高氮鋼復合焊接接頭氮含量和氣孔控制方法研究
2019-12-23 02:50:40崔博張宏劉雙宇劉鳳德
兵工學報 2019年11期
關(guān)鍵詞:焊縫
崔博, 張宏, 劉雙宇,3, 劉鳳德,4
(1.長春理工大學 機電工程學院, 吉林 長春 130022;2.北華大學 土木與交通學院, 吉林 吉林 132013;3.長春理工大學 國際科技合作基地(光學), 吉林 長春 130022;4.長春理工大學 跨尺度微納制造教育部重點實驗室, 吉林 長春 130022)
0 引言
高氮奧氏體不銹鋼(簡稱高氮鋼),氮的質(zhì)量分數(shù)一般超過0.4%,主要利用氮元素部分或者完全替代鎳元素以實現(xiàn)奧氏體化,因其具有良好的力學性能和耐蝕性而受到廣泛關(guān)注,已在航空、武器裝備、醫(yī)療和低溫工業(yè)等領(lǐng)域得到了廣泛的應(yīng)用[1-3]。
高氮鋼作為結(jié)構(gòu)材料,其可焊接性關(guān)系到高氮鋼的廣泛應(yīng)用與推廣。在常壓環(huán)境下對高氮鋼進行熔焊時,氮極易逸出并在熔池中形成N2泡,由于熔池凝固時間較短,氣泡不能及時從熔池中逸出,最終在焊縫中形成N2孔。N2孔的形成也使得固溶氮元素含量降低,造成接頭性能下降。因此,如何采取有效措施抑制高氮鋼焊接接頭氣孔和氮損失,已成為當前各國學者研究的主要問題之一[4-7]。
杜挽生等[8]采用熔化極氣體保護焊對氮含量為0.56% 的高氮鋼進行焊接,焊接接頭抗拉強度與母材相當,但是韌性下降嚴重。Mohammed等[9]采用手工電弧焊和鎢極氣體保護電弧焊對氮含量為0.54%的高氮鋼進行焊接,焊接接頭的抗拉強度僅為母材強度的53%。研究發(fā)現(xiàn),焊縫區(qū)粗大的樹枝晶和氣孔是焊縫性能下降的主要因素。Iamboliev等[10]、Zhao等[11]采用激光焊接技術(shù),研究了焊接熱輸入、保護氣體成分等對高氮鋼焊縫的微觀組織、氣孔以及力學性能影響規(guī)律。研究發(fā)現(xiàn),高氮鋼焊縫的氣孔性規(guī)律與焊接熱輸入、熔池存在時間、保護氣體中氮的分壓等有著密切關(guān)系。王力峰等[12]采用激光- 電弧復合焊接方法對8 mm厚的高氮鋼進行焊接,分別研究了電弧能量、激光能量和機械振動頻率對氣孔缺陷的影響。
激光- 電弧復合焊接技術(shù)以具有焊接熔深大、橋接性能好、焊接速度高等優(yōu)點而受廣泛關(guān)注,目前已在汽車、船舶、石油管道等領(lǐng)域得到廣泛應(yīng)用[13-16]。而關(guān)于高氮鋼激光- 電弧復合焊接的研究卻鮮有報道,尤其是在焊接氣孔和氮損失問題上依然沒有得到有效解決。
本文采用激光- 電弧復合焊接技術(shù)對高氮鋼進行焊接,通過控制保護氣體和焊絲成分及焊接過程中施加超聲振動的方法來抑制焊接氣孔和氮損失,旨在為控制高氮鋼焊接氣孔和氮含量提供理論依據(jù)。
1 試驗方法
試驗分為3個部分:1)采用不同保護氣體對高氮鋼進行復合焊接,研究不同保護氣體成分對焊縫氮含量和氣孔率的影響;2)采用不同焊絲對高氮鋼進行復合焊接,研究不同焊絲成分對焊縫氮含量和氣孔率的影響;3)對高氮鋼進行超聲振動輔助復合焊接,研究不同超聲功率對焊縫氮含量和氣孔率的影響。
試驗采用德國TRUMPF公司產(chǎn)HL4006D型Nd: YAG激光器和日本松下YD-350AG2HGE型MIG/MAG焊機組成的旁軸復合焊接系統(tǒng)。采用電弧在前、激光在后的焊接方式進行焊接,激光垂直入射,與焊槍夾角為25°. 采用CMOS-CR5000×2高速攝像機采集焊接過程中熔滴過渡模式,采樣頻率為3 000 幀/s,并用漢諾威電弧質(zhì)量分析儀記錄焊接過程中的電信號。試驗裝置連接形式如圖1所示。

圖1 試驗裝置示意圖Fig.1 Schematic diagram of experimental setup
當對高氮鋼進行超聲輔助復合焊接時,試驗裝置如圖2所示。超聲波發(fā)生器最大輸出功率為1 000 W,工作頻率為20 kHz. 焊接過程中,工件固定在水平數(shù)控工作臺上,復合焊接系統(tǒng)和振動工具頭位置相對固定,工件隨數(shù)控工作臺移動。振動工具頭放置于工件下方,并沿工作臺運動方向后置于激光焦點5 mm處。
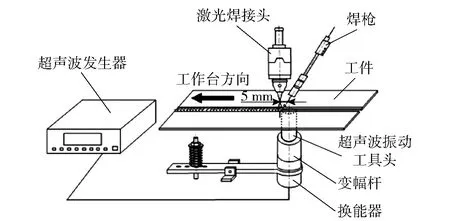
圖2 超聲輔助復合焊接裝置示意圖Fig.2 Schematic diagram of ultrasonic assisted hybrid welding device
材料尺寸為8 mm×400 mm×100 mm,對接端面開30°Y型坡口,鈍邊為3 mm,對接間隙為0.4 mm. 填充材料為直徑1.2 mm的不銹鋼焊絲,母材及焊絲的主要化學成分見表1. 電弧保護氣體成分如表2所示,氣體總流量為17 L/min. 試驗的主要焊接工藝參數(shù)如表3所示。
采用X射線探傷方法檢測焊縫中氣孔,利用數(shù)值分析軟件Matlab計算氣孔直徑,采用金相方法確定焊縫橫截面積,進而計算出氣孔總體積與焊縫總體積的比值,即焊縫氣孔率。采用TC500型氮氧分析儀測量焊縫氮含量,分析精度為0.1×10-6.
