商用車縱梁生產(chǎn)線的優(yōu)化布置探討
2019-12-06 06:21:37李東
中國科技縱橫 2019年18期
關(guān)鍵詞:自動化
李東
摘 要:對標(biāo)國內(nèi)主流生產(chǎn)商,介紹了通過技術(shù)改造和設(shè)計對“平板沖+模壓工藝”的縱梁生產(chǎn)工藝的生產(chǎn)線優(yōu)化布置,使其具有柔性化、自動化的特點,提高縱梁的生產(chǎn)效率及質(zhì)量保證能力。
關(guān)鍵詞:技術(shù)改造;柔性化;自動化
中圖分類號:TG76 文獻(xiàn)標(biāo)識碼:A 文章編號:1671-2064(2019)18-0078-02
國內(nèi)商用車的縱梁生產(chǎn)線,主流生產(chǎn)商已經(jīng)在用或者準(zhǔn)備投入的基本是采用輥壓+三面沖的一個流直線布置,該方式具有柔性化、可自動化程度高等特點。而我們則是國內(nèi)少數(shù)的采用平板沖+模壓工藝的主機(jī)廠中的一位,我們不可能直接摒棄掉公司內(nèi)大量的大型壓力機(jī)、數(shù)控設(shè)備、縱梁模具。必須進(jìn)行必要的探討和改進(jìn),探索一條適合自己的道路。
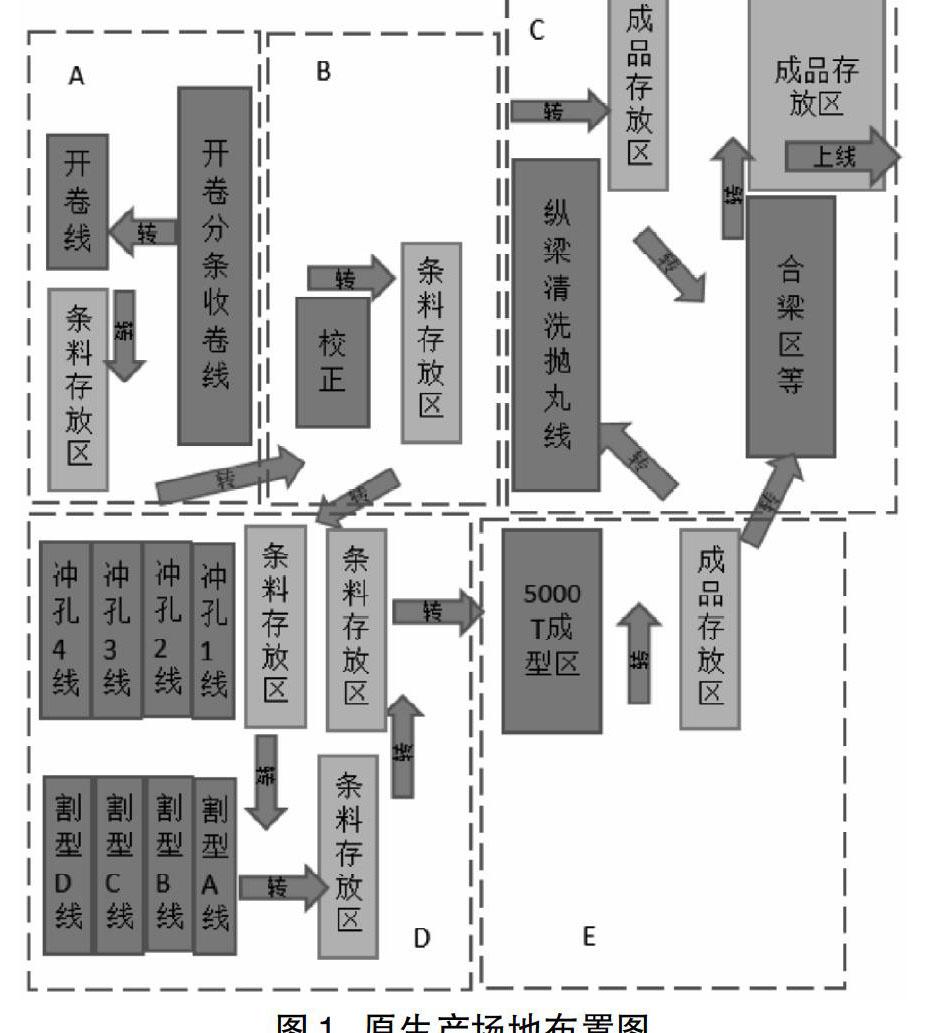
我司原有的縱梁生產(chǎn)與其他原先的主機(jī)廠一樣,基本采用區(qū)域化布置,具體如圖1所示。橫跨5個車間,縱梁開卷線、割型、數(shù)控沖孔、模具成型、清洗拋丸、合梁一共6個區(qū)域。每個區(qū)域都是跨車間或斷開式,采用平板車、地軌車、吊車的方式進(jìn)行物流連接。
縱梁采用訂單式+期量的方式生產(chǎn),先在下料車間A進(jìn)行大卷料的開卷分條/收小卷。用平板車轉(zhuǎn)運(yùn)至開卷線開條料,條料開合后,用吊車轉(zhuǎn)運(yùn)至條料存放區(qū)。采用地軌車和吊車轉(zhuǎn)運(yùn)至車間B進(jìn)行板料的弧形(鐮刀彎)人工返工校正。
