臥式滾筒篩分設備在球式熱風爐更換耐火球的應用
2019-12-26 03:27:18藍濤濤歐陽鵬蔣福軍伍明月
世界有色金屬 2019年18期
關鍵詞:設備
藍濤濤,歐陽鵬,蔣福軍,李 匯,伍明月
(十一冶集團公司工程技術有限公司,廣西 柳州 545002)
1 前言
球式熱風爐是煉鐵高爐生產配套的工業爐窯設備,其主要作用是為高爐提供連續穩定的高溫熱風,而耐火球又是球式熱風爐中蓄熱體的主要蓄熱介質[1]。柳鋼目前有球式熱風爐28座,每年都有熱風爐需要篩選更換耐火球[2]。據測算,一座1000立方米高爐的球式熱風爐裝球量近1000噸,其中人工揀選量為500~600噸,勞動強度大、工作效率低、換球工期長,每次更換耐火球都會影響高爐穩定生產。
現有的球式熱風爐換球工作是卸出舊耐火球,人工揀選,回裝,約有50%-60%完好耐火球可重新回裝使用,不夠補充新球。人工揀選是換球工作中最難的工作,1000立方高爐所配的球式熱風爐,每座爐裝球量近1000噸,人工揀選500~600噸,工作量極大,勞動效率不高,需要鏟車配合作業,需要組織大量人員,人工成本高,且浪費大,許多耐火球被丟棄。
2 設備技術方案
為了解決現有的球式熱風爐換球工作中人工揀選存在的問題,達到降低施工成本和勞動強度,提高工作效率及耐火球回收率,提高機械化程度,使施工易于組織的目的,采用如下的技術方案:
(1)臥式滾筒篩分設備如圖1所示,該設備由1儲球漏斗、2送料皮帶輸送機、3臥式滾筒篩分機、4廢料出料皮帶輸送機及5篩出球皮帶輸送機組成。
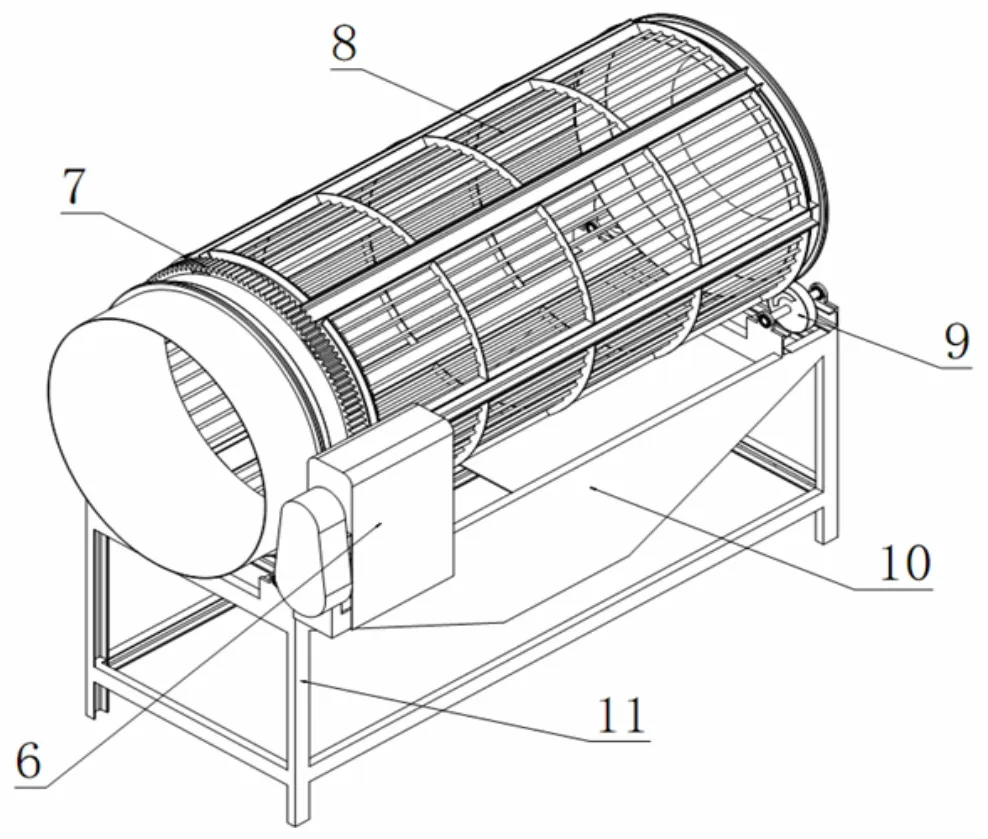
圖1 臥式滾筒篩分設備總圖
(2)臥式滾筒篩分機如圖2所示,包括6驅動控制部分、7齒輪、8臥式滾筒、9托輪、10儲廢料斗、11機架。驅動控制部分、臥式滾筒儲廢料斗分別安裝在機架上,齒輪安裝在臥式滾筒并由驅動控制部分控制。減速機的齒輪軸帶動齒輪從而使臥式滾筒旋轉運行。

圖2 臥式滾筒篩分機
(3)驅動控制部分由電機、減速機、變頻器相連而成。
(4)臥式滾筒篩分機還包括托輪,托輪安裝在機架上,用于支撐臥式滾筒和其內部球的重量。
(5)臥式滾筒整圈上設有條形篩網,且條形篩網間隙L:1/2耐火球直徑≤L<耐火球直徑,該篩網可根據篩選耐火球的直徑大小更換使用。
3 設備安裝及運行
3.1 整體安裝方式
儲球漏斗的出料口正對著送料皮帶輸送機的皮帶,臥式滾筒篩分機的進料口與送料皮帶輸送機銜接,臥式滾筒篩分機的機架底部安裝的儲廢料斗正對著廢料出料皮帶輸送機的皮帶,臥式滾筒篩分機的出料口與篩出球皮帶輸送機銜接。
3.2 臥式滾筒運行方式