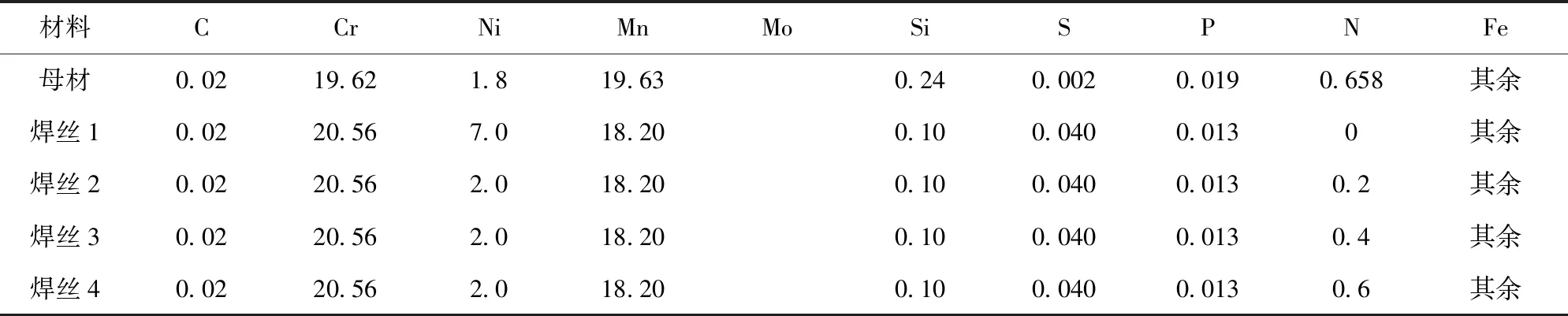
表1 母材及焊絲的主要化學成分(質(zhì)量分數(shù))
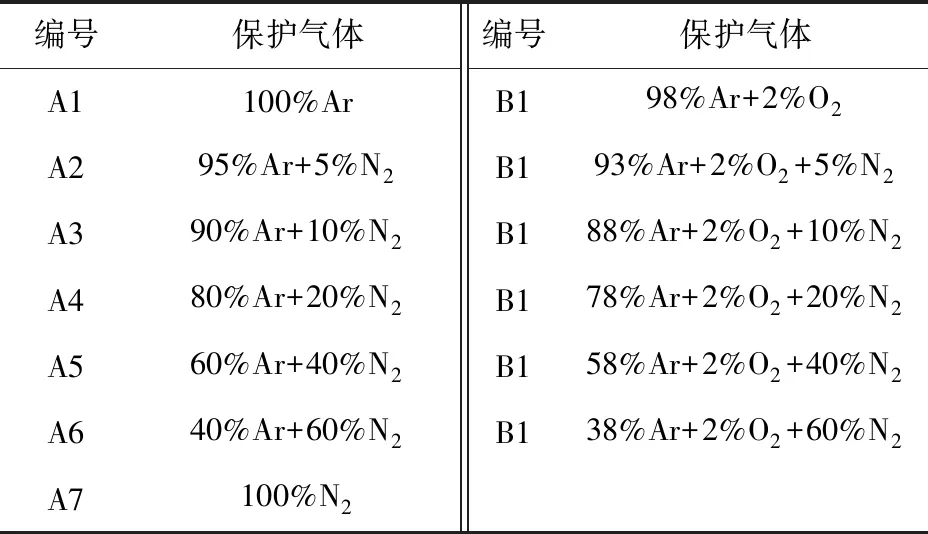
表2 保護氣體成分
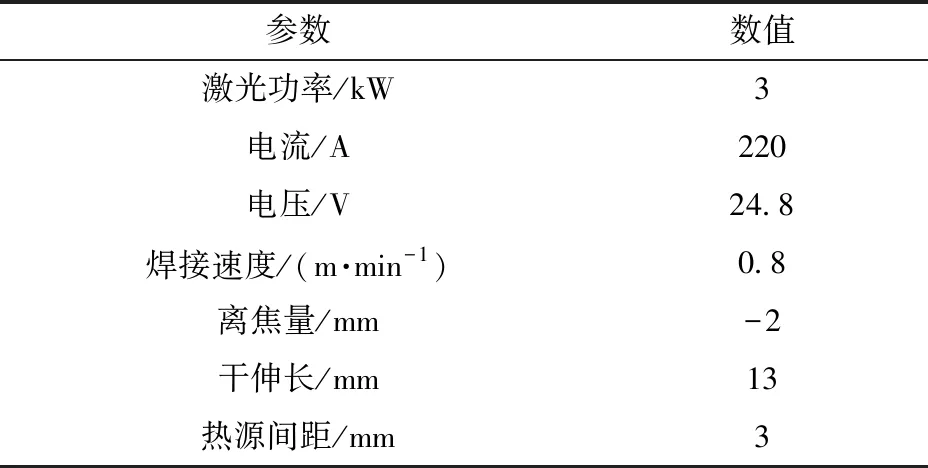
表3 焊接參數(shù)
2 試驗結(jié)果與分析
2.1 保護氣體成分控制
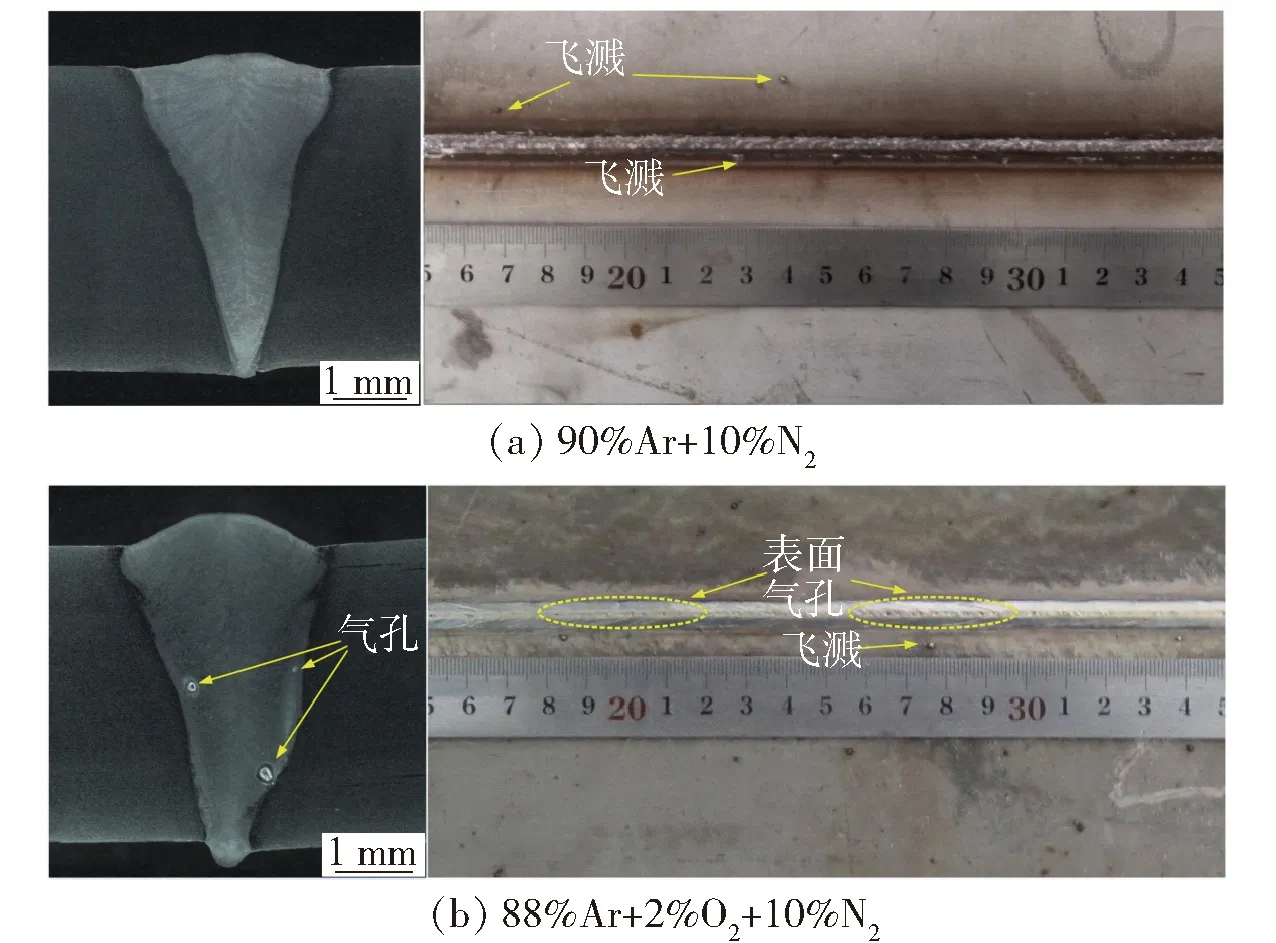
圖3 典型焊縫形貌(左為焊縫橫截面,右為焊縫表面)Fig.3 Typical welded joint morphology (left: cross section of welded point; right: welded point surface)
文獻[17]指出保護氣體中添加少量O2有助于提高焊縫中氮含量,因此試驗采用表1中焊絲1作為焊接填充材料,依次采用表2中保護氣體對高氮鋼進行焊接試驗,研究不同保護氣體成分對高氮鋼焊接接頭氣孔率和氮含量的影響。圖3為不同保護氣體下典型焊縫形貌圖。
2.1.1 保護氣體成分對氮含量的影響
圖4為不同保護氣體對焊縫氮含量的影響。從圖4中可以看到:當100%Ar作為保護氣體時,焊縫氮含量最低,僅為0.39%;當向氬氣中添加N2時,焊縫氮含量明顯增多,且隨著保護氣體中N2比例的增大而增多。
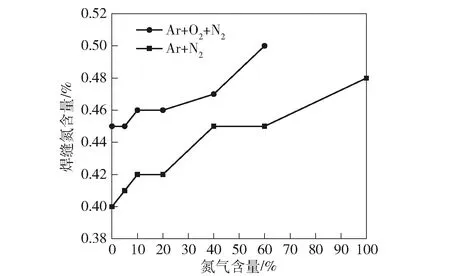