數(shù)控沖孔車間C物流人員把B車間的條料轉(zhuǎn)回本車間的條料存放區(qū),并根據(jù)本工序的加工計劃分配至4條沖孔線。操作者操作數(shù)控沖孔機(jī)床加工孔,完工后的沖孔料用吊車轉(zhuǎn)至外形加工崗位進(jìn)行割型或模具修邊,檢驗抽查合格后再用吊車轉(zhuǎn)運(yùn)至條料存放區(qū)。
配料人員根據(jù)5000T壓型計劃配料通過吊車+地軌+吊車的方式送至縱梁成型車間D的5000T上料區(qū),操作者操作壓力機(jī)和模具把縱梁加工成U型件,然后操作輸送鏈再把縱梁轉(zhuǎn)運(yùn)出用吊車至成品存放區(qū)。
在E車間,成品縱梁根據(jù)后續(xù)的工藝路線過縱梁清洗拋丸線或合梁等,該全部采用吊車的方式進(jìn)行周轉(zhuǎn),完工后縱梁轉(zhuǎn)至成品區(qū),根據(jù)鉚接計劃再配送至裝配車間。
從圖1中可以看出,縱梁的加工根據(jù)工序全部采用區(qū)域化布置,區(qū)域化的生產(chǎn)布置可以使該區(qū)域工作更加靈活安排,受其它工序的影響較低,后續(xù)的產(chǎn)能擴(kuò)充方便,但是也帶來了如下問題點:
(1)縱梁的生產(chǎn)場地布置面積利用率低,大量的物資需要存放,都是經(jīng)過多次物流轉(zhuǎn)運(yùn),效率低,人員步行多,存在較多的作業(yè)時間浪費,可實現(xiàn)自動化的程度低。
(2)物流轉(zhuǎn)運(yùn)多,成本高。縱梁從開料到成品轉(zhuǎn)運(yùn)至鉚接裝配車間,不包括工序內(nèi)部的轉(zhuǎn)運(yùn)就一共有16次,需較多的物流車、地軌和吊車,其中物流車人員2人,可多余的吊車人員6人,一共8人。轉(zhuǎn)運(yùn)設(shè)備的故障率相對較高,對生產(chǎn)的影響比較大,每年都需要對物流車、地軌車、吊車的維護(hù)保養(yǎng)需要大量的人員精力及資金。
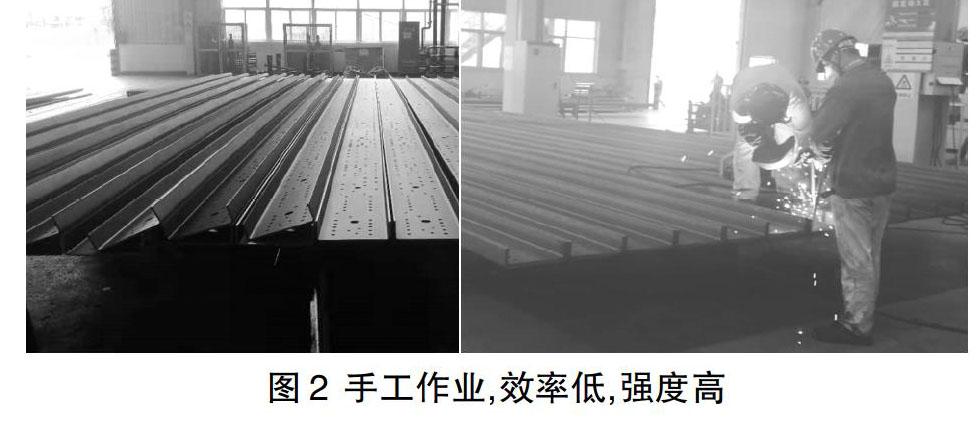
