催化裂化裝置催化劑鐵中毒分析及應對措施
2019-12-17 07:40:36何曉京
安全、健康和環境 2019年11期
何曉京, 王 強
(中國石化鎮海煉化分公司,浙江寧波 315207)
催化裂化(FCC)裝置是石油加工過程中重要的二次加工裝置,主要是使重質油品在高溫和催化劑的作用下發生裂化反應,轉變為干氣、液化氣、汽油和柴油等產品的過程。它是重油輕質化的主要手段之一,是煉油廠中的核心加工工藝。
催化裂化裝置使用的催化劑是FCC過程的核心技術,其主要是由分子篩均勻分布于基質中而成。目前工業催化裂化催化劑中常用的分子篩是Y型分子篩,常用的基質是高嶺土與鋁溶膠、硅溶膠等形成的半合成基質。裂化催化劑的特性取決于分子篩與基質的性質,其中分子篩的催化特性是主要的,但基質的作用也不容忽視。
原油中含有鐵、鈣、鈉、鎳、釩等金屬,在FCC反應過程中不斷沉積在催化劑上,導致催化劑選擇性變差、活性下降,并使裂化產物的焦炭和氣體產率增加,輕質油收率下降[1],而且這種過程一般是永久性和不可逆的。隨著FCC原料越來越重質化和劣質化,FCC催化劑金屬中毒的影響也越來越嚴重。鐵中毒由于其中毒現象不明顯一直被人們所忽視,近幾年隨著原油的酸化和重質化的進一步加劇,鐵中毒已產生極大的破壞作用。
中國石化鎮海煉化公司2套催化裝置分別是重油催化、蠟油催化,設計加工能力分別為180×104t/a和300×104t/a,原料部分為加氫蠟油,部分為常減壓側線抽出未加氫蠟油及減壓渣油,重油催化再生系統采用兩段再生(一段貧氧、二段富氧),蠟油催化采用前置燒焦罐的富氧再生。2018年3月份,2套催化裝置的再生催化劑出現不同程度的鐵中毒現象,本文主要對此次中毒現象進行分析,并提出應對措施,預防鐵中毒再次發生。
1 催化裂化裝置催化劑鐵中毒現象
2018年3月10日開始,鎮海煉化2套催化裝置相繼出現了異常工況,其中對蠟油催化裝置的工況影響較大,經過分析為鐵中毒引起。鐵中毒后,反再工況、再生催化劑性質及產品分布都出現了異常。
1.1 催化劑鐵中毒對反再工況的影響
催化劑鐵中毒后,蠟油催化反再系統總藏量呈明顯下降趨勢,3月14-16日,總藏量由320 t下降至300 t,按每天加入新鮮催化劑5 t計算,兩器催化劑跑損量30 t。再生器燒焦罐藏量由75 t逐漸下降至65 t,開大外循環滑閥后,外循環管密度上升,但燒焦罐藏量未明顯變化,再生燒焦負荷受限,稀密相溫差增大,出現尾燃現象。
再生器催化劑呈現了整體上移趨勢,稀相密度出現了明顯上升,由7 kg/m3逐漸上升至20 kg/m3。再生器旋風壓降上升,旋風分離的負荷增加,再生器部分顆粒較大的催化劑跑至三旋,三旋入口濃度增加,采樣分析了三旋入口的篩分組成,發現0~10 μm比例由79.81%下降至31.6%,10~50 μm比例由20.18%上升至68.4%,具體見表1。三旋回收罐的催化劑原來每周卸出2 t,而跑劑期間每天卸出8 t。三旋出口(煙機入口)粉塵短時出現了大于10 μm比例超過3%,對煙機運行工況產生了不利,影響煙機長周期運行。

表1 三旋入口粉塵篩分變化 %
1.2催化劑鐵中毒后的性質變化
催化劑鐵中毒期間,對平衡催化劑的性質進行分析,平衡催化劑中鐵含量由4 000 mg/kg快速上升至4 800 mg/kg。查看了平衡催化劑中鐵元素多年的歷史數據發現,其最高值在2013年上半年,約6 800 mg/kg,但未發生催化劑鐵中毒情況。
