水性貼面超纖革生產(chǎn)工藝探究
2020-01-02 01:34:58王霏霏馮國(guó)飛王樂(lè)智
山東紡織科技 2019年6期
王霏霏,馮國(guó)飛,王樂(lè)智
(山東同大海島新材料股份有限公司,山東 濰坊 261300)
1 引言
超細(xì)纖維合成革無(wú)論在外觀、手感還是內(nèi)部結(jié)構(gòu)上已經(jīng)非常接近天然皮革,是天然皮革目前最理想的代替產(chǎn)品,其市場(chǎng)占有率每年按照20%的速度遞增。隨著技術(shù)水平不斷提高,中、高端超細(xì)纖維合成革系列產(chǎn)品層出不窮,應(yīng)用領(lǐng)域不斷擴(kuò)大。但是傳統(tǒng)超纖革貼面為油性聚氨酯貼面,成品中有一定的有害化學(xué)品殘留,會(huì)對(duì)環(huán)境和人體健康造成影響,而水性貼面無(wú)此缺點(diǎn),因此該工藝使超細(xì)纖維合成革生產(chǎn)技術(shù)水平大幅提升,有利于提高產(chǎn)品在國(guó)內(nèi)外市場(chǎng)的競(jìng)爭(zhēng)力,對(duì)減少污染、生態(tài)保護(hù)等方面起積極作用,還可避免有機(jī)溶劑殘留對(duì)人身造成傷害[1]。
水性聚氨酯貼面是一種環(huán)保的貼面方式,很多工廠都有生產(chǎn)線,但由于水性聚氨酯本身性質(zhì)的問(wèn)題,生產(chǎn)工藝較難控制。本文主要分析了本公司現(xiàn)用水性貼面工藝的操作要點(diǎn)、生產(chǎn)過(guò)程中工藝條件以及產(chǎn)品表面效果、手感狀態(tài)和性能指標(biāo)等,為相關(guān)行業(yè)提供參考。
2 試驗(yàn)部分
2.1 試驗(yàn)材料
超細(xì)纖維合成革(工業(yè)品,山東同大海島新材料股份有限公司);H-208、H-320(工業(yè)品,臺(tái)州宏得利樹(shù)脂有限公司);水性色漿SPU-908(工業(yè)品,嘉興三寶有限公司)。
2.2 試驗(yàn)設(shè)備
