燃汽輪發電機轉子銅排失效分析
2019-12-31 08:59:26吳雙輝
上海大中型電機 2019年4期
關鍵詞:焊縫
吳雙輝
(哈爾濱電機廠有限責任公司,黑龍江哈爾濱 150040)
0 引言
銅排是汽輪發電機轉子線圈的重要部件,在燃汽輪發電機中主要起到導電和通風冷卻的作用。轉子線圈銅排采用銀基釬焊的方式將直線段和端部彎端組成整圓的結構,銅排原材料和焊接質量是直接影響機組安全運行的重要因素[1-2]。
某燃汽輪發電機組在投入運行1年后,8號線圈第11、12匝勵端180°極心焊口部位燒熔斷路,機組被迫停機。如圖1所示,轉子線圈銅排8號線圈2根完全熔斷,表面發生氧化變色。
銅排材質類似于T2純銅,冷拉態供貨,選用的釬料為BCu80PAg,熔點為740~815 ℃,銅排焊接采用中頻感應釬焊,焊接輸出電流為68 A,輸出電壓為700 V,輸出功率為40 kW,加熱時間為80 s。為找出轉子線圈銅排失效原因,對原材料及焊接接頭化學成分、力學性能、金相組織、斷口進行綜合性分析。
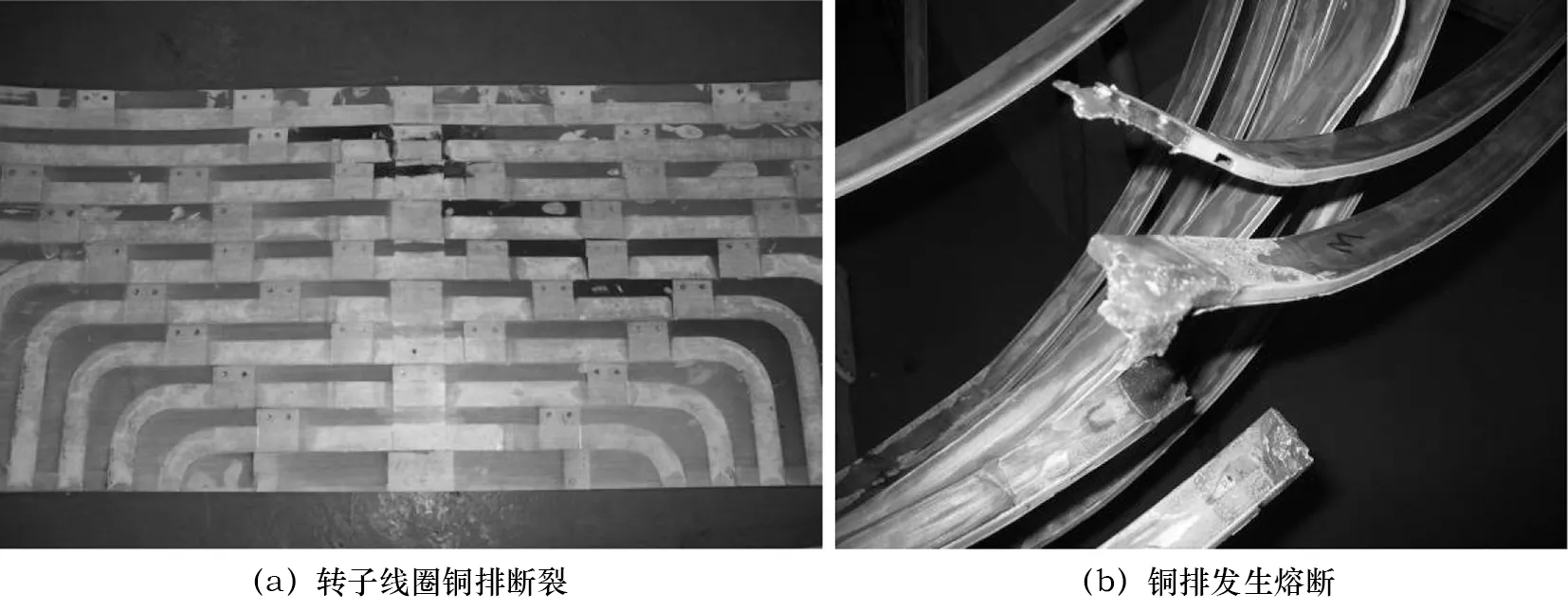
圖1 轉子線圈銅排失效實物
