一種乳液泵生產制造執(zhí)行系統(tǒng)的設計與實現(xiàn)
2019-12-28 08:24:46王凡孔令帥周文輝
現(xiàn)代計算機 2019年32期
王凡,孔令帥,2,周文輝
(1.電子科技大學中山學院,中山528400;2.廣東工業(yè)大學,廣州510006)
0 引言
制造業(yè)作為我國的立國之本,目前面臨著成本高、利潤薄、效率低、制造工藝粗糙、企業(yè)自主創(chuàng)新能力不足等問題。而乳液泵制造作為傳統(tǒng)制造業(yè)的子行業(yè),為日化產品、化妝品等行業(yè)提供重要原材料,也存在著上述一系列情況。
在乳液泵生產制造的現(xiàn)代化過程中,及時獲取所有生產環(huán)節(jié)信息顯得尤為重要。根據(jù)美國先進制造研究機構AMR 將制造執(zhí)行系統(tǒng)(MES)定義為“位于上層的計劃管理系統(tǒng)與底層的工業(yè)控制之間的面向車間層的管理信息系統(tǒng)”,它為操作人員/管理人員提供計劃的執(zhí)行、跟蹤以及所有資源(人、設備、物料、客戶需求等)的當前狀態(tài)等信息[1],將MES 系統(tǒng)應用到企業(yè)生產車間,可實現(xiàn)車間設備之間的實時交互,對企業(yè)的長期發(fā)展起著至關重要的作用。
1 乳液泵生產流程現(xiàn)狀分析
制造業(yè)一般分為兩大類,一類是以流程制造方式為主的集約型制造業(yè),另一類則是以零星生產方式為主的離散型制造業(yè)[2]。傳統(tǒng)乳液泵生產流程為圖1 所示,根據(jù)企業(yè)調研,乳液泵生產設備分布零散,各部門各司其職,符合離散型制造業(yè)特點。發(fā)現(xiàn)在生產過程中存在著以下問題:
(1)數(shù)據(jù)共享和系統(tǒng)集成困難:各車間的協(xié)同作業(yè)和各業(yè)務部門數(shù)據(jù)不能共享,無法確保企業(yè)內部數(shù)據(jù)一致、準確,各相關部門之間形成“信息孤島”,且生產數(shù)據(jù)依靠人工管理,工作繁重,工作效率低下。
(2)數(shù)據(jù)采集困難:該企業(yè)生產車間設備零散、種類繁多,難以實現(xiàn)生產信息的統(tǒng)一采集,目前生產數(shù)據(jù)的采集均需要人工通過手抄報表的形式完成,如圖2所示。
(3)設備監(jiān)控不及時:由于設備種類多而雜,無法對設備進行統(tǒng)一的自動化監(jiān)控,因此,企業(yè)常常會出現(xiàn)設備不規(guī)范使用導致出現(xiàn)故障的情況,嚴重影響產品生產。

