新型鍍鉻封孔技術的性能及其在某型飛機起落架上的應用
2019-12-09 07:22:52王浩軍詹中偉周雁文湯智慧孫志華
腐蝕與防護 2019年11期
關鍵詞:裂紋
王浩軍,詹中偉,周雁文,湯智慧,孫志華,彭 超
(1.中航飛機西飛公司制造工程部,西安710089;2.中國航發(fā)北京航空材料研究院,航空材料先進腐蝕與防護航空科技重點實驗室,北京100095)
電鍍硬鉻鍍層是鋼制零件最常用的耐磨防護鍍層[1],硬度較高,一般為700~1 000 HV,具有良好的耐磨性,在飛機液壓部件、軸承、軸筒等部位有著廣泛的應用。盡管目前超音速火焰噴涂、爆炸噴涂等新型替代技術的應用逐漸普遍[2-3],但是電鍍硬鉻因工藝成熟、鍍層穩(wěn)定和耐磨性能良好等優(yōu)點,在軍工行業(yè)仍然有大量的應用,在可預見的時期內(nèi)仍將是鋼制零件的主要表面處理工藝。但是,采用傳統(tǒng)電鍍硬鉻工藝獲得的硬鉻鍍層,本身結(jié)構(gòu)存在網(wǎng)狀裂紋,而且后續(xù)的磨削加工往往會造成裂紋的增加,可能形成相互貫穿的網(wǎng)狀裂紋,這就使得有氣密性要求的鍍鉻零件發(fā)生漏氣現(xiàn)象,俗稱“冒汗”。不僅如此,網(wǎng)狀裂紋的存在還會造成腐蝕介質(zhì)更易深入鍍層內(nèi)部,造成基體腐蝕[4-6]。據(jù)統(tǒng)計,某型飛機主起落架活塞桿零件,鍍鉻后在氣密試驗中,“冒汗”率最高可達80%,難以通過氣密試驗,導致活塞桿零件不得不退除鉻層重新鍍覆;個別零件甚至返工3次。這種現(xiàn)象嚴重耽誤生產(chǎn)進度,影響零件正常交付,另外按照工藝文件規(guī)定,超過三次返工仍不合格的零件必須報廢處理,這也造成嚴重浪費。
目前工業(yè)界解決硬鉻鍍層氣密性差、耐蝕性差問題的主要思路是采取措施減少或消除微裂紋,主要方法包括油封、金剛石碾壓等。但是這些方法的效果并不十分理想,根本原因在于油封可能會在高壓作用下失效,而金剛石碾壓盡管能減少已有裂紋,但無法完全消除裂紋,甚至可能會催生出新的裂紋。目前國內(nèi)外普遍采用有機聚合物封閉的方法來提高硬鉻鍍層的耐蝕性。美國Messier-Dowty公司采用特殊的有機物對硬鉻鍍層進行封孔后處理,實現(xiàn)在中性鹽霧中750 h不出現(xiàn)銹蝕,同時還提高了鍍層氣密性。
本工作針對某型飛機主起落架活塞桿鉻鍍層氣密性差的問題,采用北京航空材料研究院研發(fā)的518封孔劑,對鉻鍍層進行封閉處理,并對封孔后的活塞桿零件進行全面適應性考核,以期為鍍鉻封孔處理工藝提供理論基礎。
1 試驗
1.1 試樣
試驗材料選用航空工業(yè)常用的30Cr MnSiNi2A高強度鋼,其名義成分見表1。用于孔隙率、耐蝕性、顯微硬度、耐溫性、耐油性、耐紫外老化檢測的試樣尺寸為100 mm×50 mm×3 mm,氫脆測試試樣按照HB 5067.1-2005《鍍覆工藝氫脆試驗》中的標準尺寸進行加工。某型飛機主起落架活塞桿功能考核的試驗均采用實際零件,包括常溫氣密試驗、耐高低溫試驗和耐磨試驗。電鍍硬鉻及測試過程中所用藥品,包括鉻酐、硫酸等,均為分析純。本工作選用北京航空材料研究院研發(fā)的雙組份518封孔劑。