圖4 保護氣體對焊縫氮含量的影響Fig.4 Effect of shielding gas on nitrogen content in welded joint
熱源空間和熔池之間氮的流向取決于兩區(qū)域之間的氮活度差,氮粒子易朝著氮活度較低的區(qū)域流動[18]。當保護氣體為100%Ar時,熱源區(qū)域的氮活度幾乎為0,遠低于熔池中的氮活度。因此,熔池中的氮粒子通過兩相界面遷移到熱源區(qū)域,導致焊縫發(fā)生嚴重的氮損失。隨著保護氣體中N2比例的增大,熱源區(qū)域的氮活度增大,促使了熱源區(qū)域中的氮粒子向熔池中擴散,從而在一定程度上抑制了焊縫中的氮損失。
從圖4中也可以看出,當采用Ar+O2+N2作為保護氣體時,焊縫氮含量同樣隨著保護氣體中N2比例的增大而增大,且整體高于Ar+N2混合氣體下的焊縫氮含量。從(1)式中可以看出,O2與N2在熱源的作用下生成NO. 文獻[17]指出向含氮的保護氣體中添加少量氧化性氣體可以生成一氧化氮,這是焊縫中氮含量增加的主要原因。從(1)式和(2)式中也可以看出,O2最終將N2轉(zhuǎn)化為N,這有助于提高焊縫中的氮含量。
(1)
NO+[Fe]→[FeO]+[N].
(2)
2.1.2 保護氣體成分對氣孔率的影響
圖5為不同保護氣體對焊縫氣孔率的影響。從圖5中可以看到:當保護氣體為Ar+N2時,隨著N2比例的增大,氣孔率呈先降低、后升高的趨勢;保護氣體為90%Ar+10%N2時,焊縫氣孔率最低,僅為0.25%. 這主要是因為熔池中存在以下平衡反應(yīng):
N2?2[N].