1 理化檢驗與分析
1.1 化學成分
在8號線圈上取樣分別對銅排原材料及焊接接頭釬料成分進行化學成分分析,結果顯示釬焊焊縫主要成分是P、Ag、Cu三種成分,其中釬焊焊縫Cu含量略高于釬料,P、Ag含量不同程度地略低于釬料成分要求。這是由于釬焊過程中母材和釬料之間的溶解與擴散,改變了釬焊焊縫的成分,使得與釬料本身成分有一定的差別。銅排母材的成分分析表明,母材成分滿足技術要求。檢驗結果見表1。
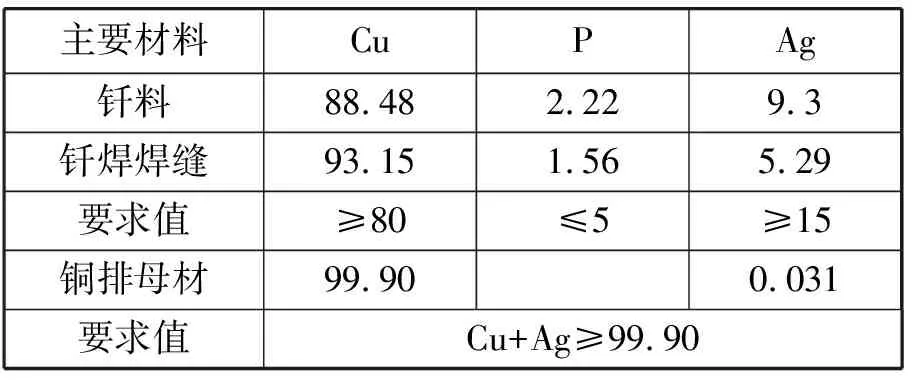
表1 化學成分 (wt%)
1.2 力學性能
在銅排焊接位置以焊接接頭為中心對稱截取400 mm長試料,加工出2件拉伸試樣和1件彎曲試樣,試驗數據見表2。試驗結果表明:焊接接頭的強度很低,塑性較差,遠低于銅排本體性能,彎曲試樣彎曲到約20°時即發生斷裂。從拉伸斷口可以看出,1#和2#拉伸試樣斷裂部位均在焊縫處,且均未出現頸縮現象,斷口平齊,1#試樣斷口形貌顯示釬料填充不足,焊料稀少,2#試樣斷口上雖然有較多的焊料,但釬焊縮孔嚴重,并且局部存在無釬料潤濕現象;彎曲試樣斷裂位置位于焊縫處,斷口平齊,斷口釬料少,填充不足。力學性能結果表明:釬焊接頭質量較差,焊縫強度低于母材強度是導致拉伸和彎曲時在焊縫處斷裂的直接原因。