表1 30Cr MnSiNi2A高強度鋼的名義化學成分Tab.1 Nominal chemical composition of 30Cr MnSiNi2A steel %
1.2 鍍鉻封孔處理
電鍍硬鉻工藝按照HB/Z 5072-1992《電鍍鉻工藝》進行,電鍍參數(shù)為:槽液溫度50~60℃,電流密度40~60 A/dm2,鍍層厚度40~60μm。所有試樣鍍后都需要進行除氫處理:(190±10)℃下保持至少8 h。試樣除氫后即可進行封孔處理。對于活塞桿零件,在封孔之前,還需要進行超精磨削處理,以達到規(guī)定的表面光潔度。
封孔處理工藝流程為:鉻鍍層除油→加熱→涂覆518封孔劑(刷涂或浸涂)→室溫固化(≥3 h)→加溫固化(120℃,≥2 h)。
1.3 表征與測試方法
硬鉻鍍層的孔隙率檢測,按照GB/T 17721-1999《金屬覆蓋層孔隙率試驗》規(guī)定,采用鐵氰化鉀溶液涂覆在試紙上,覆蓋于硬鉻鍍層表面,觀察是否出現(xiàn)藍色斑痕。鍍層的顯微硬度測試按照GB 9790-1988《金屬覆蓋層及其他有關覆蓋層維氏》的規(guī)定,采用Struers顯微硬度儀檢測。氫脆性能測試按照HB 5067.1-2005《鍍覆工藝氫脆試驗》的規(guī)定,采用標準氫脆試樣,進行200 h持續(xù)加載試驗。鍍層的耐蝕性采用中性鹽霧試驗檢測,按照ASTM B117-2011《鹽霧試驗標準》在Q-FOG鹽霧箱中進行,鹽霧溶液為5%(質(zhì)量分數(shù),下同)NaCl溶液,每24 h檢查1次,試驗時間360 h。耐溫性測試是將經(jīng)鍍鉻封孔處理的試樣放入(200±10)℃烘箱保溫24 h,取出后空氣中冷卻至室溫,觀察鍍層表面狀態(tài)。耐紫外老化試驗按照GB/T 16585-1996的規(guī)定,鍍鉻封孔的試樣紫外照射96 h后,觀察鍍層表面狀態(tài)。
活塞桿的功能試驗主要根據(jù)零件的檢驗要求進行,包括高低溫氣密試驗和耐磨試驗等,試驗設備采用工廠氣密性測試裝置。
2 結(jié)果與討論
2.1 518封孔劑成分及原理
518封孔劑是北京航空材料研究院研發(fā)的雙組份封孔產(chǎn)品,主要用于提高鉻鍍層的耐蝕性和氣密性。A組份屬于無溶劑型液體環(huán)氧類樹脂,B組份為固化劑。環(huán)氧類樹脂作為封孔劑的主要物質(zhì),其環(huán)氧基團化學性質(zhì)活潑,可以與多種類型的固化劑發(fā)生交聯(lián)反應,形成不溶、難熔的三維網(wǎng)絡狀高聚物。518封孔劑正是利用上述反應原理,將封孔劑固化于鉻鍍層的微裂紋中,從而達到封閉的效果。
環(huán)氧樹脂一般分子量較大,黏度較大,而鉻鍍層的微裂紋寬度約為幾微米,因此理論上封孔劑較難滲入。518封孔劑產(chǎn)品主要從兩個方面解決上述理論和技術難題。
首先篩選合適分子量的環(huán)氧樹脂。分子量大的環(huán)氧樹脂在常溫下為固態(tài),不宜作為無溶劑液體封孔劑,518封孔劑采用分子量小、常溫為液體的環(huán)氧樹脂作為封孔劑的基料。
其次利用裂紋毛細作用原理,改進優(yōu)化封孔工藝。先將零件加溫,蒸發(fā)裂紋中的水氣,裂紋中的空氣也受熱膨脹排出,之后在零件降溫的過程中,刷涂封孔劑,由于溫度梯度和裂紋毛細作用的共同結(jié)果,封孔劑更易滲入到裂紋中。
