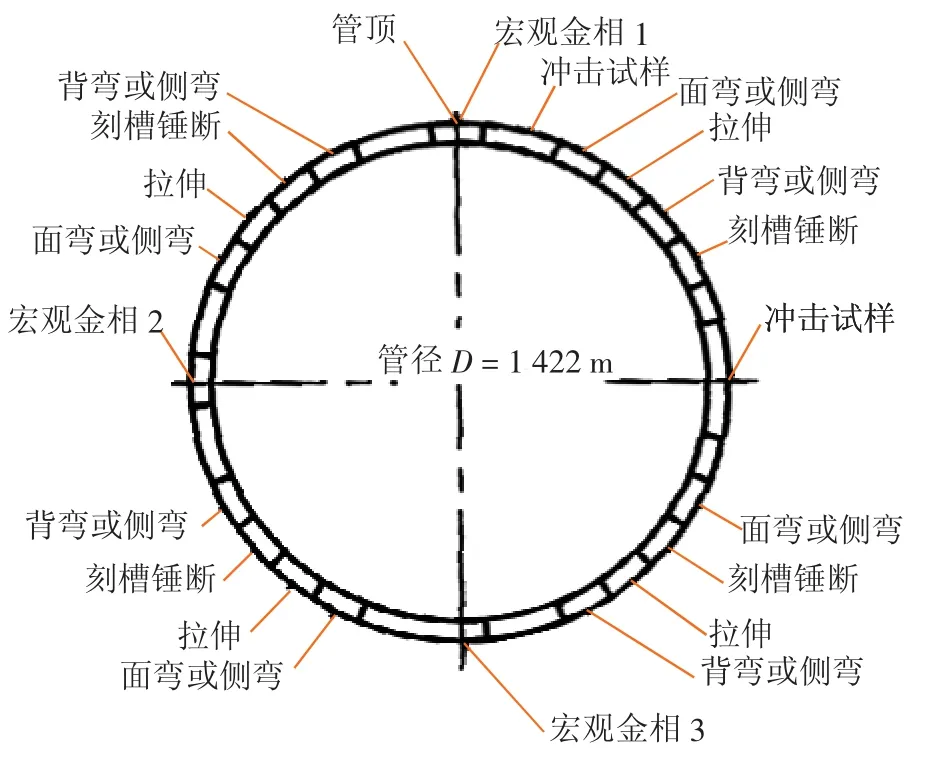
圖3 取樣位置示意
3.3 檢測結果
3.3.1 拉伸試驗 (室溫)
拉伸試驗(室溫) 評判依據為:每個帶焊縫的拉伸試樣的抗拉強度應大于或等于管材規定的最小抗拉強度(Rm≥625 MPa),但不需要大于或等于管材的實際抗拉強度[2]。拉伸試驗所用試樣規格為25.7 mm×25 mm,結果見表5,拉伸試驗斷后試樣照片見圖4。
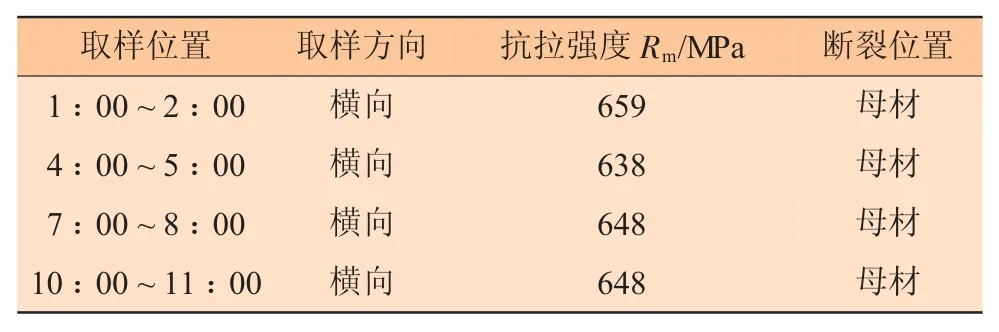
表5 拉伸試驗結果

圖4 拉伸試驗斷后試樣照片
3.3.2 夏比沖擊試驗 (-20 ℃)
夏比沖擊試驗評判依據為:吸收能量KV2(單值) ≥38 J[3],吸收能量KV2(平均值) ≥50 J。夏比沖擊試驗所用試樣的規格為10 mm×10 mm×55 mm(V 型),結果見表6,沖擊試驗斷后試樣照片見圖5。