干法生產(chǎn)線(常州機(jī)械設(shè)備有限公司制造);電子天平(FA2004,上海舜宇恒平有限公司);自動(dòng)粘度測(cè)定儀(NCY-2,上海思爾達(dá)有限公司);GT-AI-3000 U60系統(tǒng)拉力機(jī)(上海高鐵檢測(cè)儀器有限公司);透濕系數(shù)檢測(cè)儀(GT-7005-EV,上海高鐵檢測(cè)儀器有限公司);皮革動(dòng)態(tài)防水試驗(yàn)機(jī)(GT-7071-DW,上海高鐵檢測(cè)儀器有限公司)。
3 工藝參數(shù)及技術(shù)措施
3.1 試驗(yàn)漿料配比及貼面工藝
水性樹(shù)脂的配制與油性產(chǎn)品不同,在使用過(guò)程中需添加不同種類(lèi)的助劑,助劑的添加有一定的要求。要求助劑在調(diào)配過(guò)程中,邊攪拌邊加入,攪拌轉(zhuǎn)速由慢到快,避免快速攪拌過(guò)程中進(jìn)入氣泡,影響表面效果。表1為本公司生產(chǎn)工藝配比。
漿料粘度過(guò)高或過(guò)低對(duì)操作以及產(chǎn)品性能有較大影響。粘度太高漿料的流動(dòng)性較差,表面的平整度欠佳;粘度太低操作性較差,在離型紙上的成膜性較差。
涂覆間隙決定上漿量以及產(chǎn)品的手感,水性聚氨酯的成膜性較溶劑型略差。經(jīng)過(guò)不同涂覆間隙的試驗(yàn)對(duì)比,發(fā)現(xiàn)間隙過(guò)小的產(chǎn)品的成膜性較差,遮蓋力較差,表面效果欠佳;太大會(huì)導(dǎo)致烘干過(guò)程中裂面,水分揮發(fā)不完全,內(nèi)部形成針孔和氣泡對(duì)產(chǎn)品的性能指標(biāo)產(chǎn)生影響。此外,會(huì)使生產(chǎn)線烘燥長(zhǎng)度受限,綜合考慮,涂覆間隙控制在0.15 mm左右。
3.2 生產(chǎn)過(guò)程生產(chǎn)線工藝參數(shù)
水性貼面的作用機(jī)理是水性聚氨酯分子間的極性基團(tuán)依靠?jī)?nèi)聚力和黏著力在分子間相互碰撞、聚集,分子鏈上的氨基、羧基等基團(tuán)達(dá)到一定溫度從而分子間相互交聯(lián),固化形成致密的聚氨酯薄膜[2]。
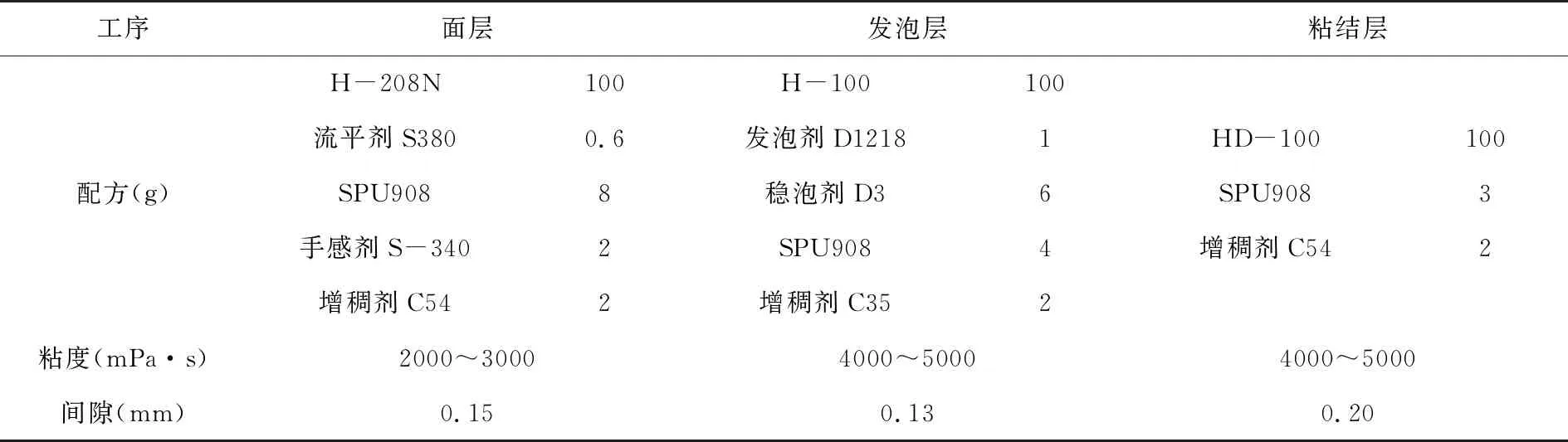