圖1 傳統(tǒng)乳液泵生產流程簡圖

圖2 生成企業(yè)手抄報表
2 改進型生產線設計
乳液泵產品裝配、檢測流程由多個生產工序完成,其中自動化裝配流程可大致概括為產品注塑、組裝、質檢、包裝四大步驟。但由于企業(yè)乳液泵生產設備分布不規(guī)范,嚴重拖慢了乳液泵的生產速度。本設計提出一種集散控制系統(tǒng),將多個工藝生產設備進行有效集成,對生產車間重新規(guī)劃布局,打造一體化的智能裝配檢測生產線,不僅極大提高了生產效率,還降低了人工成本。
2.1 無線傳輸方案設計
數(shù)據(jù)傳輸作為底層設備與PC 軟件交互的中間介質,是整個MES 系統(tǒng)中非常重要的環(huán)節(jié)。結合企業(yè)生產車間生產設備密集、種類多、接線難等特點,選擇了高靈活性的無線傳輸配合OPC 通信協(xié)議的方式實現(xiàn)。
OPC 技術是Windows 應用程序和現(xiàn)場過程控制應用之間的橋梁,是一項技術規(guī)范與標準,該標準為工業(yè)控制領域的數(shù)據(jù)訪問提供了標準的接口[3]。本設計將無線串口服務器直接與底層設備的控制器連接,形成一個信號發(fā)射器,由于底層設備種類的不同,導致各臺設備的通訊協(xié)議也不相同,使得MES 系統(tǒng)無法實現(xiàn)數(shù)據(jù)的集中控制與采集,OPC 作為一個底層設備的驅動集成,可實現(xiàn)一臺PC 連接多臺設備,而無需額外安裝設備驅動,這樣即可完成一條完整的通訊線路,使用PC 將虛擬串口一端連接至OPC Server,另一端與MES系統(tǒng),完成生產數(shù)據(jù)交互,實現(xiàn)數(shù)據(jù)可視化,再配合Wi-Fi 路由器,即可實現(xiàn)一臺PC 與多個設備進行數(shù)據(jù)交互。
具體實現(xiàn)流程如下:
(1)Wi-Fi 串口服務器通電,通過無線的方式將PC與Wi-Fi 串口服務器直接連接。
(2)在瀏覽器中輸入Wi-Fi 串口服務器的IP 地址,將Wi-Fi 串口服務器設置為STA 模式(STA 模式全稱Station 模式,類似于無線終端,STA 本身并不接受無線的接入,它可以連接到AP,一般無線網卡即工作在該模式)。將Wi-Fi 路由器作為該串口服務器的AP(Access Point,提供無線接入服務,允許其他無線設備接入,提供數(shù)據(jù)訪問,一般的無線路由/網橋工作在該模式下),完成設置后,實現(xiàn)了多個Wi-Fi 串口服務器與Wi-Fi 路由器的交互。
(3)在PC 端輸入Wi-Fi 路由器的IP 地址,即可查看到Wi-Fi 串口服務器的連接信息,記錄下Wi-Fi 串口服務器的IP 地址及端口號。