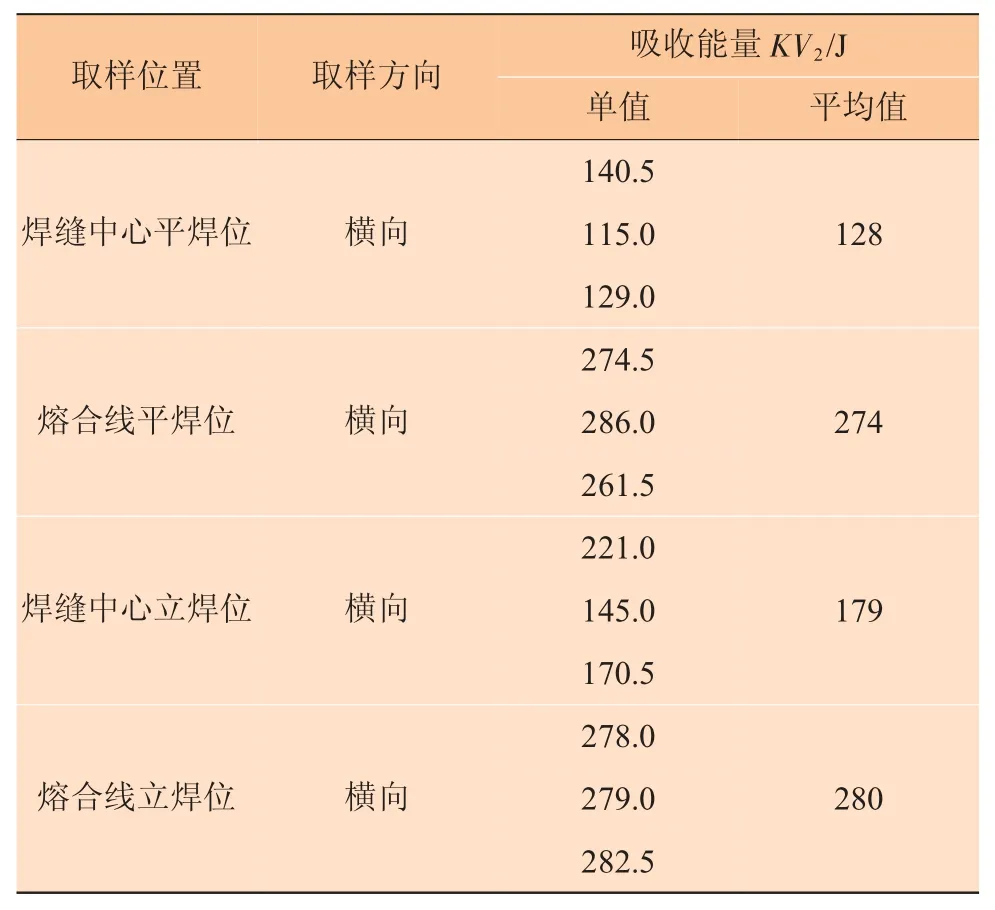
表6 夏比沖擊試驗結果
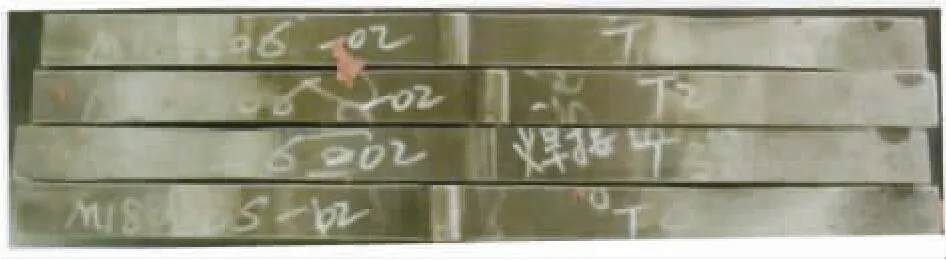
圖5 沖擊試驗斷后試樣照片
3.3.3 彎曲試驗
彎曲試驗評判依據為:試樣拉伸彎曲表面上的焊縫和熱影響區所發現的任何方向上的任一裂紋或其他缺陷尺寸不應大于鋼管公稱壁厚的1/2,且不大于3 mm。除非發現其他缺陷,由試樣邊緣上產生的裂紋長度在任何方向不應大于6 mm[4]。彎曲試驗所用試樣規格為25.7 mm×13 mm,結果見表7,彎曲試驗后試樣照片見圖6。
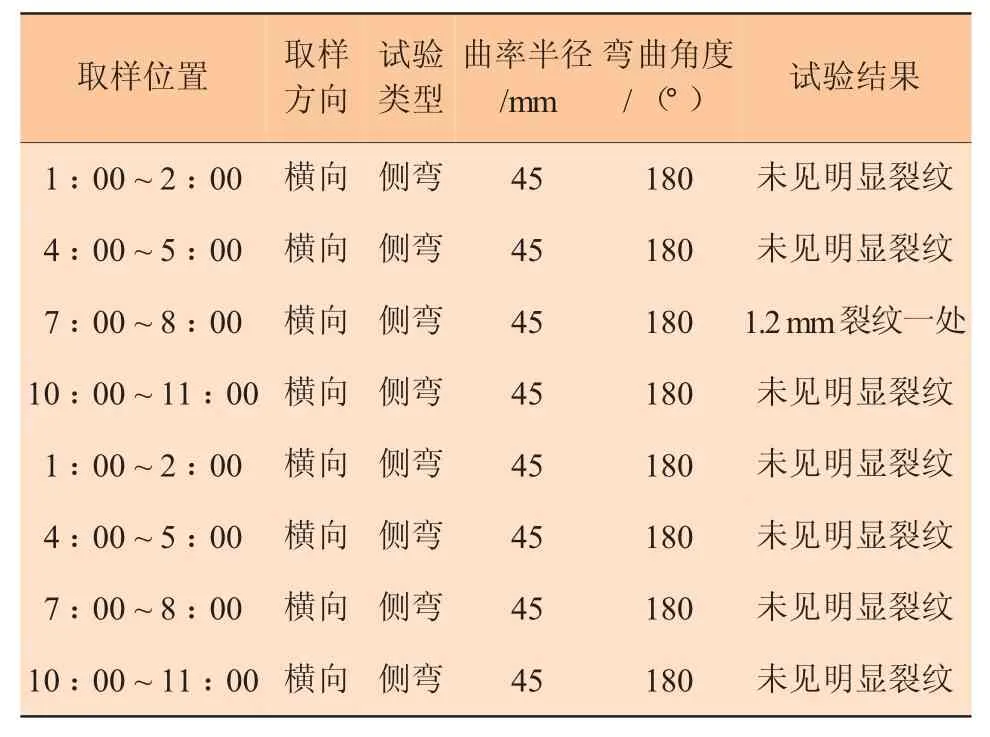