表1 水性漿料工藝配比
水性聚氨酯的特性要求烘箱溫度不能太高且有梯度變化,逐步升高可以更好地達(dá)到干燥效果,避免生產(chǎn)過(guò)程中溫度影響成膜效果。烘干初始溫度太低,設(shè)備烘房太長(zhǎng),設(shè)備不能滿(mǎn)足生產(chǎn),影響效果;若初始溫度太高漿料表面水份迅速揮發(fā),表面先固化成膜,會(huì)阻礙膜內(nèi)部水分向外揮發(fā),同時(shí)高溫又會(huì)使?jié){料內(nèi)部未揮發(fā)水分的部分相互作用加快,造成表面形成的聚氨酯薄膜出現(xiàn)針孔、氣泡或裂紋等異常現(xiàn)象[3]。本公司使用的是三涂四烘生產(chǎn)線,根據(jù)水性聚氨酯的性質(zhì)進(jìn)行控制,調(diào)節(jié)生產(chǎn)過(guò)程中的烘燥溫度、風(fēng)機(jī)轉(zhuǎn)速等參數(shù),表2為本公司的生產(chǎn)參數(shù)表。
面層水性聚氨酯刮涂完成后,進(jìn)入烘箱溫度選擇65℃,逐步升高80℃,第三區(qū)為105℃,15米烘房,3 min~4 min完成烘燥,既可以適應(yīng)生產(chǎn)線要求,又能保證產(chǎn)品效果。當(dāng)然不同的產(chǎn)品有不同的參數(shù)要求,要根據(jù)產(chǎn)品性能、原材料特性以及生產(chǎn)線的實(shí)際情況確定相應(yīng)的生產(chǎn)溫度工藝。
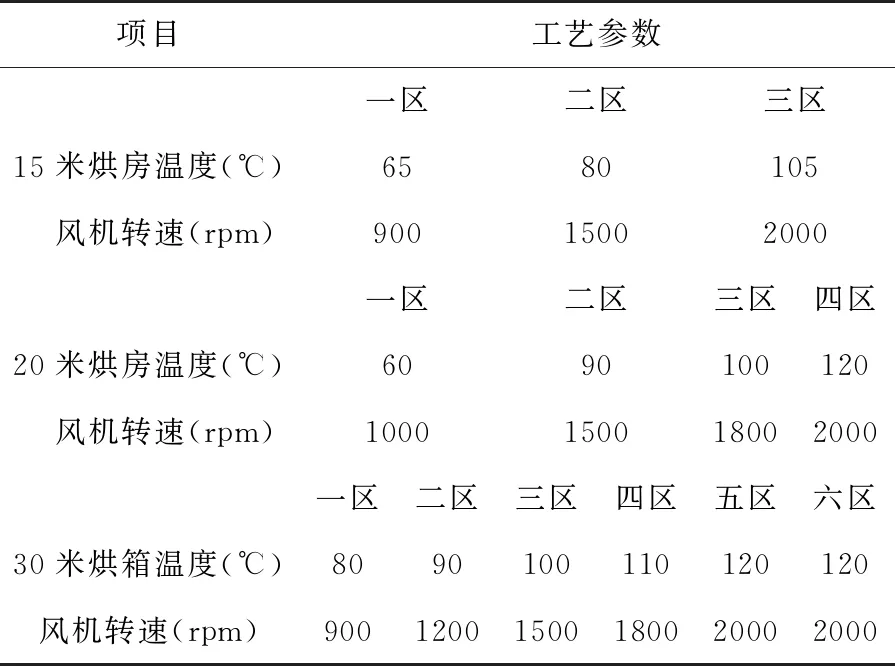
表2 烘燥溫度及風(fēng)機(jī)轉(zhuǎn)速
3.3 貼合工藝對(duì)產(chǎn)品性能的影響
貼合工序是底層漿料刮涂完成后與基布進(jìn)行貼合,需控制貼合狀態(tài)和貼合間隙。常規(guī)油性貼面使用半干貼、全濕貼、偏干帖以及偏濕貼等狀態(tài),根據(jù)產(chǎn)品的種類(lèi)及物性要求進(jìn)行調(diào)整,貼合輥間隙為基布厚度的70%~80%。