(3)
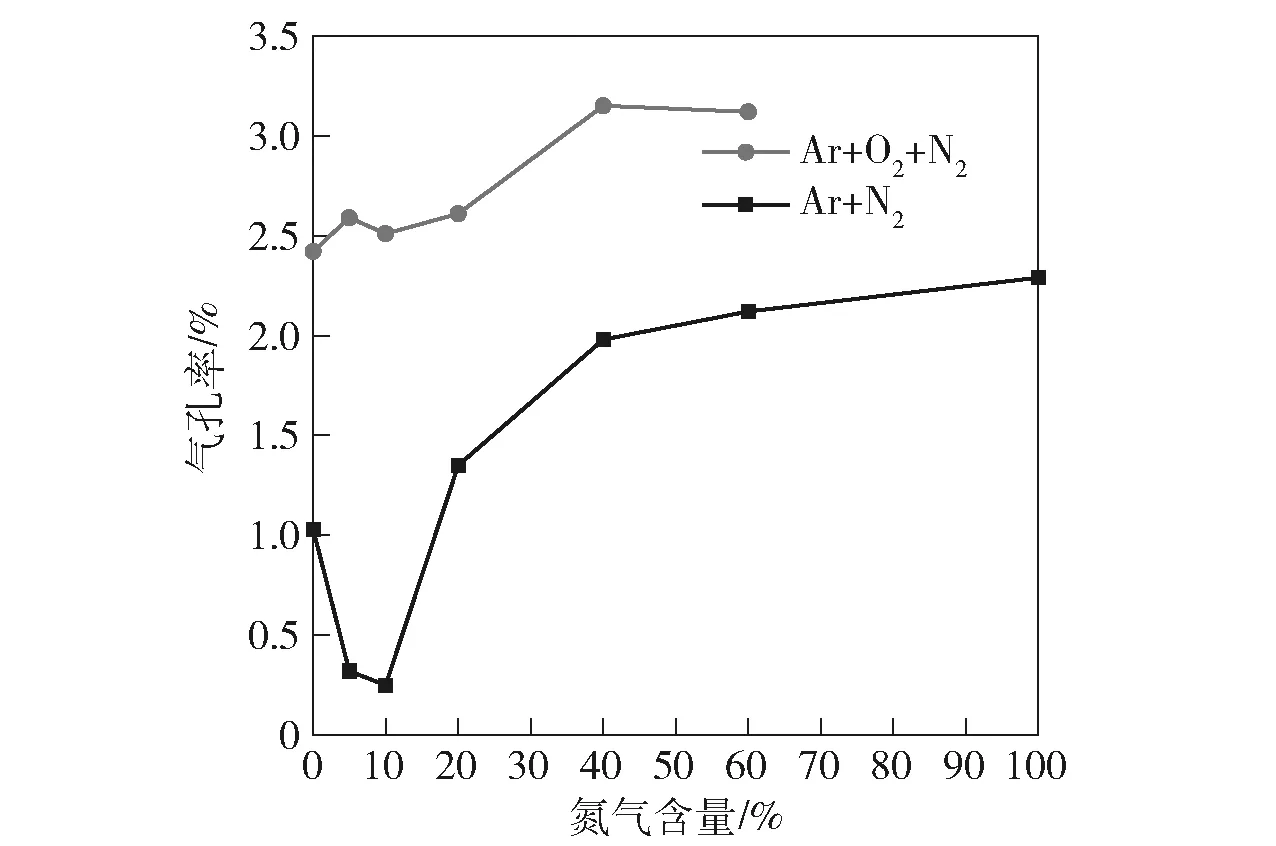
圖5 保護氣體對氣孔率的影響Fig.5 Effect of shielding gas on porosity
由于保護氣氛中氮分壓逐漸增大,抑制了熔池中氮向N2轉(zhuǎn)變,從而有效地降低了N2泡的產(chǎn)生傾向。當保護氣體中N2比例達到一定程度時,過大的氮分壓促進了保護氣體中的氮粒子向熔池中過渡,使得熔池中的氮處于過飽和狀態(tài),從而促進了熔池中N2泡的生成。
從圖5中也可以看到,與Ar+N2混合氣相比,Ar+N2+O2保護下的焊縫氣孔率明顯升高,但隨著N2比例的增大,氣孔率變化規(guī)律并不明顯。從2.1.1節(jié)中可知,保護氣體中添加少量O2使得焊縫中氮含量明顯升高,從而促進了熔池中氮向N2泡的轉(zhuǎn)變。此時熔池中的氮含量遠遠超過鋼液中氮的溶解度,導致熔池中會生成大量的細小氣泡。當熔池中的氣泡數(shù)量過多時會發(fā)生匯聚、合并和上浮等現(xiàn)象,這使得生成氣孔的不確定因素增多,因此焊縫氣孔率變化規(guī)律不明顯。同時O2也使得熔池表面marangoni對流模式發(fā)生改變[19-20]。一般情況下熔池中的活性組元含量較低,熔池的表面張力梯度為負值,熔融金屬由熔池內(nèi)部向熔池邊緣流動,形成外向marangoni對流模式,如圖6(a)所示,這有利于加快氣泡從熔池中上浮。當保護氣體中添加2%的O2后,表面張力梯度由負變正,熔融金屬由熔池邊緣向內(nèi)部流動,形成內(nèi)向marangoni對流模式,阻礙了氣泡在熔池中上浮,進而滯留于熔池中形成氣孔。
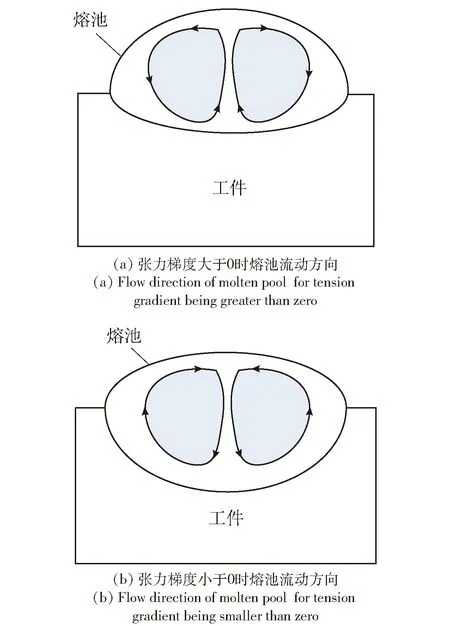
圖6 不同表面張力系數(shù)的熔池流動Fig.6 Flow of molten pools with different surface tension coefficients