表7 彎曲試驗結果

圖6 彎曲試驗后試樣照片
3.3.4 刻槽錘斷試驗
刻槽錘斷試驗的評判依據為:每個刻槽錘斷試樣的斷裂面應完全焊透和熔合;任何氣孔的最大尺寸應不大于1.6 mm,且所有氣孔的累計面積應不大于斷裂面積的2%;夾渣深度應不超過0.8 mm,長度應不大于鋼管公稱壁厚的1/2,且小于3 mm;相鄰夾渣之間至少應有13 mm 無缺陷的焊縫金屬[4]。刻槽錘斷試驗所用試樣規格為25.7 mm×25 mm。試驗結果見表8,試驗后試樣照片見圖7。

表8 刻槽錘斷試驗結果
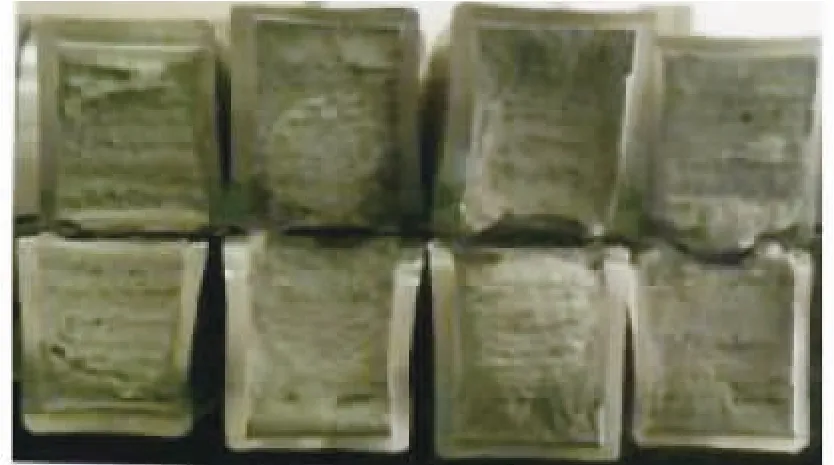
圖7 刻槽錘斷試驗后試樣照片
3.3.5 金相試驗