考慮水性聚氨酯漿料的特性以及車(chē)間生產(chǎn)線的條件,采用偏濕貼,貼合間隙與基布厚度一致,貼合壓力不宜太高。因?yàn)樗詽{料的粘度較低,流動(dòng)性較好,如貼合間隙太小,容易出現(xiàn)漿料堆積,隨基布流動(dòng),影響表面紋路效果以及與基布的粘合效果等。同時(shí)水性貼合狀態(tài)對(duì)產(chǎn)品的手感、剝離強(qiáng)度等指標(biāo)影響較大。濕貼產(chǎn)品手感較硬,由于漿料滲透基布較多,剝離強(qiáng)度會(huì)高一點(diǎn),整體手感效果會(huì)略差。偏干貼會(huì)導(dǎo)致產(chǎn)品物理性能下降,影響產(chǎn)品的使用[4]。
經(jīng)綜合分析采用以下工藝:貼合間隙與基布厚度一致,貼合狀態(tài)偏濕貼,貼合前烘燥溫度與風(fēng)機(jī)轉(zhuǎn)速見(jiàn)表3。
4 結(jié)果與討論
4.1 產(chǎn)品性能檢測(cè)與參照標(biāo)準(zhǔn)
參照皮革檢測(cè)法[5]對(duì)樣品增厚率及軟度進(jìn)行測(cè)定;使用GT-AI-3000 U60系統(tǒng)拉力機(jī),按照QB/T 2780—2006《鞋面用聚氨酯人造革》測(cè)試樣品的力學(xué)性能;分別采用透濕系數(shù)檢測(cè)儀GT—7005—EV和皮革動(dòng)態(tài)防水試驗(yàn)機(jī)GT—7071—DW按照標(biāo)準(zhǔn)BS EN ISO 20344:2011 “Personal protective equipment-Test methods for footwear”測(cè)試樣品的吸水率和透水汽性。
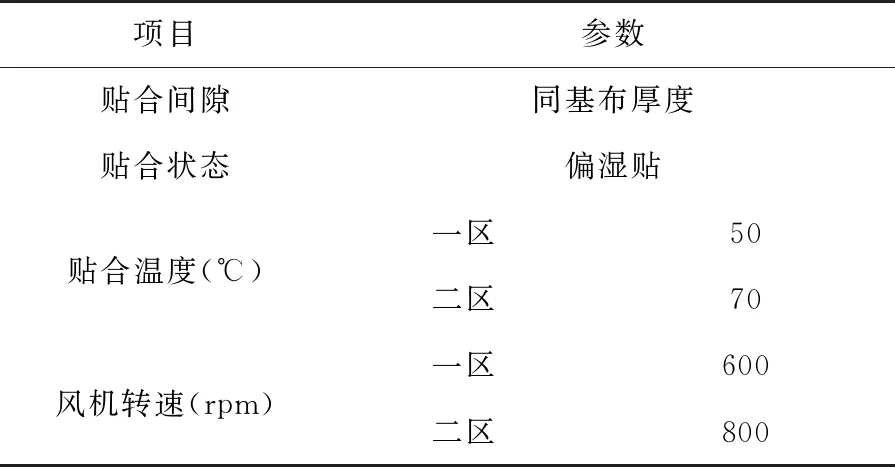
表3 貼合工藝條件
4.2 力學(xué)性能分析
表4是水性與油性貼面成品的力學(xué)性能對(duì)比數(shù)據(jù)。
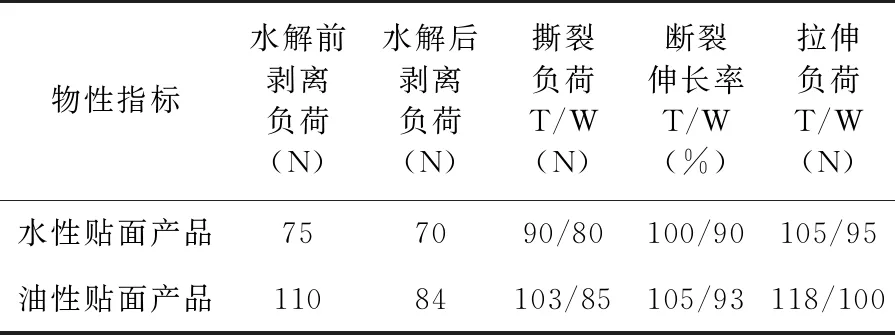
表4 水性貼面與油性貼面性能對(duì)比
從表4可知,水性貼面產(chǎn)品的力學(xué)性能較油性貼面產(chǎn)品略低,主要是剝離強(qiáng)度相差較大,但仍可達(dá)到超纖革產(chǎn)品性能指標(biāo)。
4.3 其他性能分析