(3)人員勞動強(qiáng)度高,有效作業(yè)低。因生產(chǎn)模式及存放的區(qū)域多,板料的堆垛也隨著增多,隨之出現(xiàn)需要人工找料翻料、待料等問題出現(xiàn),安全系數(shù)低。如圖2所示,部分工序崗位采用人工作業(yè)的方式,未能形成自動化作業(yè),如弧形校正,合梁、整尾等。雖然該類作業(yè)的充實度高,但是效率低,同等產(chǎn)值的情況下,需要補(bǔ)充更多的人員,這部分人員產(chǎn)生的價值太低。
(4)物料中轉(zhuǎn)積壓,資金不能盤活。采用區(qū)域化布置及生產(chǎn),縱梁存放7個區(qū)域,為保證生產(chǎn)的順暢性,在每個區(qū)域都必須保證有緩沖結(jié)存,采用道程表測算結(jié)合實際運(yùn)行后,按200臺/天的產(chǎn)量計算仍然要存放平均4600件/天的板料,大量的坯料結(jié)存,導(dǎo)致了不良資金的占用。
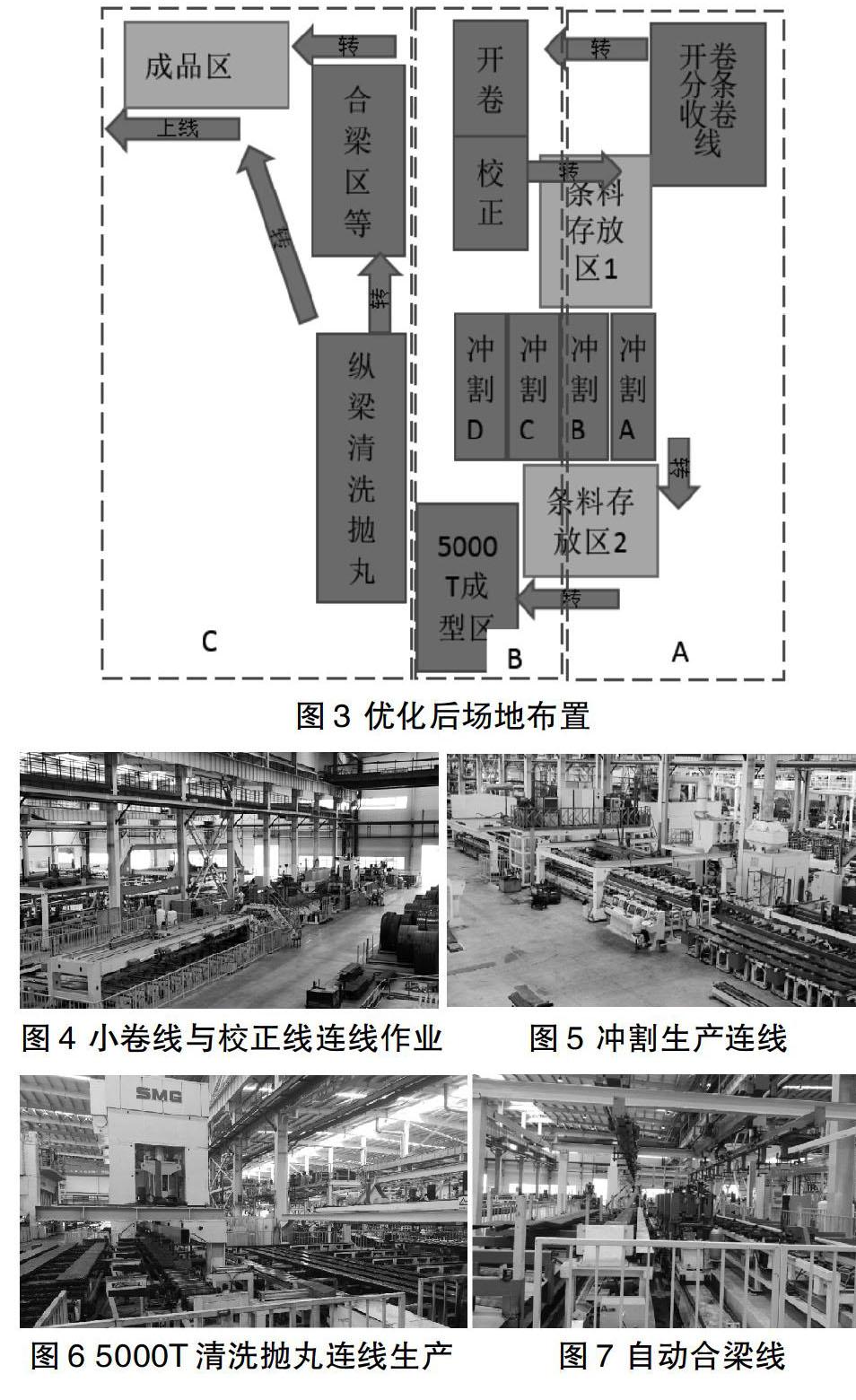
國內(nèi)主流先進(jìn)廠家流水線的生產(chǎn)方式,結(jié)合我司模壓生產(chǎn)工藝特點,在降低產(chǎn)房投入和物流成本,提升產(chǎn)品的質(zhì)量保證能力基礎(chǔ)上,通過重新的技術(shù)設(shè)計及技術(shù)改造,實現(xiàn)縱梁生產(chǎn)線的模塊化+連線結(jié)合的U型布置生產(chǎn)線,可實現(xiàn)縱梁的計劃+一個流的生產(chǎn)模式。如圖3所示的U型布置,開大卷料收卷→開卷+校正→轉(zhuǎn)運(yùn)→沖割→轉(zhuǎn)運(yùn)→5000T成型+清洗拋丸→轉(zhuǎn)運(yùn)→合梁等→成品→配送。生產(chǎn)線的主要改造設(shè)計和技術(shù)升級包括聯(lián)合研發(fā)弧形校正線代替人工校正線并與開卷線連線設(shè)計;平板沖孔線與割型線連線設(shè)計;壓力機(jī)與清洗拋丸線連線生產(chǎn)設(shè)計;自主研發(fā)合梁線代替人工合梁設(shè)計等,幾大工序采用了模塊化的布置。