表2 力學性能
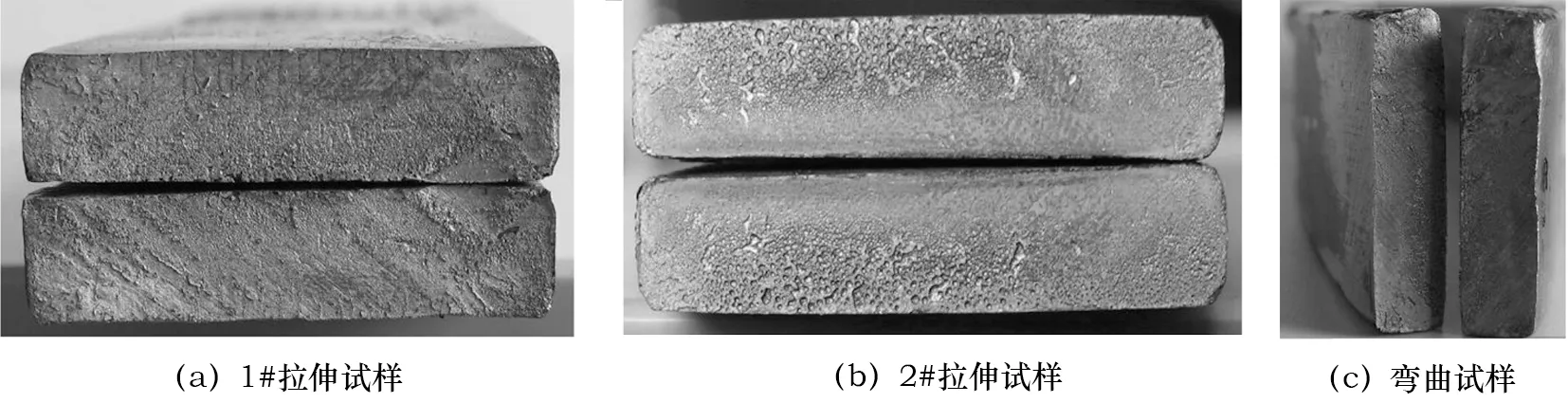
圖2 斷裂的拉伸和彎曲試樣
1.3 金相組織
在銅排本體、熔斷面附近和釬焊焊縫上分別取樣進行金相組織分析,用5%高氯化鐵溶液腐蝕試樣,在PMG3型光學顯微鏡下進行觀察及分析。三個位置的金相組織均為α單相固溶體,晶粒平均直徑略有不同,銅排本體晶粒平均直徑0.045 mm,見圖3(a),符合技術要求(晶粒平均直徑0.025~0.050 mm);熔斷面附近晶粒平均直徑增大到0.065 mm,見圖3(b);釬焊焊縫兩邊熱影響區晶粒平均直徑增大到0.075 mm,熔合線處未見裂紋,但在焊縫里有大量縮孔存在,見圖3(c)。
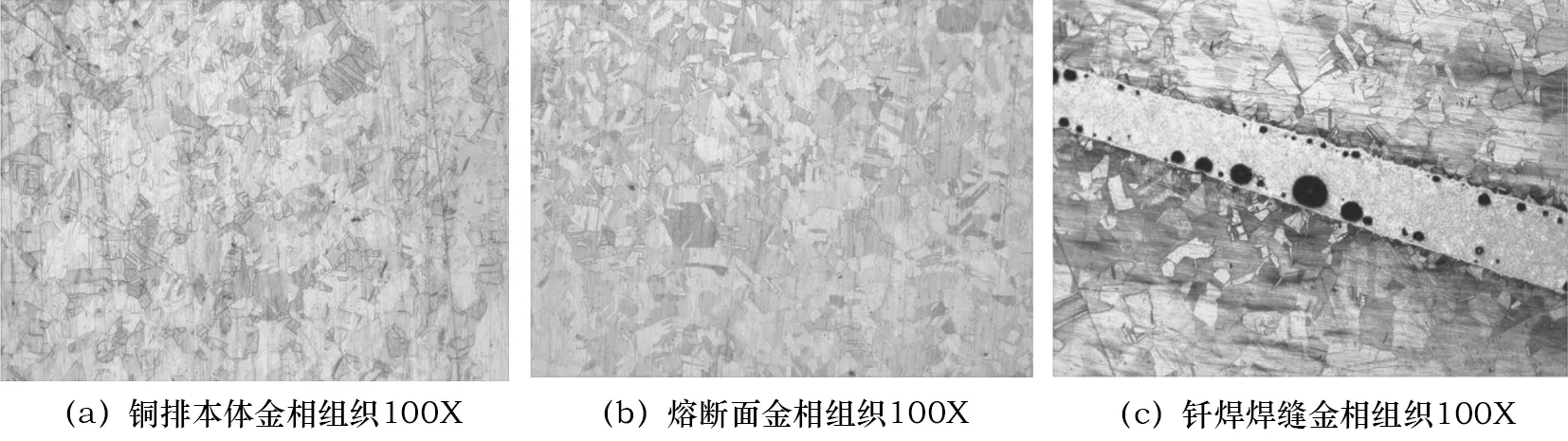
圖3 金相組織
2 斷口分析
2.1 斷口宏觀分析
轉子線圈銅排斷口如圖4(a)和圖4(b)所示,斷裂位置均位于釬焊焊縫結合處,斷口表面氧化嚴重,無明顯的頸縮現象,第11匝轉子線圈銅排斷口形貌呈石狀,保持了棱邊形狀,宏觀斷面的取向與最大切應力方向一致,與最大正應力約呈45度交角,是受拉力的作用撕開斷裂,為受拉撕裂式斷裂形式。