北京地鐵1號線古城車輛段改造工藝設(shè)計方案
2019-12-07 05:31:26楊燕燕章斌
科技與創(chuàng)新 2019年22期
楊燕燕,章斌
北京地鐵1號線古城車輛段改造工藝設(shè)計方案
楊燕燕,章斌
(中鐵華鐵工程設(shè)計集團有限公司,北京 100038)
對古城車輛段現(xiàn)狀進行分析并設(shè)定改造目標,設(shè)計出符合古城車輛段實際情況、滿足生產(chǎn)檢修需求的工藝方案。詳細說明了架修列位的計算、修程計劃的確定,以及工藝流程、工藝布局等,對其他地鐵車輛段改造有一定的借鑒作用。
車輛段;架修列位;修程計劃;工藝流程
1 引言
北京地鐵1號線古城車輛段建于1969年,占地約2.3×105m2,是中國第一個地鐵車輛基地,定位為架、定修段。當時1號線主要采用“直流車”(早已淘汰),檢修工藝與要求與現(xiàn)在的“交流車”有相當大的差別。古城車輛段既有的維修場地、檢修設(shè)備及工裝等均已不能滿足現(xiàn)代“交流車”地鐵車輛的維修需求,亟需對古城車輛段進行改造。
本文根據(jù)生產(chǎn)綱領(lǐng),結(jié)合古城車輛段現(xiàn)場條件,在既有“直流車”檢修工藝布局基礎(chǔ)上進行改造,設(shè)計符合古城車輛段實際情況,滿足生產(chǎn)檢修需求的工藝方案。以下將對古城車輛段改造工藝設(shè)計方案進行詳細說明。
2 古城車輛段現(xiàn)狀分析及改造目標
古城車輛段檢修區(qū)主要由停車列檢庫和檢修庫組成。檢修庫分別為架修庫、輪對庫、小定修庫、大定修庫,具體如圖1所示。

圖1 北京地鐵1號線古城車輛段生產(chǎn)區(qū)總平面布置圖
經(jīng)現(xiàn)場勘測分析,古城車輛段存在檢修能力不足、檢修場地面積受限、庫停時間長、工藝流程不順、工藝設(shè)備老舊、外委維修制約生產(chǎn)等問題。古城車輛段面臨未來27列車(現(xiàn)22列車已達飽和)的架修任務(wù),車型多、復雜,修程緊任務(wù)重。通過優(yōu)化段場檢修區(qū)工藝流程及車間內(nèi)工藝布局,改造既有檢修場地,配置必要的試驗檢測設(shè)備和工裝設(shè)備,采用合作維修向自主維修過渡,逐步解決外委部件的制約等實現(xiàn)古城車輛段現(xiàn)代化“交流車”維修基地的改造目標。
3 檢修列位計算及修程計劃安排
3.1 車輛檢修修程及指標
根據(jù)《北京市地方標準-城市軌道交通工程設(shè)計規(guī)范》(DB 11/995—2013),得出車輛檢修修程以及指標,如表1所示。
表1 車輛檢修修程及指標
檢修種類檢修周期/萬千米檢修時間/d(停修/庫停)備注 里程/萬千米時間 廠修150~160 70/60車輛廠 架修37.5~403~4年24/17架修車輛段 月修22個月1/1車輛段、停車場 列檢—每天或雙日—車輛段、停車場
3.2 架修列位計算
古城車輛段生產(chǎn)綱領(lǐng)為承擔單班年檢修任務(wù)量為27列車(6輛/列)的架修修程任務(wù)量,現(xiàn)對檢修臺位進行計算,檢修列位計算公式如下:
=××/250 (1)
式(1)中:為檢修任務(wù)量;為停修時間;為檢修不均衡系數(shù)(根據(jù)地鐵設(shè)計規(guī)范,架修取1.1)。