2.2 焊絲成分控制
試驗采用純Ar作為保護氣體,依次選用表1中焊絲對高氮鋼進行焊接試驗,研究不同焊絲成分對高氮鋼焊接接頭氣孔率和氮含量的影響。圖7為不同焊絲成分下典型焊縫形貌圖。
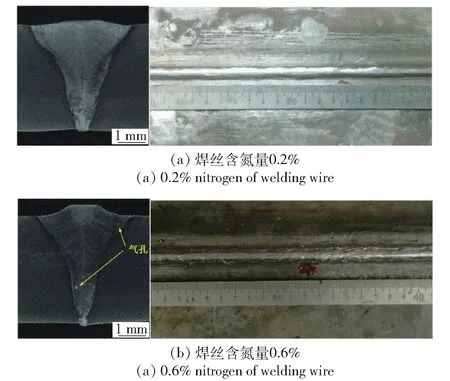
圖7 典型焊縫形貌(左為焊縫橫截面,右為焊縫表面)Fig.7 Typical welded joint morphology (left: cross section of welded point; right: welded point surface)
2.2.1 焊絲成分對氮含量的影響
圖8為不同焊絲成分對焊縫氮含量的影響。由圖8可知,隨著焊絲中氮含量的增加,焊縫氮含量呈先升高、后降低趨勢。當焊絲氮含量較低時,熔滴過渡模式以射流過渡為主,電壓和電流平穩(wěn),如圖9和圖10所示;而焊絲中氮含量為0.6%時,焊接過程中發(fā)生爆炸過渡,電壓和電流波動較大,如圖11和圖12所示。由于焊絲氮含量過高,熔滴中的氮元素處于過飽合狀態(tài),在熔滴內(nèi)部形成N2,在復合熱源作用下,氣體體積膨脹而產(chǎn)生內(nèi)壓力使得熔滴爆破。這使得焊絲中的氮元素在焊接過程中以N2的形式而損失掉。
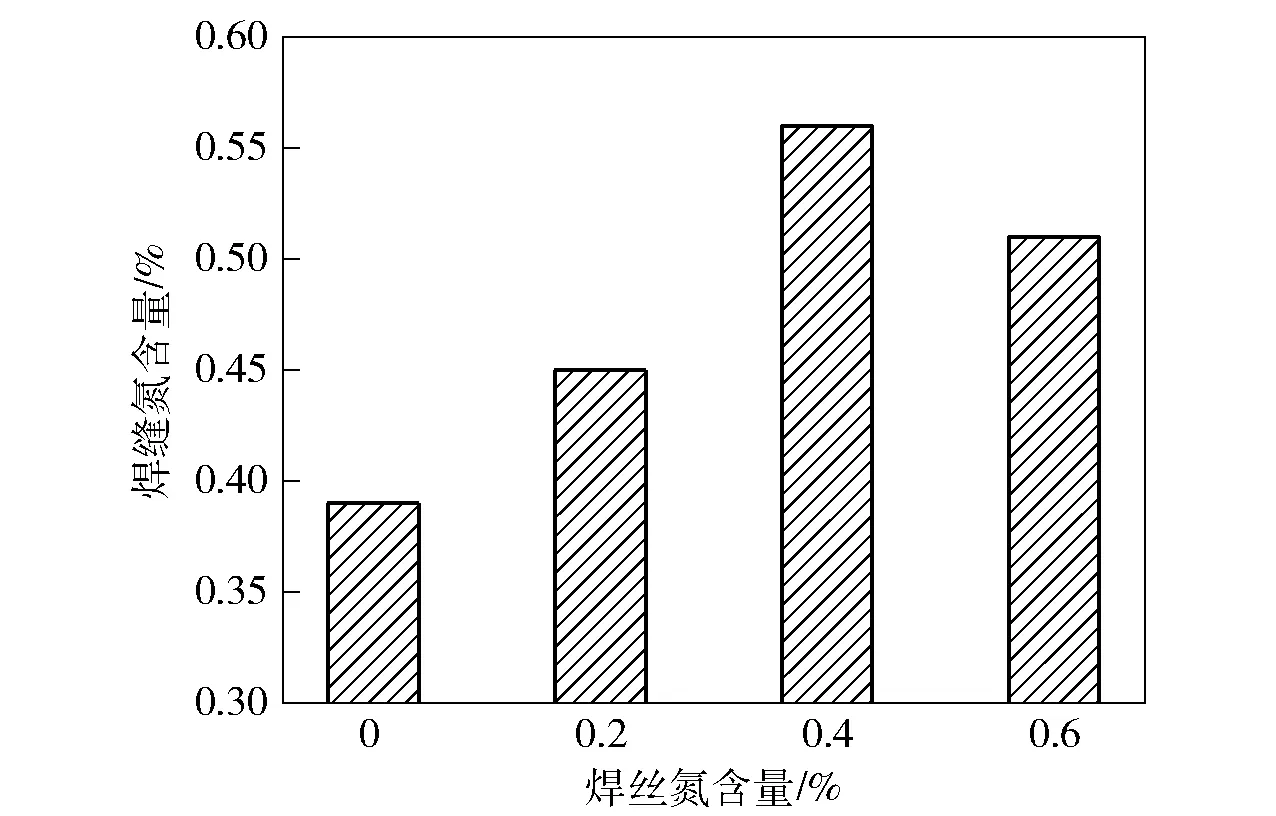
圖8 不同焊絲成分對焊縫氮含量的影響Fig.8 Effect of welding wire on nitrogen content of welded joint

圖9 焊絲氮含量0.2%時熔滴過渡圖像Fig.9 Droplet transfer images for nitrogen content of welding wire being 0.2%