第12匝轉子線圈銅排斷口局部棱邊變成圓滑狀,并伴有局部熔化現象,為熔斷式斷裂形式。
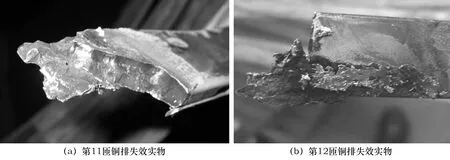
圖4 轉子線圈銅排斷裂實物
2.2 斷口微觀分析
由于已斷裂轉子銅排斷口表面氧化嚴重,無法觀察微觀斷口特征,采用S-3700掃描電鏡對釬焊焊縫拉伸斷口進行微觀形貌觀察,斷口表面釬料未完全鋪展,如圖5(a),且存在較多縮孔,如圖5(b),同時斷口可觀察到熔化的球狀花樣,如圖5(c)。
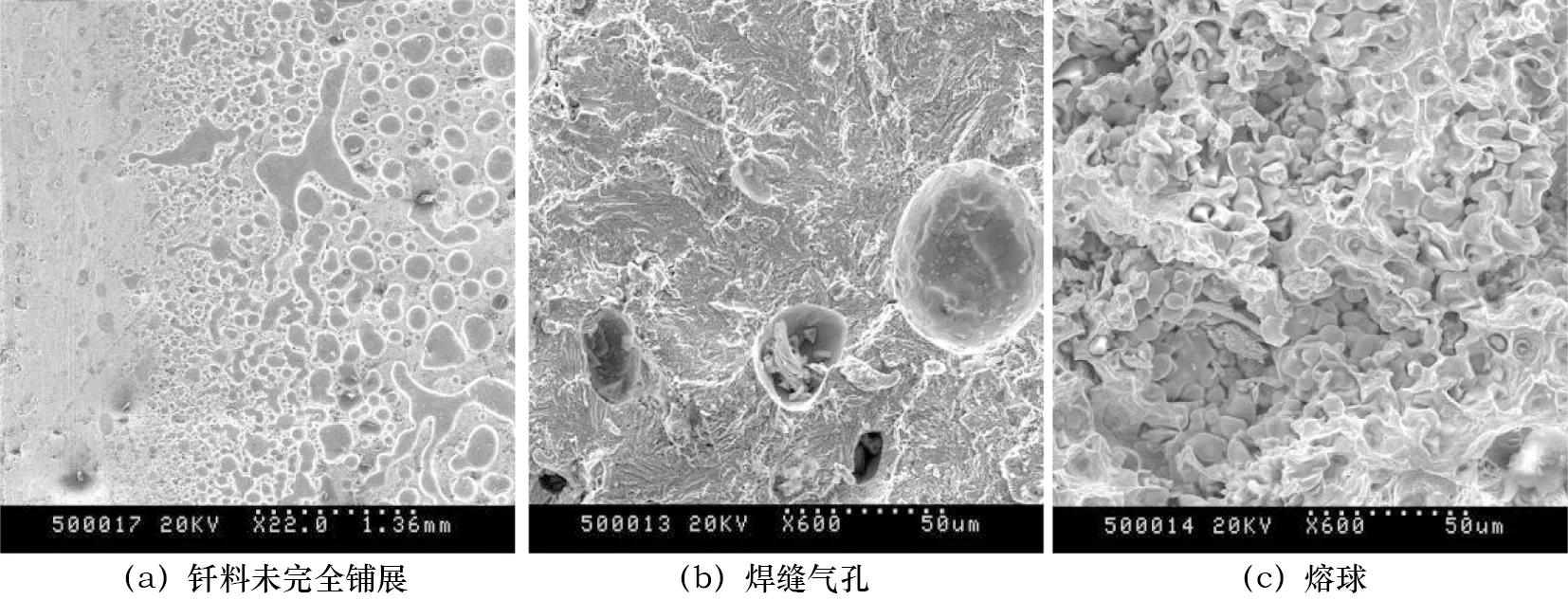
圖5 轉子線圈銅排拉伸斷口微觀形貌
3 熱模擬試驗
經現場檢查發現轉子線圈銅排靠近斷裂處發生不同程度的變色,如圖6所示,在靠近斷口處,銅排的顏色由中心向兩側梯次變化,顏色依次為銅色、不均勻的紫紅色、藍黑色。這說明銅排經歷了一定程度的熱過程,為了進一步分析銅排表面顏色變化規律與溫度之間的關系,對銅排進行熱模擬試驗。