表5是水性貼面與油性貼面產(chǎn)品吸水率、透水汽性以及透氣性對(duì)比。
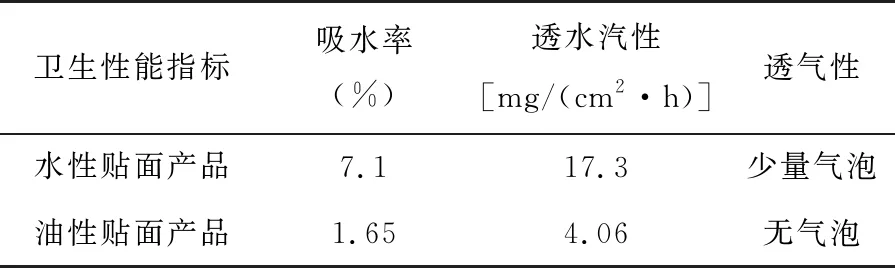
表5 水性貼面產(chǎn)品與油性貼面產(chǎn)品吸水率等性能對(duì)比
從表5可知,水性貼面產(chǎn)品的吸水率、透水汽性及透氣性較油性要好,這主要是受水性聚氨酯中親水基團(tuán)羥基等的影響。
表6是兩者軟度、有機(jī)溶劑殘留和氣味性的對(duì)比。
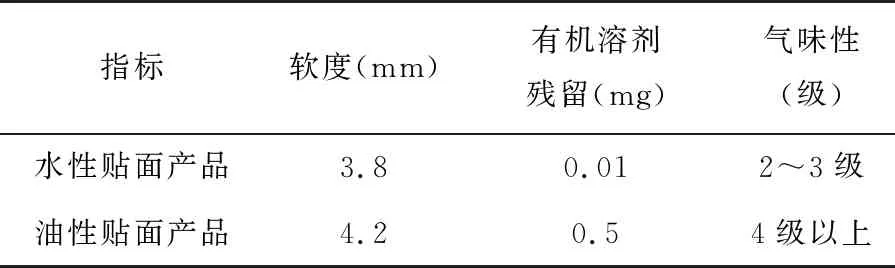
表6 其他指標(biāo)對(duì)比
由表6可知,水性貼面產(chǎn)品的軟度略低,手感較油性貼面略硬,這是因?yàn)槭芩跃郯滨サ挠绊懀澈闲苑矫孑^油性聚氨酯略差,因此在貼合狀態(tài)方面偏濕,導(dǎo)致產(chǎn)品的手感偏硬。但其在有機(jī)溶劑殘留和氣味性方面遠(yuǎn)優(yōu)于油性貼面。氣味性在汽車(chē)革等產(chǎn)品方面有較高要求,因此水性貼面有較大的市場(chǎng)應(yīng)用前景。
5 結(jié)語(yǔ)
本文主要探究了本公司現(xiàn)有生產(chǎn)線的水性貼面工藝參數(shù),在具體生產(chǎn)中仍需要技術(shù)員根據(jù)不同情況進(jìn)行調(diào)節(jié)。水性貼面產(chǎn)品某些性能雖然不如油性產(chǎn)品,但其成功應(yīng)用對(duì)綠色清潔化生產(chǎn)有重要的推動(dòng)作用,具有很好的發(fā)展前景。
猜你喜歡
青少年科技博覽(中學(xué)版)(2023年10期)2023-12-17 12:06:27
保健與生活(2021年1期)2021-02-04 07:47:02
山東冶金(2019年6期)2020-01-06 07:45:54
散文詩(shī)世界(2019年10期)2019-09-10 07:22:44
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
絲綢(2014年3期)2014-02-28 14:54:51
玩具(2009年10期)2009-11-04 02:33:14