(4)打開虛擬串口軟件,添加虛擬串口,將虛擬串口的網絡協(xié)議設置為TCP-Client 模式,IP 地址及串口號,記錄下的Wi-Fi 串口服務器的內容。
(5)通過RS-232 或RS-485 連接線將底層設備與Wi-Fi 串口服務器連接,至此,完成外部線路的連接及內部網絡協(xié)議的配置。
(6)使用OPC 軟件,查看設備對應的驅動并建立對應的驅動。
(7)建立設備與OPC 的通訊通道,查看對應設備所建立的虛擬接口,完成設備與OPC 的通訊通道,整個通信網絡拓撲如圖3 所示。
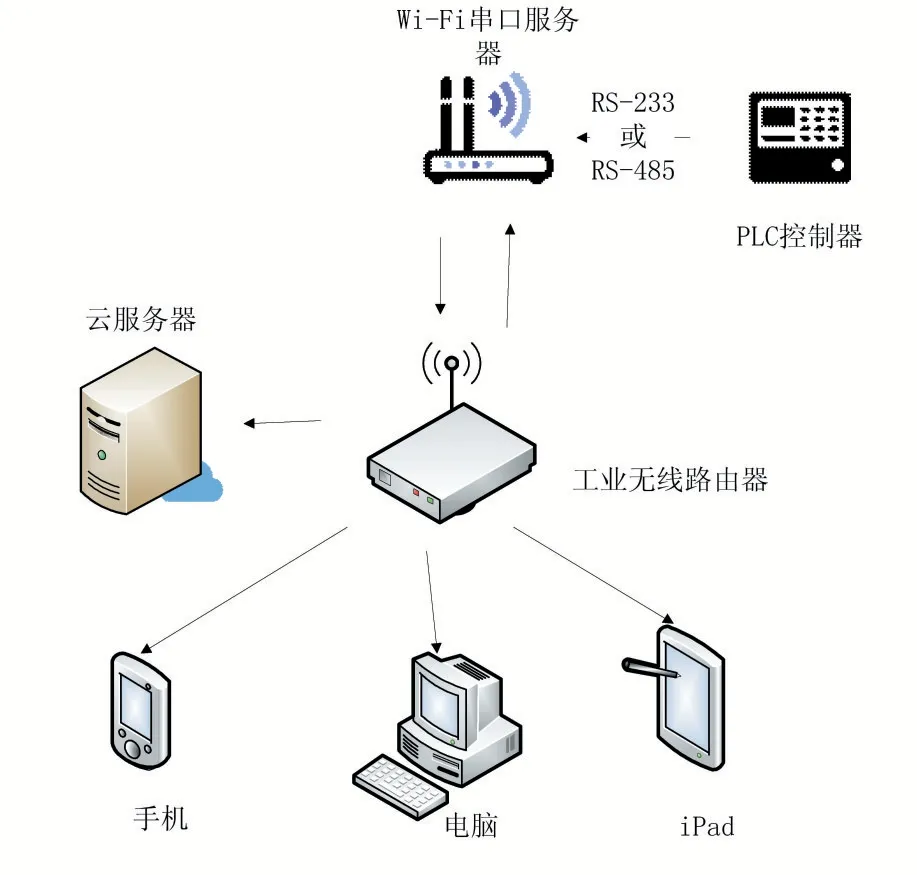
圖3 生產設備與PC端通信拓撲圖
2.2 數(shù)據(jù)采集與控制模塊設計
傳統(tǒng)企業(yè)乳液泵生產線設備存在種類復雜、數(shù)量眾多等特點,部分設備缺少信息反饋與采集等功能。MES 系統(tǒng)與傳統(tǒng)的PLC 控制系統(tǒng)不同之處是設計時需要考慮MES 系統(tǒng)的輸入狀態(tài)信息獲取[4]。為實現(xiàn)車間生產過程的數(shù)據(jù)采集與實時監(jiān)控反饋等功能,需給部分設備添加傳感器模塊,從而輔助底層設備實現(xiàn)其相應功能。
傳感器將實時獲取的設備信息、生產信息以事件觸發(fā)的形式傳遞給PLC,使PLC 作為傳感器與MES 系統(tǒng)信息傳遞的中介。此外PLC 通過信號跳變等功能,也可對生產設備進行數(shù)據(jù)采集功能。因此PLC 等控制器在MES 系統(tǒng)中不僅充當信息中介,還可以主動獲取、采集信息。
圖4 為PLC 部分梯形圖,其中,PLC 中每一個寄存器都對應著OPC 服務器上的一個數(shù)據(jù)標簽,將需要采集與控制的寄存器與OPC 服務器里面的標簽一一綁定,即可實現(xiàn)OPC 服務器對PLC 的數(shù)據(jù)采集,如圖5所示。
如圖6 所示,生產設備采用不同的數(shù)據(jù)采集與反饋方式,傳感器將采集到的數(shù)據(jù)傳入PLC 控制器,進而與OPC Server 交互,OPC Client 把從OPC Server 中獲取的數(shù)據(jù)進行解析,從而實現(xiàn)在MES 系統(tǒng)的可視化。

圖4 PLC部分梯形圖
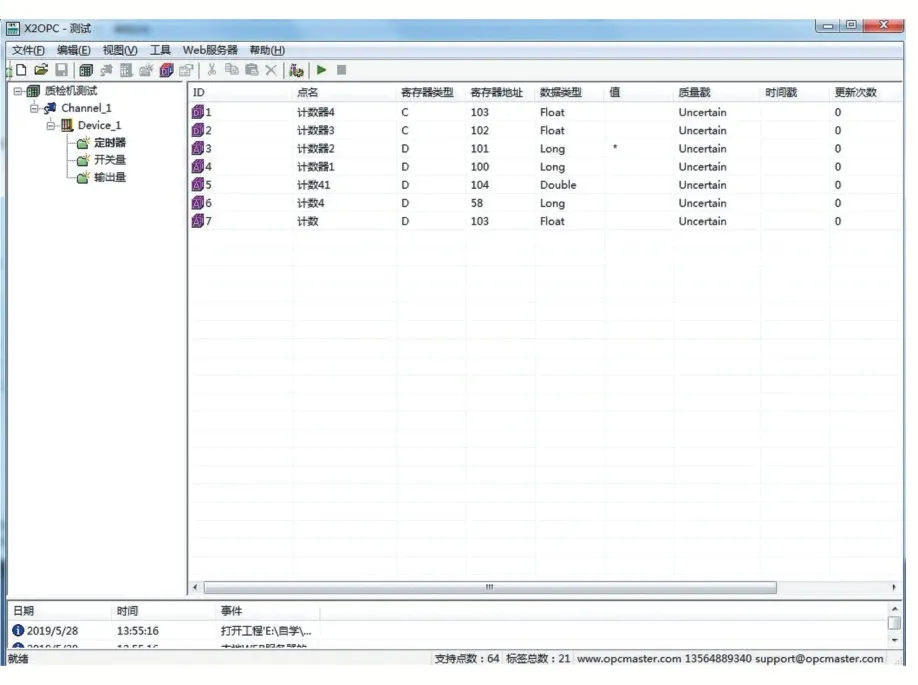
圖5 OPC服務器與PLC實現(xiàn)綁定
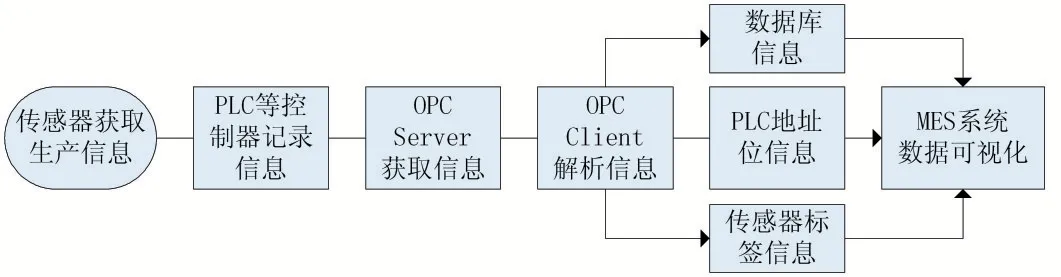