金相試驗評判依據為:試樣的焊縫截面不應有裂紋和未熔合,并應滿足“刻槽錘斷試驗”的要求,且實際焊接層數和道數滿足焊接工藝規程(最少10 層11 道) 的要求[6]。金相試驗結果見表11。
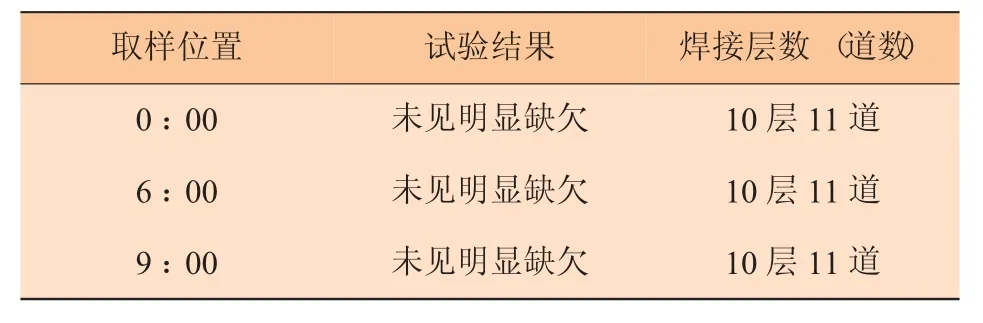
表9 金相試驗結果
3.3.6 硬度試驗
硬度試驗評判依據為:維氏硬度值≤300[7]。硬度試驗結果見表10。
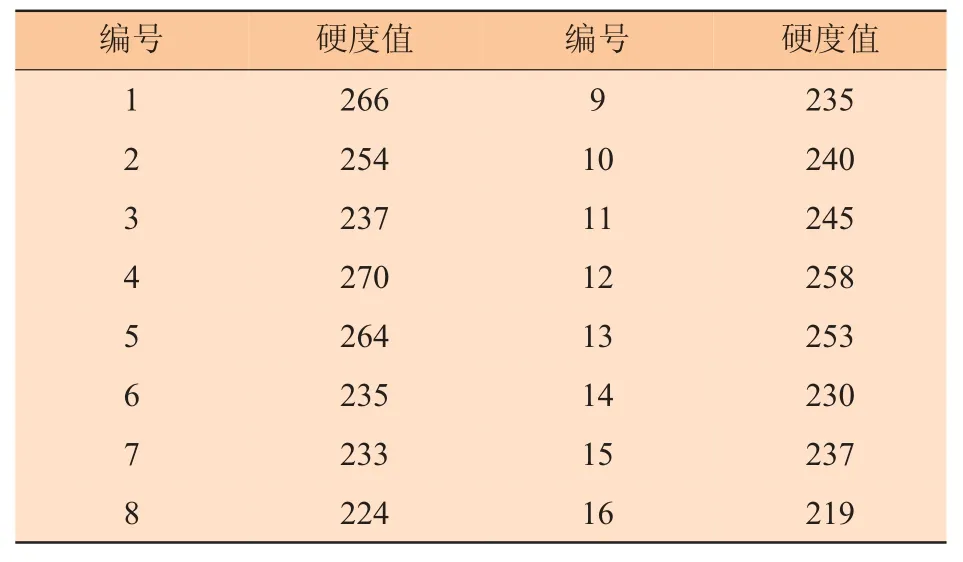
表10 硬度試驗結果
4 結束語
該工藝已在中俄天然氣東線管道工程連頭施工中得到較好應用。本文設定的焊接工藝參數僅針對固定規格管口的焊接,其他規格管徑施焊需根據現場施工情況進行調節。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24