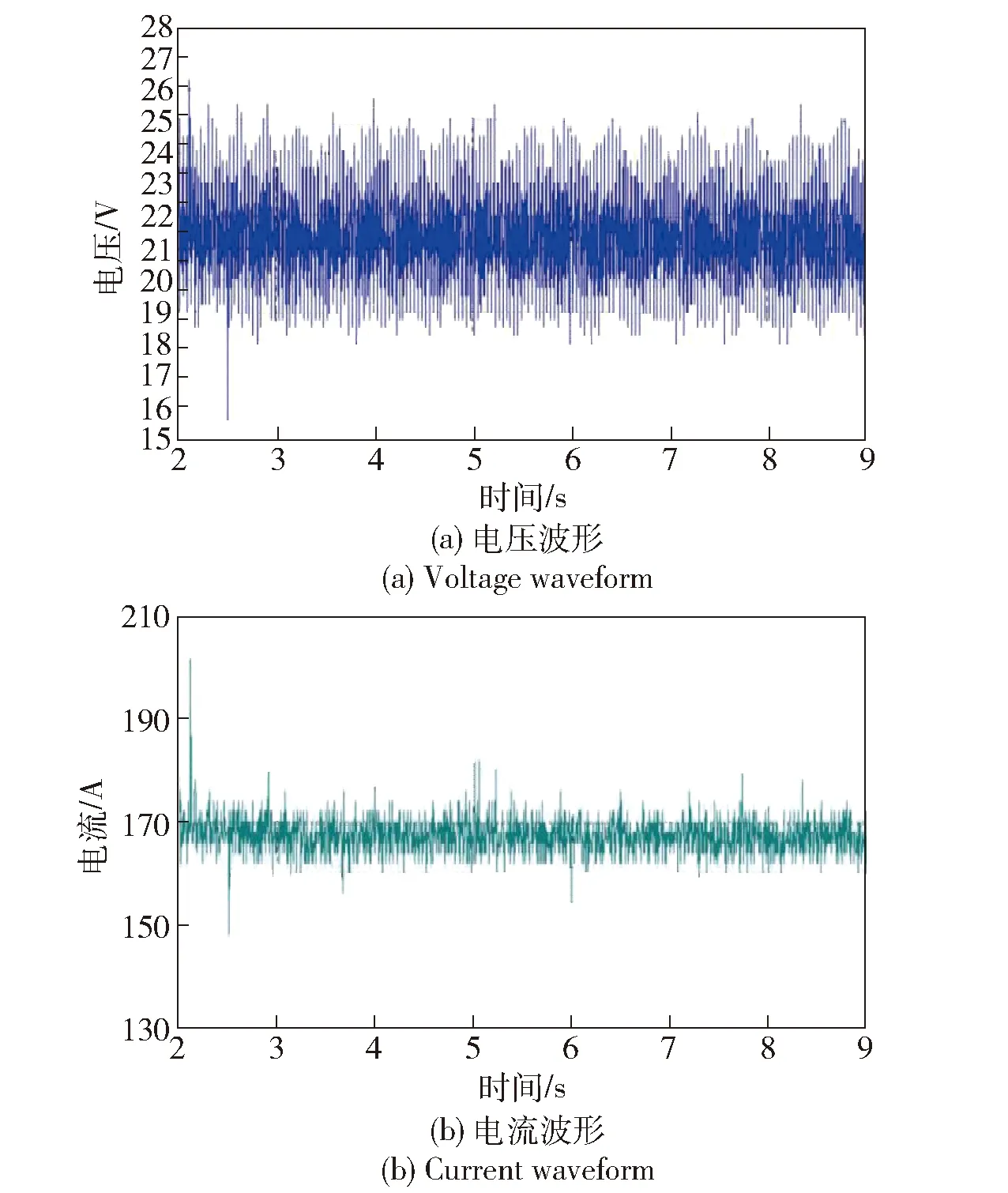
圖10 焊絲氮含量0.2%時電流和電壓波形圖Fig.10 Oscillograms of welding current and voltage for nitrogen content of welding wire being 0.2%
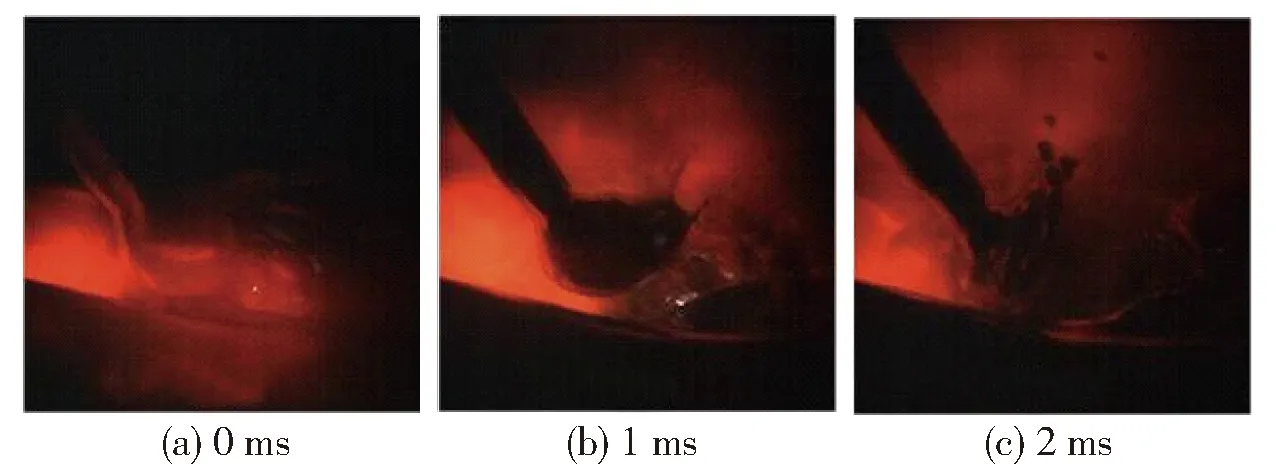
圖11 焊絲氮含量0.6%時熔滴過渡圖像Fig.11 Droplet transfer images for nitrogen content of welding wire being 0.6%

圖12 焊絲氮含量0.6%時電流和電壓波形圖Fig.12 Oscillograms of welding current and voltage for nitrogen content of welding wire being 0.6%
2.2.2 焊絲成分對氣孔率的影響
圖13為不同焊絲成分對焊縫氣孔率的影響。從圖13中可看出,采用氮含量為0.2%的焊絲進行焊接時所獲得的焊縫氣孔率最小。在復合熱源的作用下,0.2%N的焊絲中氮元素蒸發(fā)而形成N2氛,抑制了熔池中氮粒子向N2的轉(zhuǎn)變。當焊絲中的氮含量為0.4%和0.6%時,焊絲中部分氮元素會形成N2氛,其余氮元素會隨著熔滴過渡到熔池中,此時熔池中氮粒子含量較多,從而促進了氮粒子向N2轉(zhuǎn)變。
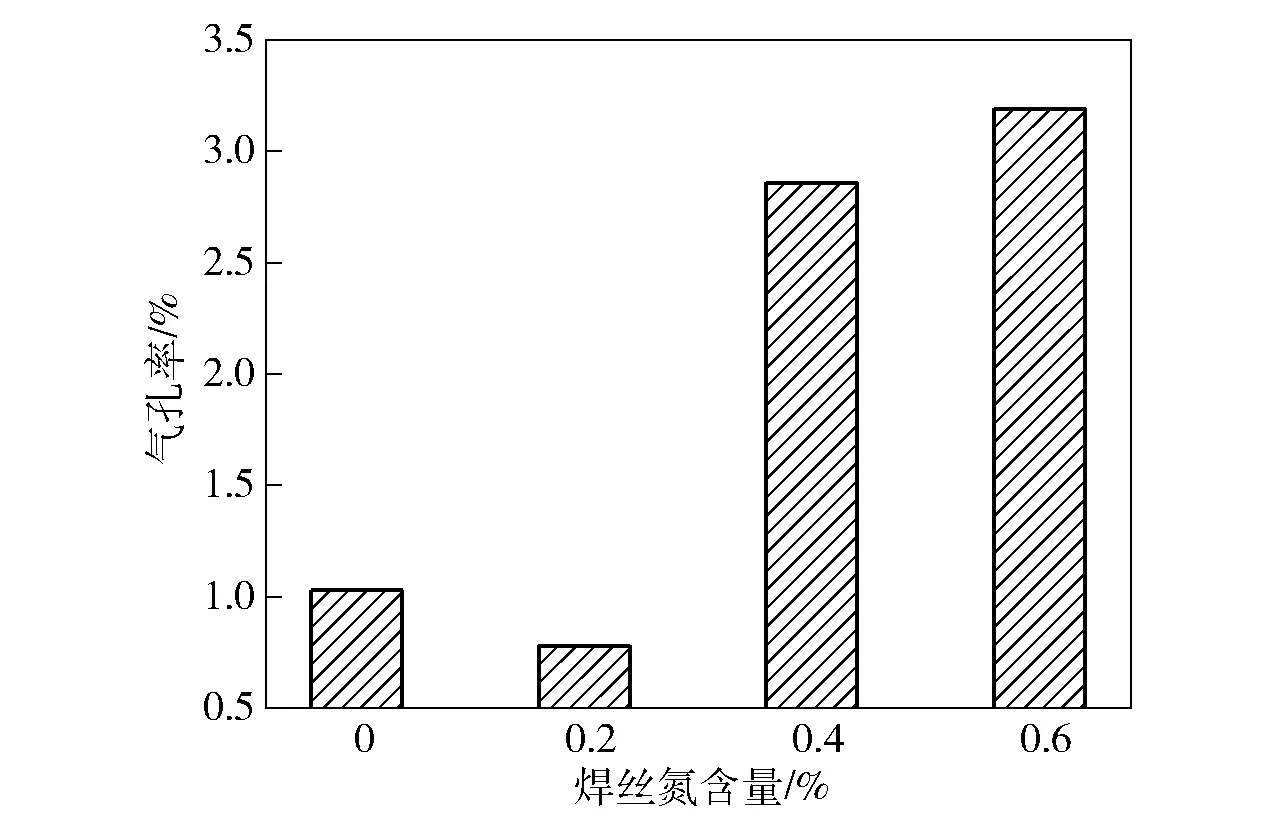
圖13 不同焊絲成分對焊縫氣孔率的影響Fig.13 Effects of different welding wire compositions on weld porosity
2.3 超聲振動輔助控制