經(jīng)計算,需要架修列位為2.01列位,設(shè)計取值為3列位。根據(jù)現(xiàn)場條件對架修庫及大定修庫進行改造,實現(xiàn)古城車輛段3列位架修能力。
3.3 確定修程計劃
依據(jù)規(guī)范中庫停時間17 d的最低要求,對古城車輛段架修修程計劃進行安排,對主要檢修任務(wù)進行分解并設(shè)定計劃:解編(1 d)、車體上部件(14 d)、車體下部件(12 d)、轉(zhuǎn)向架檢修(14 d)、構(gòu)架、軸箱檢修(7 d)、牽引電機檢修(8 d)、組裝落車(2 d)。
4 工藝布局改造
受用地及規(guī)劃限制,古城車輛段內(nèi)無法實現(xiàn)單體新建或單體擴建;同時為確保正常的生產(chǎn)運營,在不停運的前提下,綜合考慮古城車輛段改造僅對檢修庫內(nèi)部設(shè)施及工藝布局進行改造。根據(jù)架修列位及修程計劃安排,對車輛段工藝流程進行調(diào)整及優(yōu)化:架車作業(yè)采用不轉(zhuǎn)線作業(yè),集中到架修庫,節(jié)省部分檢修時間;對“直流車”工藝設(shè)備進行拆除,捋順工藝流程,減少物流線路,提高工作效率;調(diào)整布局,釋放檢修庫面積,解決檢修空間不足。調(diào)整優(yōu)化后的工藝流程如圖2所示。
以下僅對架修庫、輪對庫改造方案進行說明。
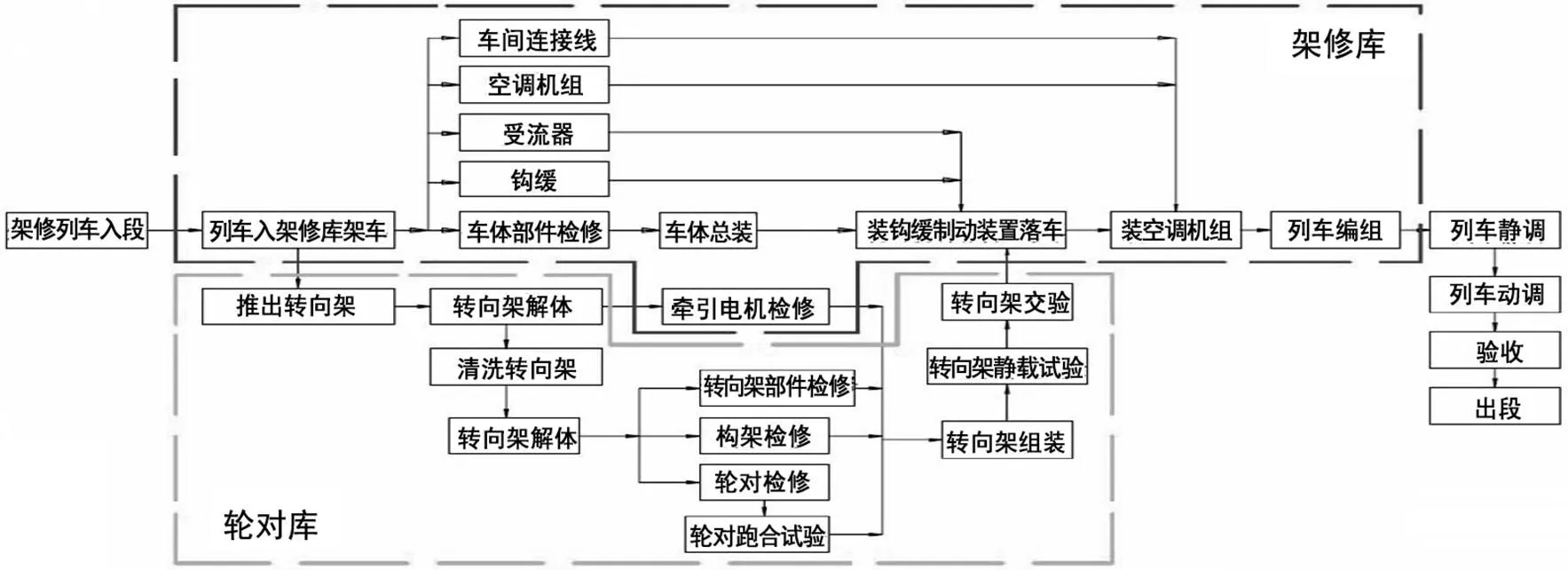
圖2 調(diào)整優(yōu)化后的工藝流程
4.1 架修庫
架修庫主要承擔列車解體組裝及部分部件的檢修任務(wù),庫長為138 m,3跨(7.5 m+18 m+12 m)混凝土結(jié)構(gòu)廠房。廠房18 m跨有兩股道為架車線,兩側(cè)輔跨為生產(chǎn)輔助間。
4.1.1 確定工藝流程
根據(jù)大工藝流程對架修庫內(nèi)的檢修流程進行調(diào)整優(yōu)化:列車入庫→列車解編→架車機架起列車→用鉤緩拆裝小車拆下車鉤送入鉤緩檢修間→把轉(zhuǎn)向架與車體分離→待修轉(zhuǎn)向架推送至輪對庫進行檢修→拆下車上空壓機組、電子、電器、電機、制動設(shè)備系統(tǒng)、受流器等部件用叉車或平板車送入相應(yīng)的檢修間進行檢修→待轉(zhuǎn)向架修好后從輪對庫推入架修庫→裝上修好各車上的部件→用公鐵兩用車(或其他牽引設(shè)備)依次將6節(jié)車連掛→連接好各車部件。
4.1.2 改造方案
主庫改造:架修庫主庫設(shè)有2股道,每股道檢修地坑長度較短約為100 m,且不貫通,可停放3節(jié)車。列車必須三三解編,需轉(zhuǎn)線至另外一股道,架修庫僅能滿足一列車(6B編組)的檢修,使用效率較低。根據(jù)庫內(nèi)情況,對架修庫主庫股道進行貫通并延長,使每條架修股道均具備一列車整體起架的能力。在滿足規(guī)范的前提下,每輛車車鉤接觸面距車鉤接觸面分解后保持1.5 m的距離,通過鉤緩拆裝小車,將車鉤從車上拆卸。經(jīng)計算,檢修地溝延長至130 m可滿足1列車架車檢修作業(yè)。將主庫內(nèi)改造成2列位的架修,實現(xiàn)2列車整體架車的需求。