平衡催化劑的密實密度出現了下降趨勢,由0.96 g/mL下降至0.88 g/mL,這也是再生器燒焦罐藏量無法提高、稀相密度上升、再生器中的催化劑整體往上飄的原因。對平衡催化劑的微觀結構進行觀察,發現存在大顆粒粘連小顆粒,催化劑顆粒變大,催化劑流化性能變差。再生器外循環滑閥開大后,雖然密度有所上升,但是催化劑由于流化性能不好而無法回到燒焦罐,催化劑循環量減少,導致了再生器燒焦負荷受限,煙氣稀相發生尾燃。
再生催化劑的外觀也發生了一定的變化,再生器卸出的正常平衡催化劑的樣品顏色呈灰白色,而鐵中毒后,催化劑表面聚集鐵的氧化態,外觀呈現了明顯的淺黃色或者紅色。
1.3 催化劑鐵中毒后對產品分布的影響
催化劑鐵中毒后,平衡催化劑的活性由56下降至55.7,從活性看,中毒前后變化不大。但是據文獻記載,催化劑鐵中毒后,會堵塞孔道[2],導致催化劑的孔體積下降,本次鐵中毒,孔體積由0.26 mL/g下降至0.22 mL/g,原料油進出的孔道部分被堵塞,產品分布變差。催化劑鐵中毒前后的產品分布見表2,表中干氣產率略有下降,但是H2/CH4由1.97上升至2.44,說明催化劑脫氫反應明顯增加。液化氣收率下降0.9%,汽油收率下降1.4%,柴油收率上升1.9%,油漿收率上升0.52%。液化氣和汽油的目標產物減少,柴油及油漿收率上升明顯,說明催化劑選擇性和轉化率下降。文獻記載鐵中毒催化劑的比表面積和微孔體積均降低[3],其結果是原料轉化率降低、汽油產率減少以及重油產率增加,這與本文的結果一致。
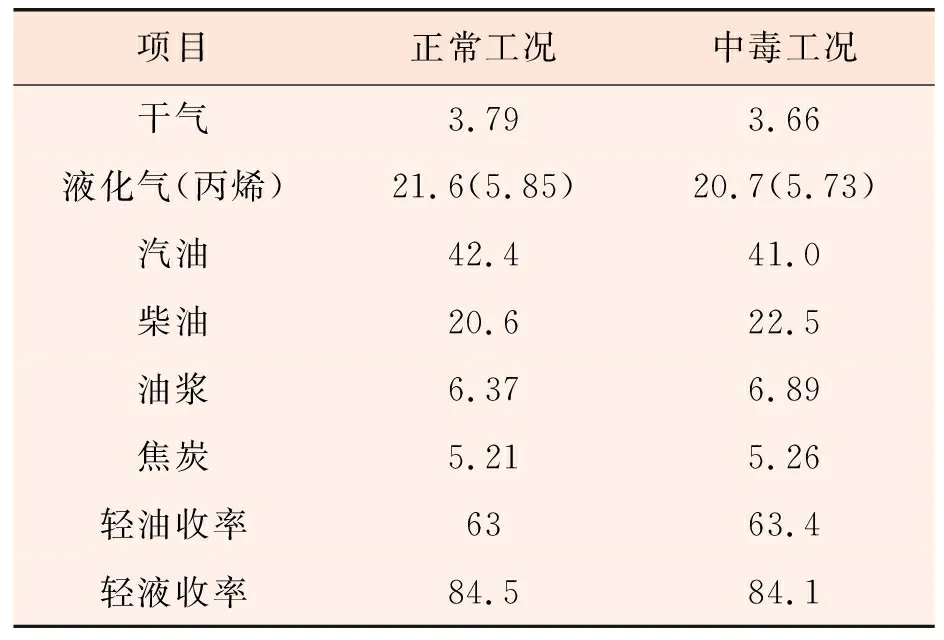
表2 催化劑中毒前后產品分布變化 %
2 平衡催化劑中鐵中毒原因分析
催化劑的重金屬污染關注比較多的是鎳和釩,鎳主要起脫氫作用,釩則是通過在催化劑顆粒內和顆粒間的遷移,與沸石發生多種形式的物理-化學作用,破壞沸石的晶體結構。隨著原料越來越重質化和劣質化,催化裂化催化劑鐵中毒的問題逐漸受到了普遍關注, 部分煉油廠已在實際生產中出現了鐵中毒的情況,如洛陽石化、海南煉化、石家莊煉化等。
2.1 平衡催化劑中鐵的來源
平衡催化劑中鐵的來源主要有3個方面:新鮮催化劑中含的鐵、原油中帶來的鐵以及操作中因裝置腐蝕等原因造成的鐵污染[4]。
新鮮催化劑中的鐵是催化劑在制備過程中由原料帶入的,鎮海煉化蠟油催化裝置使用的長嶺催化劑廠的催化劑,其新鮮催化劑中Fe2O3含量為0.30%,也就說鐵在新鮮劑中為2 100 mg/kg,這部分鐵屬于催化劑的組成部分,以良好的分散形式存在于催化劑基質上,對催化劑孔道性質影響不大。
原油中帶來的鐵稱為原有鐵,是指原油在自然生成以及采集、儲運過程中引入的鐵,我國原油中鐵含量一般為0.001‰~0.12‰[5]。另目前各煉廠的清罐油,其鐵含量較高,對催化裂化裝置催化劑影響較大。
裝置腐蝕等原因造成的鐵污染稱為過程鐵,主要是指在原油加工過程中由于腐蝕、磨損等原因導致鐵在催化劑上的沉積,其中以加工設備的腐蝕為主。原油加工過程中,鐵和硫化氫生成硫化亞鐵,但是原油中環烷酸的存在破壞了硫化亞鐵這層保護層,而易生成環烷酸鐵和硫化氫,環烷酸鐵因油溶性而直接進入原油中。
2.2 鐵在催化原料油形態及在催化劑中沉積方式