試驗采用純Ar作為保護氣體,采用表1中焊絲1作為焊接填充材料,探究不同超聲功率對焊縫氮含量和氣孔率的影響。圖14為不同超聲功率下典型焊縫形貌圖。
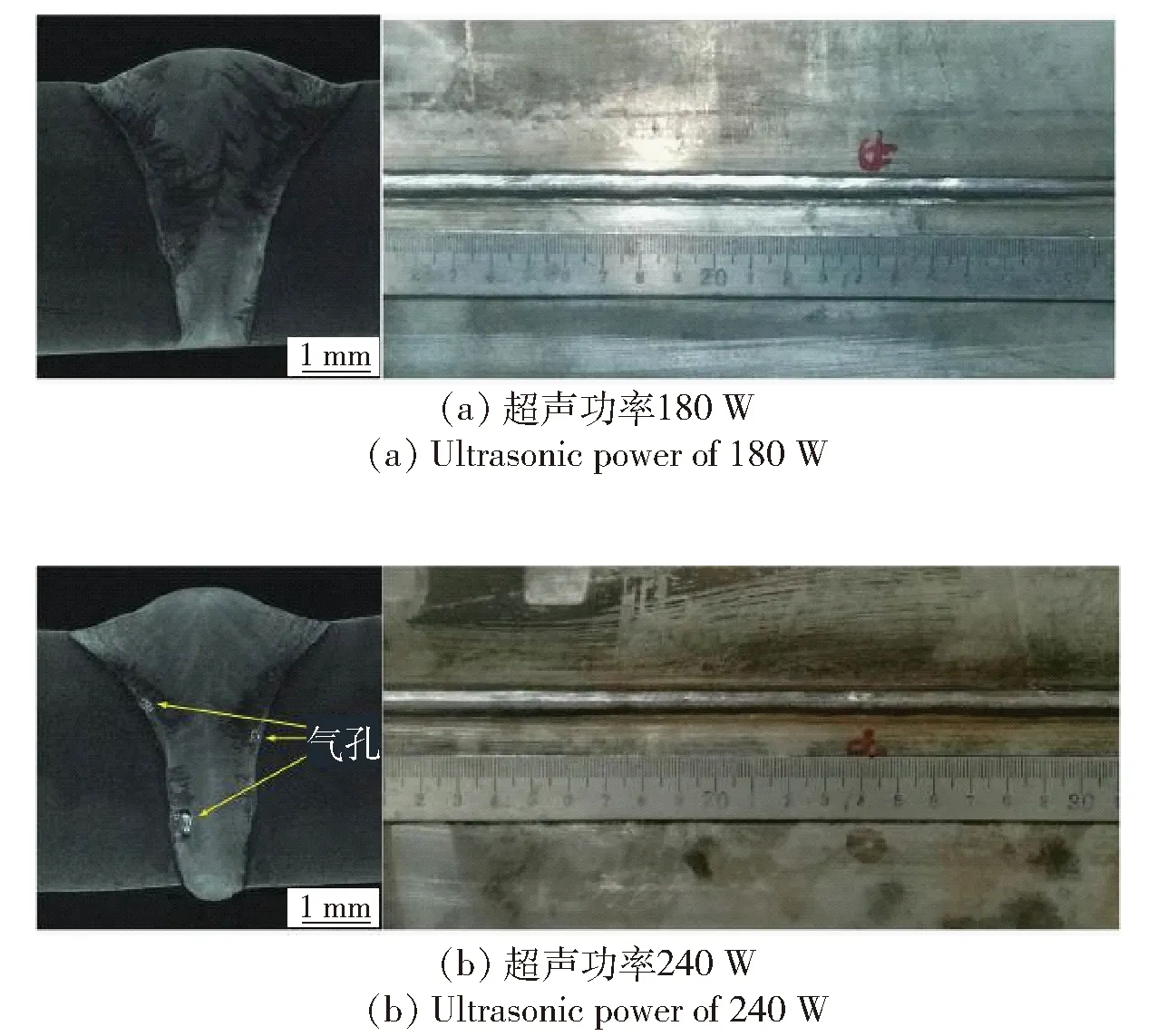
圖14 典型焊縫形貌(左為焊縫橫截面,右為焊縫表面)Fig.14 Typical welded point morphology (left: cross section of welded point; right: welded point surface)
2.3.1 超聲振動功率對氮含量的影響
圖15所示為焊縫氮含量隨超聲功率變化柱狀圖。從圖15中可以看出隨著超聲功率的增大,焊縫氮含量略有降低。這是因為施加超聲振動時,空化效應(yīng)對熔池產(chǎn)生的機械力與聲流效應(yīng)共同促進熔池流動,加快了氮從熔池中逸出。
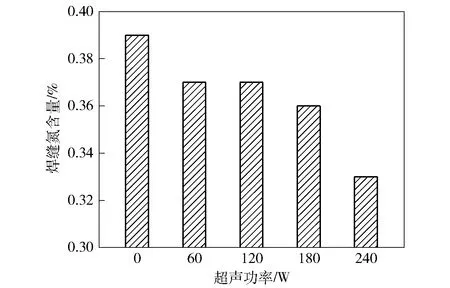
圖15 超聲振動對焊縫氮含量的影響Fig.15 Effect of ultrasonic vibration on nitrogen content of welded point
2.3.2 超聲振動功率對氣孔率的影響
圖16為焊縫氣孔率隨超聲功率變化柱狀圖。從圖16中可以看出,隨著超聲功率的增大,焊縫氣孔率呈先減小、后增大趨勢。在焊接過程中,熔池中會形成大量的N2泡,造成氣泡附近區(qū)域的空化閾值降低。當熔池中的聲壓大于熔融金屬的空化閾值時,就會引起空化作用并產(chǎn)生空化氣泡[21]。穩(wěn)態(tài)空化過程中,空化氣泡受超聲的正、負壓作用而發(fā)生壓縮和拉伸。在聲波負壓階段,空化氣泡會合并吸收周圍N2泡。氣泡合并后體積變大,加快了其從熔池中的逃逸速度,從而避免了氣泡滯留在焊縫中形成氣孔。
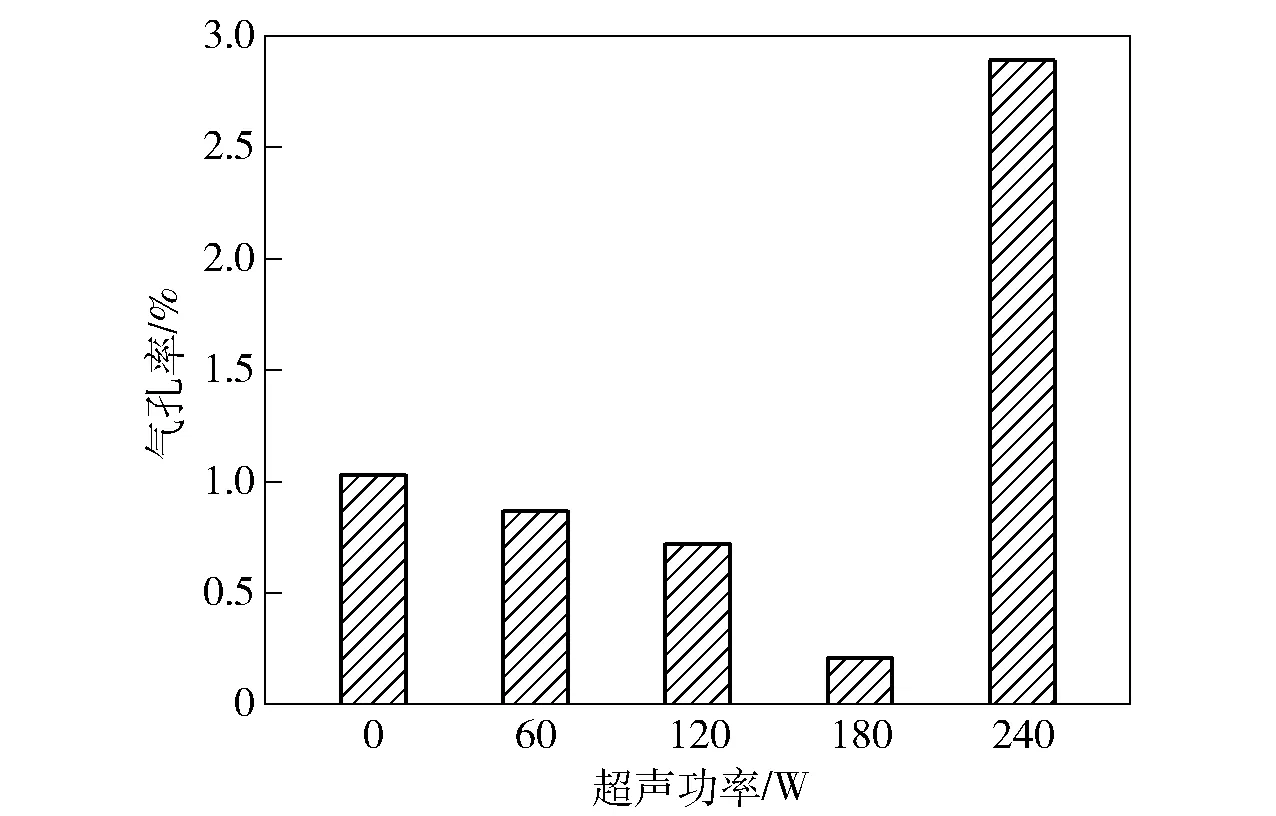