圖6 生產信息傳遞圖
3 MES系統(tǒng)軟件功能設計
3.1 軟件功能整體流程設計
系統(tǒng)的框架一般會包括數(shù)據(jù)采集、事務處理、功能服務、系統(tǒng)應用四個層次[5]。根據(jù)企業(yè)需求與實際調研,軟件功能結構如圖7 所示。用戶管理模塊是整個MES 管理系統(tǒng)的核心功能之一,該模塊為不同等級的用戶提供了不同權限操作功能。訂單管理模塊包括實時訂單、待完成訂單、歷史訂單的詳細信息。局部監(jiān)控模塊為該系統(tǒng)登陸后顯示的主界面,包括車間監(jiān)控和局部設備監(jiān)控。故障報警模塊分為設備報警與報警歷史兩塊,負責對應設備的各項參數(shù)超過閾值的報警。歷史數(shù)據(jù)模塊對應著生產數(shù)據(jù)、設備數(shù)據(jù)、訂單數(shù)據(jù),是對企業(yè)生產數(shù)據(jù)的匯總。產品生產過程中均會對每一個產品的生產信息做好備份,當產品發(fā)生質量問題時,質量追溯模塊即可根據(jù)產品信息追溯到相應的生產設備和管理人員。
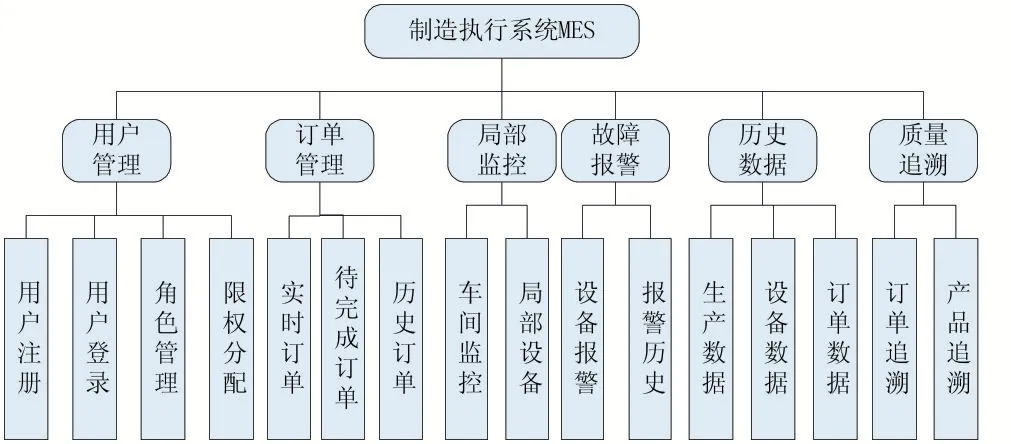
圖7 軟件功能整體流程圖
3.2 不同模塊功能設計
(1)用戶管理模塊設計
通過用戶分類,明確系統(tǒng)用戶各個角色的操作權限,對系統(tǒng)進行具體的功能設計[6]。
合理地對用戶進行權限分配,是系統(tǒng)正常運行的關鍵。不僅可以清晰的表現(xiàn)系統(tǒng)的控制邏輯和層次關系,還有助于系統(tǒng)的快速開發(fā)和功能實現(xiàn),分析該企業(yè)現(xiàn)狀,將系統(tǒng)用戶權限簡單的劃分三部分。其中,管理員可使用該系統(tǒng)全部的功能,客戶與員工可使用部分定制功能。
(2)訂單管理模塊設計
MES 系統(tǒng)在企業(yè)中的定位主要為執(zhí)行層,若要實現(xiàn)企業(yè)智能化,計劃層的ERP 與執(zhí)行層的MES 就必須要進行交互。訂單管理模塊是客戶與企業(yè)進行交互的核心功能,訂單生產數(shù)據(jù)是企業(yè)生產的重要依據(jù)。
(3)局部監(jiān)控模塊設計
將產品的完整生產流程映射到MES 系統(tǒng),其功能是實時顯示車間每臺生產設備的工作狀態(tài)。企業(yè)可直接通過該系統(tǒng)了解到當前生產線的生產狀態(tài)、查看詳細任務參數(shù)、重新對該生產線下達任務等。
(4)故障報警模塊設計