分別將銅排加熱到150 ℃、200 ℃、250 ℃及300 ℃,并保溫10 min,觀察銅排表面的氧化變色情況,如圖7所示。150 ℃保溫10 min,銅排基本保持銅本色;200 ℃保溫10 min,銅排表面有輕微變色;250 ℃保溫10 min,銅排表面氧化成紫紅色;300 ℃保溫10 min,銅排表面氧化成藍黑色和紫紅色的混合色。從銅排熱模擬試驗進行推斷,轉子線圈銅排至少經歷過300 ℃以上的熱過程。
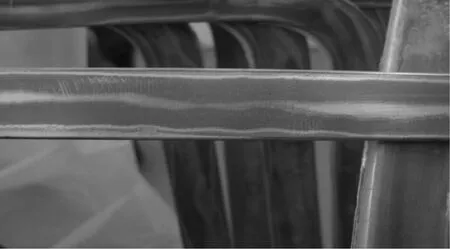
圖6 靠近斷口處銅排形貌
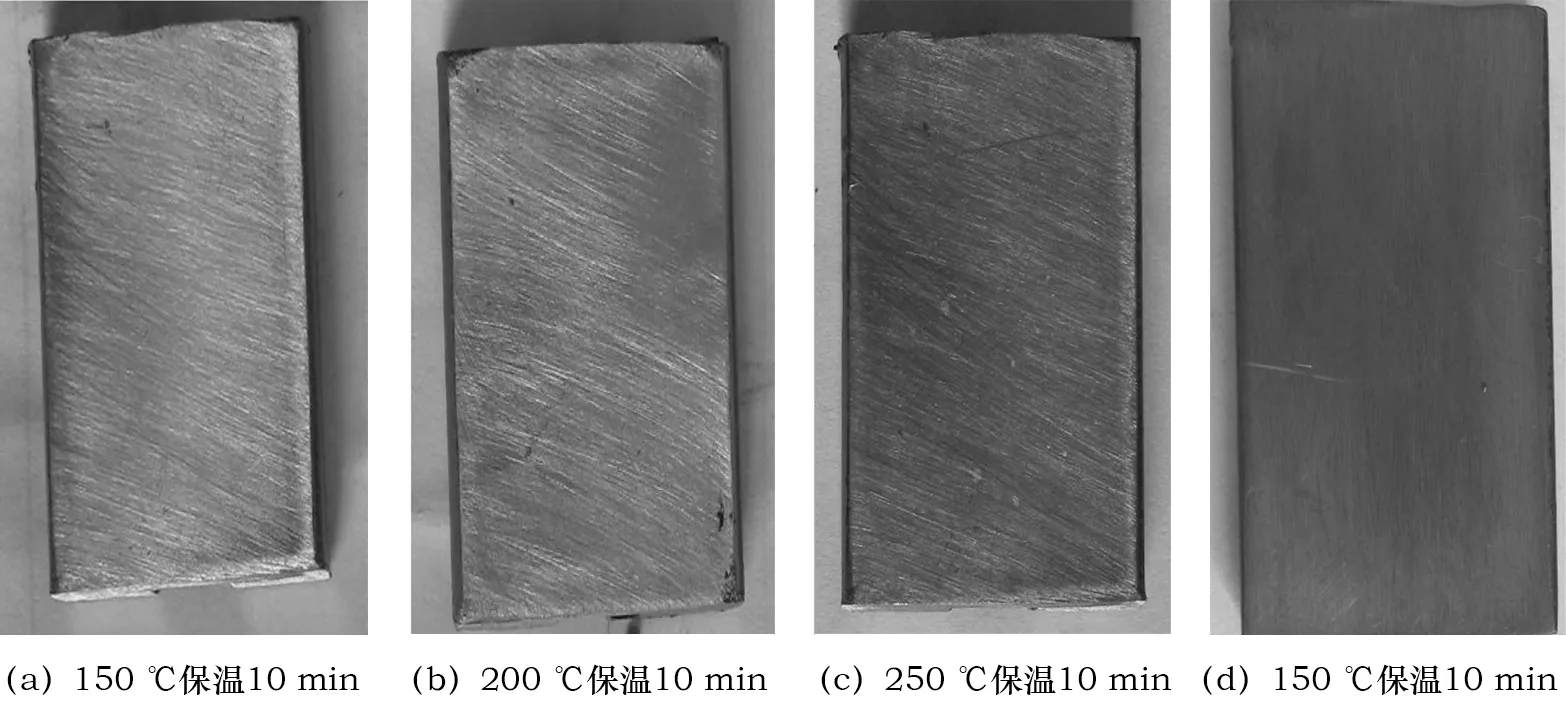
圖7 銅排不同溫度下的表面氧化變色
4 斷裂原因分析
4.1 釬焊工藝
從以上檢查結果可知,釬焊接頭內部釬料未完全鋪展,且存在大量的縮孔,焊縫接頭區域晶粒發生明顯長大,使得釬焊接頭的拉伸性能遠低于銅排本體性能,彎曲20°發生斷裂。這有可能是釬焊焊接過程中加熱功率過大造成的,加熱功率過大使加熱速度過快,造成工件受熱不均勻,局部區域產生過熱,而其他區域溫度低未達到釬料溫度,釬料鋪展不完全,使焊接接頭結合強度低。釬焊工藝失控是轉子線圈銅排在焊縫處斷裂的直接原因。