2.2 硬鉻層封孔后的微觀形貌
由圖1可見:未進行封孔處理的硬鉻鍍層表面存在大量微裂紋,其分布沒有明顯的規(guī)律性;微裂紋在鉻鍍層整個厚度范圍內(nèi)都隨機分布,當其相互連接并貫穿鍍層時,就可能形成通路,宏觀上造成漏氣。與此同時,微裂紋也會成為外界腐蝕介質(zhì)滲透入基體的通道,造成基體腐蝕。

圖1 硬鉻鍍層封孔前后的表面及截面形貌Fig.1 Surface(a,c)and cross-section(b,d)morphology of hard chrome plating before and after sealing
硬鉻鍍層經(jīng)過封孔處理后,微觀表面的裂紋痕跡略有減輕,且截面的的裂紋痕跡略有減少,見圖1(c)和(d)。這可能是由于封孔劑滲入并固化在裂紋中造成的。需要指出,封孔后表面仍顯示出裂紋痕跡,并非是封孔劑未滲入裂紋中,而是由于非金屬的封孔劑與金屬的硬鉻鍍層在材質(zhì)上差別明顯,所以在掃描電子顯微鏡下出現(xiàn)了成像的差異。
2.3 封孔性能考核
2.3.1 孔隙率
由圖2可見:未封孔的硬鉻鍍層,出現(xiàn)了大量的藍色斑痕,這表明鉻鍍層上存在裂紋,鐵氰化鉀溶液能夠滲透進入裂紋,并與鐵基體發(fā)生反應。封孔之后的硬鉻鍍層完全沒有出現(xiàn)藍色顯色反應,顯示出封孔處理已經(jīng)完全將硬鉻鍍層中的微裂紋封堵,溶液無法滲透進入鍍層。
2.3.2 顯微硬度
作為耐磨層,硬鉻鍍層的顯微硬度一般需要保持在700 HV以上。封孔處理必須在提高耐蝕性的同時,保證鍍層本身硬度不降低。封孔前后鍍層的顯微硬度檢測結(jié)果見表2。由表2可見:封孔處理對于鍍層硬度沒有不利影響。
2.3.3 氫脆性能
理論上,電鍍硬鉻后經(jīng)充分除氫處理,不會引發(fā)基體的氫脆問題。封孔處理也必須不影響基體氫脆性能才有實用性。518封孔劑屬高分子物質(zhì),在涂覆和固化過程中,并不會產(chǎn)生氫,尤其是引發(fā)氫脆的原子氫,所以,理論上封孔處理不會對基體的氫脆性能產(chǎn)生影響。對封孔處理的氫脆試棒進行缺口拉伸試驗,經(jīng)檢測缺口試樣的強度平均約為2 580 MPa。封孔處理后的缺口拉伸試樣,加載75%缺口強度的載荷,保持200 h,檢驗缺口試樣是否發(fā)生斷裂。試驗結(jié)果顯示所有封孔試樣都沒有發(fā)生斷裂,這表明封孔處理不會增加基體的氫脆風險,見表3。

圖2 硬鉻鍍層封孔前后的孔隙率Fig.2 Porosity of hard chrome plating before(a)and after(b)sealing

表2 封孔前后鍍層的顯微硬度Tab.2 Microhardness of hard chrome plating before and after sealing HV0.3

表3 封孔處理后氫脆試棒的拉伸結(jié)果Tab.13 Tensile results of hydrogen-embrittlement test bars after sealing treatment
2.3.4 耐溫性