如圖4所示,為小卷線+校正線生產(chǎn)連線。在A跨車間,把大鋼卷吊上開卷機(jī)分成小卷料后,通過橫移機(jī)構(gòu)自動轉(zhuǎn)出并通過吊車轉(zhuǎn)運(yùn)至小卷開卷上料區(qū),小開卷線根據(jù)生產(chǎn)計劃依次把條料開出符合長度規(guī)格的縱梁條料。由于小卷線與校正線采用軌道連線設(shè)計,完工后的條料直接轉(zhuǎn)至校正線進(jìn)行校正。該校正線設(shè)計只需要1位員工操作進(jìn)行按鈕操作,校正規(guī)整后的板料可自動檢測是否合格,合格后的坯料存放在條料存放區(qū)1。整個過程可減少庫存的條料及吊車使用。
如圖5所示,為沖割生產(chǎn)線。生產(chǎn)班組根據(jù)調(diào)度計劃安排,從同一個車間內(nèi)的條料存放區(qū)1通過橫移機(jī)構(gòu)把條料分別送至4條沖割連線的生產(chǎn)線,板料根據(jù)計劃及預(yù)先設(shè)定好的加工程序,在加工線上依次分別完成打碼-沖孔-割型-檢驗工序,然后按計劃順序存放放置到條料存放區(qū)2中等待下工序的。
如圖6所示,為縱梁成型與清洗拋丸表面處理模塊化布置。在5000T壓機(jī)成型區(qū),針對性設(shè)計了自動化的進(jìn)出料、傳輸及翻轉(zhuǎn)裝置和因清洗拋丸異常的自動堆垛緩存裝置,有效提升壓力機(jī)的作業(yè)效能。其中上料裝置、翻轉(zhuǎn)裝置、進(jìn)出裝置三者采用地鏈和電磁鐵吸料架聯(lián)接。5000T壓力機(jī)的作業(yè)人員開動橫移機(jī)構(gòu)把板料轉(zhuǎn)至待轉(zhuǎn)區(qū),按計劃依次把坯料放置到5000T上料區(qū)后,按鈕開動工裝后,工裝自動把板料輸送進(jìn)出機(jī)床的端頭定位,側(cè)向推料器把板料推進(jìn)入模具型腔,完成成型后,推料器把成品縱梁推上出料軌道傳輸至端頭限位后,再采用氣缸推料+翻轉(zhuǎn)送至輸送軌道上。正常作業(yè)時,通過輸送軌道把縱梁以4件/次的頻次送至縱梁清洗拋丸線,縱梁完成表面處理后,通過電磁鐵吸料架堆垛轉(zhuǎn)運(yùn)。