生產設備是產品生產過程中最重要的部分,保證其正常運行對企業(yè)至關重要。但生產設備也會由于氣壓、燃料、溫度、運行時間,錯誤操作等原因停止工作,甚至損壞。該模塊采用溫濕度、壓力等傳感器對生產設備進行實時監(jiān)控,當生產設備超出我們規(guī)定的正常運行條件時,傳感器會及時將報警信息傳達給MES 系統(tǒng)的故障報警模塊。當生產過程中參數(shù)異常時,可實時反饋給生產管理人員,通過報警歷史,管理人員可針對性的對設備進行維護與檢修。
(5)歷史數(shù)據(jù)模塊設計
該模塊為企業(yè)生產數(shù)據(jù)的可視化模塊,通過該模塊,企業(yè)可瀏覽到各生產線上的生產狀況,該模塊代替了工人的手抄報表,使信息更快速、安全的反饋到管理人員。
(6)質量追溯模塊設計
產品質量是外界對企業(yè)評價企業(yè)關鍵的因素之一。方案中采用質量跟蹤模塊把采集物料、人員、設備、工藝、環(huán)境、測量等信息存入數(shù)據(jù)庫系統(tǒng),當產品出現(xiàn)問題時,可快捷查找出問題的根源所在。
3.3 MES系統(tǒng)實現(xiàn)
根據(jù)軟件功能結構,結合生成線實際設計出MES系統(tǒng)。該系統(tǒng)采用C#開發(fā)語言結合SQL Server 數(shù)據(jù)庫實現(xiàn)系統(tǒng)各功能模塊的程序編寫,系統(tǒng)部分功能實現(xiàn)如圖8 所示。

圖8 MES系統(tǒng)部分功能圖
4 結語
乳液泵產品裝配、檢測流程由多個生產工序完成,本文構造的離散控制系統(tǒng),區(qū)別于以往單個工藝的自動化提升,將多個工藝生產設備集成在一起,打造一體化的智能裝配檢測生產線,極大提高了生產效率,減少了操作人員數(shù)量,降低了人工成本。
本文構建的一種乳液泵MES 系統(tǒng),可以靈活地與ERP 系統(tǒng)進行交互,系統(tǒng)以生產現(xiàn)場的每個加工單元作為信息采集單元,實時監(jiān)測、記錄現(xiàn)場制造資源運作情況,并以圖形化報表等形式將采集到的制造過程信息展示出來供各類人員使用,同時能夠有效地組織、協(xié)調、計劃與控制企業(yè)的經營活動。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
中國科技論壇(2017年7期)2017-07-25 08:49:53
工業(yè)設計(2016年12期)2016-04-16 02:52:00
消費者報道(2014年7期)2014-07-31 11:23:57
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44