硬鉻鍍層在服役過程中往往要承受一定的載荷和摩擦,因此不可避免會發(fā)生升溫情況。封孔劑如果在升溫過程中發(fā)生溢出或溶解,將會大幅度降低硬鉻鍍層的耐蝕性,甚至影響耐磨性。結(jié)合實際服役環(huán)境,設置耐溫性測試的溫度為(200±10)℃,將封孔處理的試樣放置其中保溫24 h。
圖3所示為測試前后的硬鉻鍍層外觀。經(jīng)過耐溫測試后,硬鉻鍍層表面沒有出現(xiàn)封孔劑溢出或溶解的現(xiàn)象。這是由于雙組份的封孔劑滲透進入微裂紋中,經(jīng)過固化之后,發(fā)生充分的交聯(lián)反應,形成牢固的聚合物體系,其自身在200℃以內(nèi)能夠保持良好的完整性和穩(wěn)定性。

圖3 耐溫性測試結(jié)果Fig.3 High temperature resistance test result:(a)befores test;(b)after test
2.3.5 耐蝕性
檢驗封孔效果最重要的指標是耐蝕性,采用5%(質(zhì)量分數(shù))NaCl中性鹽霧試驗進行檢測。由圖4可見:未封孔的鉻鍍層經(jīng)過24 h鹽霧試驗后,表面出現(xiàn)了大量紅色腐蝕產(chǎn)物,表明腐蝕介質(zhì)已經(jīng)通過鉻鍍層的微裂紋滲透進入基體表面,造成鋼基體嚴重腐蝕。而封孔處理試樣經(jīng)過360 h鹽霧試驗后,沒有出現(xiàn)任何腐蝕跡象,顯示出極佳的耐腐蝕性能。
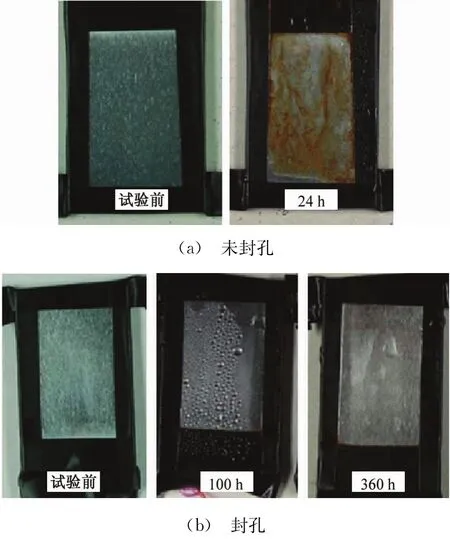
圖4 硬鉻鍍層封孔前后的中性鹽霧試驗結(jié)果Fig.4 Neutral salt spray test results of hard chrome plating before(a)and after(b)sealing
2.3.6 耐紫外老化性
封孔處理是采用有機高分子物質(zhì)堵塞硬鉻鍍層中的微裂紋,達到提高氣密性和耐蝕性的目的。有機高分子物質(zhì)必須具有良好的耐紫外老化性能,才能在長期服役中穩(wěn)定使用。
由圖5可見:經(jīng)過96 h紫外老化試驗后,硬鉻鍍層表面并未出現(xiàn)明顯的變化,封孔劑未出現(xiàn)溶解、鼓泡、脫落等現(xiàn)象,表明封孔試樣具有優(yōu)異的抗紫外老化性能。
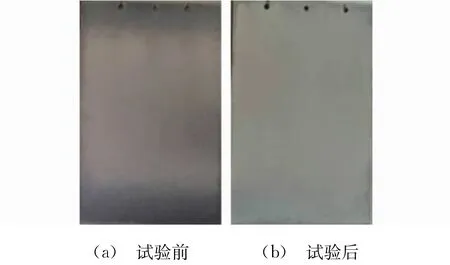
圖5 紫外老化試驗前后的封孔硬鉻鍍層表面形貌Fig.5 Surface morphology of sealed hard chrome plating before(a)and after(b)UV aging test
2.4 活塞桿鍍鉻封孔工藝應用
國內(nèi)某型飛機主起落架活塞桿批產(chǎn)過程中,鍍鉻段長期存在漏氣和冒汗現(xiàn)象,造成起落架結(jié)構(gòu)減壓,破壞減震和穩(wěn)定的作用。據(jù)統(tǒng)計,某型飛機起落架活塞桿漏氣率高達80%。不合格的活塞桿需要退鉻重鍍,嚴重耽誤生產(chǎn)進度;并且根據(jù)工藝文件規(guī)定,退鍍返工次數(shù)不得超過三次,否則必須按報廢處理,極大增加了生產(chǎn)成本。
針對上述嚴重問題,現(xiàn)采用封孔劑對活塞桿硬鉻層進行封孔處理。封孔處理的一般工藝流程為:鉻鍍層表面清洗→加熱→配制封孔劑→刷涂封孔劑→靜置并固化。根據(jù)需要,可以重復上述步驟2~3次,以提高封孔效果。