檢修間布局調(diào)整:架修庫兩側(cè)輔助間布局與“交流車”所要求的檢修工藝布局差別較大,存在工藝路線交叉、倒流,運輸距離較長,房間布置較為分散、檢修間面積利用率不高等現(xiàn)象。根據(jù)架修庫工藝流程及生產(chǎn)綱領(lǐng),對架修庫內(nèi)檢修的所有部件需要的檢修面積進行核算,并對檢修間內(nèi)工藝設(shè)備進行工藝布置。以牽引電機檢修間為例,該車間需具備同時完成2列×12個(3動3托,每列車12個牽引電機)=24個牽引電機的檢修能力。結(jié)合古城車輛段牽引電機檢修場地、檢修人員配置等,牽引電機檢修間須滿足2列車牽引電機檢修條件并設(shè)置1列車牽引電機備品存放區(qū)。牽引電機檢修檢修間面積約為358.6 m2。
牽引電機檢修流程:吹掃、清潔→電機解體,定子轉(zhuǎn)子分離→轉(zhuǎn)子拆前后軸承→轉(zhuǎn)子、定子檢修(清潔、吹掃,檢查)→電機前后端蓋,油封、清洗、檢查→轉(zhuǎn)子組裝(裝內(nèi)套、冷卻、裝外套)→電機組裝(定子、轉(zhuǎn)子、機殼)→試驗→組裝(裝連軸節(jié),濾網(wǎng)清潔,整備)。
根據(jù)牽引電機檢修項目及段內(nèi)調(diào)撥,牽引電機檢修間設(shè)置必備的檢修設(shè)備及工裝:牽引電機檢修工作臺、動平衡機、交流牽引電機空轉(zhuǎn)試驗裝置、單柱校正壓裝液壓機、感應(yīng)加熱設(shè)備、電機吹掃裝置、轉(zhuǎn)子存放小車、清洗槽、起重機、電機軸承注油機、牽引電機立體存放架、烤箱(保溫功能)、移動耐壓試驗臺、工具柜、存放架等。牽引電機檢修改造后現(xiàn)場如圖3所示。

圖3 牽引電機檢修改造后現(xiàn)場照片
4.2 輪對庫
輪對庫主要承擔古城車輛段轉(zhuǎn)向架各修程檢修工作。主廠房為2跨聯(lián)合廠房(局部2層),跨度為12 m+18 m,長度96 m。現(xiàn)輪對庫轉(zhuǎn)向架的檢修面積僅能滿足1列車的轉(zhuǎn)向架檢修,并且輪軸間未能有效使用。
4.2.1 確定工藝流程
工藝流程如下:待修轉(zhuǎn)向架→拆空氣彈簧→拆牽引電機→清洗轉(zhuǎn)向架→分解轉(zhuǎn)向架(拆卸傳動裝置支撐架、托架、吊桿等,拆卸軸箱彈簧下部螺栓,調(diào)整制動單元加大制動閘瓦和車輪間的間隙等)→構(gòu)架輪對分離→軸箱輪對分解→拆解各部件(軸箱、油壓減震器、單元制動器、排障器、一系彈簧、牽引拉桿、牽引梁、齒輪箱懸吊裝置及風管路沖洗)清洗、探傷、檢測、修理→軸箱輪對分解→輪對沖洗→輪對探傷→車輪加工→輪對軸承軸箱組裝→輪對跑合試驗→轉(zhuǎn)向架總組裝→轉(zhuǎn)向架靜載試驗→轉(zhuǎn)向架交驗存放。
4.2.2 改造方案
輪對庫不能滿足2列車轉(zhuǎn)向架的構(gòu)架同時鋪開檢修,且輪對檢修及存放空間不足,造成部分轉(zhuǎn)向架需轉(zhuǎn)運至大定修庫進行現(xiàn)場維修。根據(jù)生產(chǎn)綱領(lǐng),庫內(nèi)條件需要滿足2列車轉(zhuǎn)向架檢修要求。既有轉(zhuǎn)向架解體組裝區(qū)設(shè)有2條檢修地坑(分別約為51 m、20 m)僅能滿足1列車的轉(zhuǎn)向架檢修作業(yè)需求。構(gòu)架檢修區(qū)位于2條檢修地坑中間,面積約250 m2(50 m×5 m),僅滿足1列車構(gòu)架檢修需求。有部分直流車的檢修設(shè)備設(shè)置在工藝路線上,占據(jù)檢修空間,影響檢修作業(yè)流程。