4.2 工況分析
從轉子線圈銅排斷裂處附近的氧化變色情況及銅排熱模擬試驗結果可以看出,轉子線圈銅排至少經歷過300 ℃以上的熱過程,說明機組在運行過程中,局部溫升較高。在高溫狀態下,釬料的強度下降得比銅快,使焊接接頭性能退化,在長時間的運行過程中,裂紋優先在焊縫縮孔缺陷處萌生,裂紋不斷擴展,使得銅排的電阻迅速升高,局部迅速升溫并達到焊縫釬料的熔化溫度而發生熔斷。機組運行過程中的特殊受熱是導致轉子線圈銅排在焊縫處斷裂的次要原因。
5 結論及建議
(1)銅排和釬料材質滿足技術要求。
(2)釬焊工藝失控是轉子線圈銅排在焊縫處斷裂的直接原因。
(3)機組運行過程中的特殊受熱是導致轉子線圈銅排在焊縫處斷裂的次要原因。
(4)為避免此類事故的再次發生,應加強焊接過程質量控制,嚴格執行焊接工藝并做好記錄,焊后進行嚴格檢查,不允許存在任何裂紋、未熔合、氣孔等缺陷。
(5)在機組運行的過程中,應定期監測轉子線圈銅排的溫度變化,對異常情況應及時停機檢查,對出現裂紋的銅排應及時更換。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