電機帶動減速機,經齒輪軸傳動使臥式滾筒旋轉運行,臥式滾筒整圈上有條形篩網,待選耐火球通過皮帶機進入臥式滾筒篩分機,經篩分后,廢料通過廢料出料皮帶輸送機,直接裝車運走,而篩出球則通過篩出球皮帶輸送機送到裝球的噸袋內。經篩出球皮帶輸送機過程中,皮帶機兩側安排有人工揀選,確保篩選耐火球質量。
3.3 整套設備運行方式
舊耐火球通過送料皮帶輸送機進入臥式滾筒篩分機,篩分后,再通過廢料出料皮帶輸送機和篩出球皮帶輸送機分別把廢料和篩出球輸送到各自地點。儲球漏斗為鋼板和型鋼拼焊而成的長方形漏斗,下方開設有可控制出球量的閘口,配合送料皮帶輸送機使用,主要用途是將舊耐火球連續不斷的送入臥式滾筒篩分機,送料皮帶輸送機電機由變頻器控制,從而控制臥式滾筒篩分機的給料量。
在操作過程中,通過變頻器控制其電機,從而調整滾筒篩轉速,取得好的篩分效果。
4 篩分方式的對比
現將臥式滾筒篩分設備與原耐火球篩分方式進行比較。
4.1 篩選方式的改變
原篩選方式是以人工揀選為主,就是利用鏟車配合用人工對好球進行一個一個揀選,最后裝袋庫存。該方式人力投入大、人工成本高、工作效率低。新篩選方式是利用鏟車上料,皮帶機輸送,篩分機篩選球的機械化篩選模式。該方式機械化程度高,工作效率大大提高,同時能大大減少人力的投入,降低施工成本,有較高的效益性,回收率高。
4.2 工藝的改變
原篩選球需要一塊較大的廠外場地,將球拉到場地堆放后,再組織鏟車配合人工進行揀選。該工藝受場地影響較大,同時來回運輸的成本高。利用臥式滾筒篩分設備在現場可直接完成篩選作業。只要在廠內有一塊約300㎡的空場地,將整套耐火球臥式滾筒篩分設備安裝好,即可進行耐火球篩選作業,耐火球通過臥式滾筒篩分設備完成流水線篩選工作,廢球等垃圾直接裝車運走,篩出球用噸袋裝好,并在現場存放整齊。裝球時,直接可以將噸袋耐火球吊裝到爐內,受場地的影響不大,能較大幅度降低運輸成本,同時可以縮短更換耐火球檢修的工期。該技術已獲得了國家知識產權局實用新型專利權[3]。
5 設備應用效果
本次應用臥式滾筒篩分設備,主要解決了現有的球式熱風爐更換耐火球工作中,耐火球揀選所存在的問題,很大的減少揀選舊耐火球的人力投入,大大提高效率,從而達到快速更換耐火球,確保熱風爐順利生產的目的。2017年2月份,該臥式滾筒篩分設備成功投入使用在,柳鋼2號高爐1號熱風爐更換耐火球施工中,通過對比,現場篩選耐火球由原來人工揀選的6天縮短至設備篩選的3天,舊耐火球回收率為80%以上,工作效率和選球質量大幅提高。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00