催化原料油中的鐵主要是以無機和有機2種形式存在,無機鐵主要是指硫化鐵、氯化鐵、氧化鐵等,均不溶于油,但以非常細的顆粒混在油中;有機鐵主要是指油溶性的環烷酸鐵。原油中的鐵主要是以環烷酸鐵的形式存在,其他形式的鐵含量很低。原油加工過程帶來的過程鐵,以環烷酸鐵、氯化鐵、硫化亞鐵等形式存在,其中以環烷酸鐵為主。
無機鐵和有機鐵在催化裂化裝置催化劑中沉積形式不同,無機鐵污染催化劑時表面和內部鐵含量基本一致,而有機鐵污染催化劑時表面的鐵濃度遠高于內部,表明無機鐵既可以附著在催化劑表面也可以進入催化劑孔道,而有機鐵大部分附著在催化劑表面形成瘤狀突起,有機鐵的污染毒害作用遠強于無機鐵。
2.3 本次催化裂化裝置催化劑鐵中毒原因
催化劑鐵中毒后,分析中毒前后的催化原料油中鐵含量,正常情況下,原料油中鐵含量在5 mg/kg以下,但在催化劑中毒期間原料油鐵含量為10 mg/kg,是平時的2倍。
為排查催化原料鐵的來源,對常減壓各側線的鐵元素進行分析,見表3,從各側線數據可以看出,渣油中鐵含量是其他各側線的數百倍,催化原料鐵主要來源于渣油中。查看催化以往的渣油鐵數據,正常情況下,渣油鐵含量在20 mg/kg左右,而本次催化劑中毒期間,渣油鐵含量在50 mg/kg以上,高出正常水平2倍多。對產該批次高含鐵渣油的常減壓油性分析發現,常減壓摻煉了5%~10%的清罐油,清罐油中鐵含量高達205 mg/kg(一般正常原油鐵含量在10 mg/kg左右)。
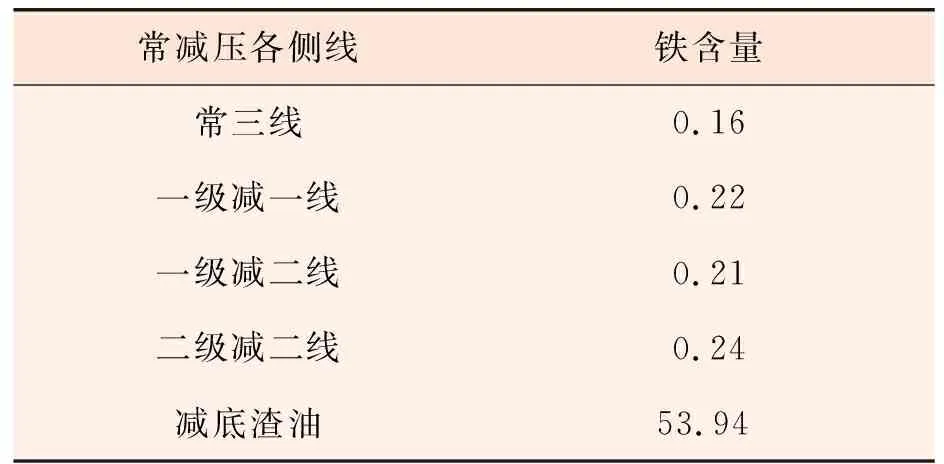
表3 常減壓各側線鐵含量分布 mg/kg
本次催化劑中毒后,催化劑中鐵含量為4 800 mg/kg,根據其他煉廠經驗,一般在6 000 mg/kg以上,才會在催化劑中顯現明顯鐵中毒。根據無機鐵和有機鐵在催化劑中形態不同,本次鐵中毒由清罐油引起,推測清罐油中鐵主要以有機鐵形式存在,有機鐵在催化劑中呈不均勻分布,有機鐵的污染毒害作用遠強于無機鐵。
3 平衡催化劑中鐵中毒應對措施
自3月10日2套催化裝置出現異常工況后,剛開始懷疑是設備原因造成了催化劑跑劑,并未意識到是催化劑鐵中毒。經過2套催化裝置進一步對比分析,發現存在很多現象類似,同時對原料各分析數據進行加樣分析,最終確定是催化劑鐵中毒引起。裝置出現異常后,降低裝置加工量,初步確定催化劑鐵中毒后,加快了對催化劑置換,新鮮催化劑加入量加快,同時加入未中毒的平衡劑30 t,加快異常工況恢復。同時更換加工渣油油性,并要求常減壓加工催化摻渣料時,對加工油種進行優化,不加工高含鐵原油或者摻煉清罐油。
3.1 監控催化裂化裝置渣油鐵含量及形態
催化裂化裝置平衡催化劑鐵主要來源于原料油,而原料油中鐵主要存在于渣油中,因此要監控好渣油鐵元素的日常分析,并設定鐵含量指標,出現異常高情況及時調整催化工況進行預防。催化渣油是原油經過常減壓分餾而來,原油進廠分析數據鐵含量偏高,需要適當調整加工比例,使用低鐵的原油進行調和,從而控制催化渣油的鐵含量。同時加工一些特殊油種,比如說清罐油,要對各下游裝置評估可能的影響,并制定相應措施。
本次催化劑鐵中毒是原料中有機鐵引起,因此需要注意原油中鐵的形態,若有機鐵含量較高,催化劑鐵含量在較低水平時,其中毒速度也很快,建議有機鐵較高的渣油不直接進催化裝置加工,可進焦化裝置或者先進行渣油加氫后再進催化裝置加工。