主庫改造:輪對庫18 m跨既有工藝布局較為合理,不進行較大調(diào)整。根據(jù)調(diào)整后的工藝流程,將靜載試驗臺位置調(diào)整至合理位置;設(shè)置轉(zhuǎn)向架轉(zhuǎn)盤及輪對轉(zhuǎn)盤將檢修庫內(nèi)的軌道靈活、有效連接起來。考慮有效利用主庫空間,在工藝設(shè)備上也進行了改進,摒棄“傳統(tǒng)”的轉(zhuǎn)向架支座,采用地埋式構(gòu)架支座,使用方便,操作簡單,節(jié)省空間,整齊美觀。地埋式構(gòu)架支座現(xiàn)場如圖4所示。
輪軸間改造:輪對庫12 m跨輪軸間,主要為輪對的檢修區(qū)。輪對運輸均需通過天車吊運,并且輪對清洗除銹機及輪對熒光磁粉探傷機等既有設(shè)備未能充分利用;檢修間內(nèi)直流車檢修設(shè)備(軸承清洗機、軸箱清洗機等)占據(jù)檢修面積。
本次改造將既有直流車檢修用設(shè)備拆除,占據(jù)的空間根據(jù)檢修需求改造為軸箱存放區(qū)及齒輪箱托架工裝存放區(qū)等。從降低天車的使用頻率及吊運安全角度考慮,增設(shè)輪對轉(zhuǎn)盤。通過以上改造,輪軸檢修間騰出更多檢修面積,同時輪對清洗除銹機、輪對磁粉探傷機及數(shù)控車輪車床等既有設(shè)備能夠有效利用,工藝路線更順暢、靈活。

圖4 地埋式構(gòu)架支座現(xiàn)場照片
5 總結(jié)
本次改造方案不僅滿足了古城車輛段27列車架修生產(chǎn)任務(wù)的基本需求,同時為自主維修和智能檢修等方面也進行了設(shè)計和條件預留。在本次改造中依然存有不足之處,因受限于場地,如牽引電機檢修只能設(shè)置在架修庫,工藝路線存在交叉及反復運送等問題。古城車輛段改造工程已于2017年竣工并投入使用。經(jīng)過2年的驗證,改造后的古城車輛段已成為“交流車”專業(yè)維修基地。希望本文對其他地鐵車輛段改造工程工藝設(shè)計有一定參考作用。
2095-6835(2019)22-0052-03
U279
A
10.15913/j.cnki.kjycx.2019.22.015
〔編輯:嚴麗琴〕
猜你喜歡
中學生數(shù)理化·自主招生(2024年6期)2024-06-24 11:15:29
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
中學生數(shù)理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術(shù)與機床(2019年12期)2020-01-06 03:17:46
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
西南交通大學學報(2018年5期)2018-11-08 10:58:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
鐵道運營技術(shù)(2015年3期)2015-12-23 09:27:14
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03