1)鉻鍍層表面清洗
鉻鍍層應當在磨削加工后開始封孔處理。鉻鍍層的清洗可采用有機溶劑,如丙酮等,以完全去除鉻層表面的油污等,形成潔凈、均勻的待涂覆表面。如有必要,可采用陽極除油。
2)加熱
將活塞桿加熱至120~150℃,保持至少1 h。
3)配制封孔劑
在活塞桿加熱過程中,按照比例配制封孔劑,攪拌均勻,并在1 h內(nèi)使用。
4)刷涂封孔劑
將活塞桿取出掛起,采用潔凈的毛刷在鍍鉻區(qū)域均勻刷涂封孔劑,確保封孔劑在整個涂覆區(qū)域均勻鋪展,并保持至少3 min;然后采用潔凈紗布擦除表面多余封孔劑。
5)靜置并固化
室溫靜置至少6 h,然后在120~150℃下固化處理至少2 h,冷卻后即可交付。
2.5 活塞桿零件功能驗證
活塞桿零件進一步開展功能考核,以驗證封孔處理對氣密性的提升效果。按照工廠氣密性測試裝置進行高低溫氣密試驗和耐磨試驗等。
2.5.1 高低溫氣密試驗
高低溫氣密試驗是模擬實際服役環(huán)境,檢驗封孔處理的活塞桿經(jīng)歷高、低溫后的氣密性。試驗裝置示意如圖6所示。高溫試驗是將充填正常氣壓的活塞桿在(70±2)℃下保持2 h后,進行拉伸壓縮試驗,待恢復到正常溫度后,進行氣密試驗。低溫試驗是將充填正常氣壓的活塞桿在(-55±2)℃下保持4 h后,進行拉伸壓縮試驗,待恢復到正常溫度后,進行氣密試驗。氣密試驗包括高、中、低三個壓力下的氣密檢測,檢測不同壓力下活塞桿漏氣情況,其中高壓是液壓1.9 MPa,保持1 h;中壓是氣壓0.9 MPa,保持2 h;低壓是氣壓0.6 MPa,保持4 h。對比封孔與未封孔處理的活塞桿,試驗結(jié)果如表4所示,可以發(fā)現(xiàn),經(jīng)過封孔處理后的活塞桿全部通過高低溫后的各項氣密試驗,而未封孔零件則均未通過試驗。這表明封孔處理極大提高了活塞桿零件的氣密性能。

圖6 氣密性試驗裝置示意圖Fig.6 Sketch of airtightness test set

表4 高低溫氣密試驗結(jié)果Tab.4 Results of airtightness test at high and low temperatures
2.5.2 耐磨試驗
耐磨試驗是模擬活塞桿實際工作情況,在有液壓油潤滑的情況下進行500周期的拉伸壓縮試驗,每100周期檢查鉻鍍層外觀,試驗完成后進行密封性能檢測,同時對液壓油的潔凈度進行檢測,檢驗封孔處理是否會對液壓油的潔凈度產(chǎn)生污染。
結(jié)果表明,在整個耐磨試驗期間,進行封閉處理的活塞桿鉻鍍層外觀正常,密封性合格。同時,封孔處理的活塞桿經(jīng)過500周期耐磨試驗后,其液壓油的潔凈度與未封孔活塞桿中液壓油的相同,表明封孔處理不影響液壓油的潔凈度。
3 結(jié)論
(1)封孔處理的工藝性能穩(wěn)定,能夠降低硬鉻鍍層孔隙率,提高耐蝕性,不影響鍍層顯微硬度、氫脆性、耐溫性和耐紫外老化性能。
(2)采用封孔處理的某型飛機主起落架活塞桿,氣密性能大幅度提高,耐磨性能合格,封孔處理有效降低了返工次數(shù),提高了生產(chǎn)效率,減少了材料及工時浪費,生產(chǎn)效益明顯。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