3.2 適當增加催化劑單耗
增加催化劑單耗可加快催化劑的置換,增強催化劑抗鐵中毒能力。以本次催化劑鐵中毒為例,2套催化發生了不同程度鐵中毒,其中蠟油催化較為嚴重,發生了燒焦罐藏量無法提高,稀相密度上升,再生器催化劑跑劑,稀相發生尾燃,而重油催化只發生了一再、二再的密相床層上移,對反再工況影響不大。2套催化摻煉的是相同的渣油,重油催化摻渣比例為26%左右,蠟油催化摻渣比例只有12%左右,重油催化總藏量200 t,蠟油催化300 t,按摻渣和藏量看,應該是重油催化鐵中毒更加嚴重,但從實際情況來看并非如此。重油催化催化劑單耗為1.03 kg/t,而蠟油催化單耗只有0.52 kg/t,因此適當增加催化劑單耗,有利于增加催化劑抗重金屬中毒能力。
3.3 對催化裂化催化劑改性以增加抗鐵中毒能力
具有大孔基質的催化劑抗鐵污染的能力相對較強,這是由于大孔基質具有更強的容鐵能力,因而應該開發大孔基質的催化劑以增加催化劑的抗鐵性能。某研究院最新開發的RICC系列、COKC系列和VRCC系列催化劑就是新型高抗鐵重油催化劑。其中SOY分子篩具有高比表面、高孔體積和通道暢通的特性,能有效提高鐵的容納能力。海南煉化催化裂化催化劑鐵含量高達10 000 mg/kg以上,催化劑廠家對其催化劑配方進行優化,選用了大孔體積、抗鐵性能強的催化劑,同時催化劑單耗增加至1.7 kg/t,有效減緩了催化劑的鐵中毒。
3.4 使用多金屬鈍化劑鈍化系統中鐵
某大學開發的新一代多功能鈍化劑SD-NFNV1型金屬鈍化劑,具有鈍化Ni、V、Fe、Na功能,可消除多種金屬的協同影響。能有效降低催化裂化干氣中的H2/CH4,提高再生催化劑的活性,在不影響產品質量的前提下提高輕油收率,使用過程中無凝結、無堵塞管道,使用方便,而且低毒,無味。
4 結論
a) 催化劑鐵中毒后,催化劑堆比密度變小,再生器密相床層上移,稀相密度上升,嚴重情況下將導致再生器跑劑。催化鐵中毒會影響產品分布,汽油液化氣收率下降,柴油油漿收率上升,H2/CH4上升。
b) 原油中鐵分為無機鐵和有機鐵,推測清罐油中以有機鐵為主,有機鐵在催化劑中呈不均勻分布,有機鐵的污染毒害作用遠強于無機鐵。常減壓在產催化摻渣料時,建議不摻煉清罐油。
c) 平衡催化劑的鐵主要來源于渣油中,日常生產過程中監控好渣油中鐵含量變化,建議根據裝置實際情況制定渣油中鐵含量指標。
d) 預防平衡催化劑鐵中毒,可通過增加催化劑單耗、改進催化劑配方、選用大孔徑催化劑及使用多金屬鈍化劑鈍化鐵等手段實現。
猜你喜歡
電子樂園·下旬刊(2022年5期)2022-05-13 20:42:21
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
石油石化綠色低碳(2019年6期)2019-01-14 01:16:16
石油石化綠色低碳(2019年6期)2019-01-14 01:16:14
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
當代化工研究(2016年6期)2016-03-20 16:21:37
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
化工進展(2015年6期)2015-11-13 00:26:37