圖16 超聲振動對焊縫氣孔率的影響Fig.16 Effect of ultrasonic vibration on weld porosity
當超聲功率達到240 W時,焊縫氣孔率急劇升高。過大的超聲功率會引起穩(wěn)態(tài)空化效應(yīng)向瞬態(tài)空化效應(yīng)轉(zhuǎn)變,生成生存周期較短的空化氣泡,因此空化氣泡在生長到一定程度后隨即被迅速壓縮至崩潰[22]。空化氣泡崩潰時產(chǎn)生的高溫、高壓效應(yīng)及激流,使得氣泡崩潰后生成大量小氣泡,不能及時從熔池中逸出而形成氣孔。
3 結(jié)論
本文采用激光- 電弧復合焊接技術(shù)對高氮鋼進行焊接,分別研究了保護氣體、焊絲成分和超聲振動對焊接氣孔和氮損失的影響,所得主要結(jié)論如下:
1) 當保護氣體為Ar+N2時,隨保護氣體中N2比例的增大,焊縫氮含量升高,氣孔率呈先降低、后升高的趨勢;當向Ar+N2中添加2%O2后,氮含量和氣孔率明顯升高,且隨著N2比例的增大,焊縫氮含量增多,但氣孔率呈無規(guī)律變化。
2) 隨著焊絲氮含量的增加,焊縫氮含量呈先升高、后降低趨勢,焊絲氮含量達到0.6%時,焊接過程易發(fā)生爆炸過渡,焊絲氮含量損失嚴重;隨著焊絲氮含量的增加,氣孔率呈先降低、后升高趨勢,焊絲氮含量為0.2%時,焊絲中氮元素蒸發(fā)形成N2氛,抑制了熔池中氮粒子向N2的轉(zhuǎn)變。
3)超聲能量導入熔池后,空化效應(yīng)與聲流效應(yīng)共同促進熔池流動,加快了熔池中氮元素的逸出;超聲能量引起的穩(wěn)態(tài)空化效應(yīng)加快了氣泡的上浮速度,但超聲功率過大會導致熔池中發(fā)生瞬態(tài)空化效應(yīng),焊縫氣孔率急劇上升。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