如圖7所示,為自動化合梁生產(chǎn)線,縱梁的內(nèi)梁、外梁分左右同步上到左右料架上,操作者選取預(yù)設(shè)的程序后,電磁鐵吸料架會把定位好的內(nèi)外梁依次吊取到中間的組合平臺上,組合定位好后送至主操作臺處,自動鉚合,采用電磁鐵吸料架堆垛。其他如自動整尾線,自動鉗形折彎線也類似如此,根據(jù)不同的產(chǎn)品結(jié)構(gòu)選擇后加工工序。該區(qū)域的所有工序完工合格后進(jìn)入成品區(qū),按計劃通過橫移機(jī)構(gòu)配送至裝配線。
方案的實施在量綱都為6萬臺/年的基礎(chǔ)上,廠房面積有效縮減了5000m2,縱梁生產(chǎn)區(qū)的轉(zhuǎn)運(yùn)縮減至7次,坯料緩沖區(qū)減少為2處。在扣除掉因效率及工藝質(zhì)量提升需要增加人員仍可實現(xiàn)減少6人的目的。而板料結(jié)存也可以從4600件/天降至2200件/天,有效盤活占用資金約2400件/天* 2000元/件=480萬元。整個布置盡可能連線設(shè)計,采用了大量的橫移機(jī)構(gòu)和磁力吊,并設(shè)計了專用的PLC控制程序進(jìn)行物料轉(zhuǎn)運(yùn)。本方案基本探索出了一個適合“平板沖+模壓工藝”的柔性化半自動化的生產(chǎn)解決方案。
參考文獻(xiàn)
[1] 劉寧寧.基于“一個流”的生產(chǎn)線分析與改善[J].商業(yè)(上半月),2011(05):19-20.
[2] 艾曉飛.設(shè)備及生產(chǎn)線自動化改造與管理[J].設(shè)備管理與維修,2017(1):19-20.
[3] 姚福來,田英輝,孫鶴旭.自動化設(shè)備和工程的設(shè)計、安裝、調(diào)試、故障診斷[M].機(jī)械工業(yè)出版社,2013.
猜你喜歡
經(jīng)營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學(xué)與財富(2016年28期)2016-10-14 21:28:54
科學(xué)與財富(2016年28期)2016-10-14 19:52:27
科學(xué)與財富(2016年28期)2016-10-14 19:49:55
科學(xué)與財富(2016年28期)2016-10-14 19:33:38
科學(xué)與財富(2016年28期)2016-10-14 03:14:22
