后扭力梁檢具檢測參數(shù)誤差補(bǔ)償方法研究及分析
2019-12-05 02:56:32張康康劉曉鵬
制造業(yè)自動化 2019年11期
關(guān)鍵詞:檢測
張康康,劉 波,劉曉鵬
(中北大學(xué) 機(jī)械工程學(xué)院,太原 030051)
0 引言
汽車生產(chǎn)作為一種規(guī)模化的制造產(chǎn)業(yè),銷量不斷上升,某種車型的年產(chǎn)量基本能夠達(dá)到幾萬輛甚至幾十萬輛[1],為了保證裝配時(shí)的互換性和使用過程的安全舒適性,關(guān)鍵零部件在制造完成后都要求對其關(guān)鍵幾何參數(shù)做100%的檢測,這就對檢測工件的精度與功能提出了更嚴(yán)格的要求。由于傳統(tǒng)的檢測方式,如使用手動檢具及三坐標(biāo)測量儀等難以滿足規(guī)模化、自動化生產(chǎn)的要求,自動化檢具開始逐漸應(yīng)用到汽車部件的檢測中。但自動化檢具由于其本身的制造誤差以及汽車部件檢測時(shí)裝夾變形和振動等因素的影響,造成其檢測精度難以滿足要求。本文針對某企業(yè)某車型后扭力梁自動化檢具存在的上述問題,在介紹后扭力梁及其自動化檢具的基礎(chǔ)上,研究了利用BP神經(jīng)網(wǎng)絡(luò)對后扭力梁自動化檢具的檢測誤差進(jìn)行補(bǔ)償?shù)姆椒ā?/p>
1 后扭力梁及其自動檢具
作為一種半獨(dú)立式懸架,扭力梁式懸架因其結(jié)構(gòu)簡單和占用空間小等優(yōu)點(diǎn)被廣泛應(yīng)用于小型車輛上[2]。車輛的兩個(gè)車輪之間通過一根扭力梁來進(jìn)行連接,當(dāng)兩側(cè)的輪胎發(fā)生上下位移的時(shí)候,扭力梁通過扭轉(zhuǎn)來控制晃動以更好地控制汽車行駛,且通過輪胎的角度變化量減小的作用也減少了對輪胎的磨損和消耗。
后扭力梁是一種焊接結(jié)構(gòu)件,由組成后扭力梁的各個(gè)薄壁沖壓件在焊接生產(chǎn)線上以焊接的方式連接而成,為了保證其裝配時(shí)的互換性,在焊接總成后要對其主要的尺寸參數(shù)進(jìn)行檢測。某車企某型號的后扭力梁簡圖如圖1所示,包括左右套管空間中心距、左右凸緣面中心距、套管中心與凸緣中心在X方向的距離、左右前束角和后傾角。
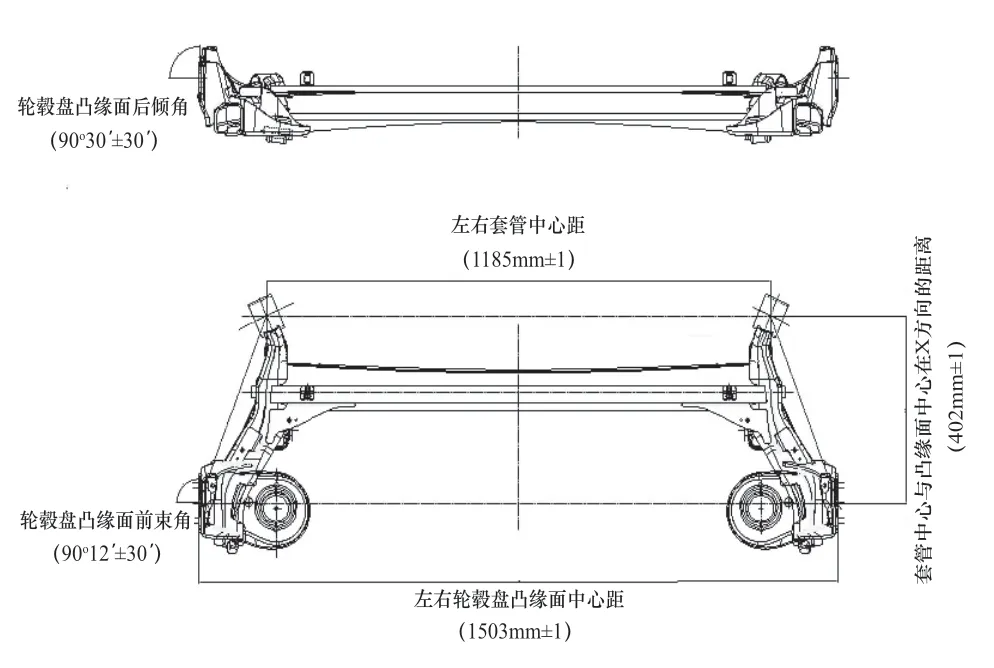
圖1 后扭力梁主要檢測參數(shù)
目前,汽車焊裝總成結(jié)構(gòu)件的檢測主要包括以下三種方法:
1)安裝有特制檢測用量規(guī)的手動專用檢驗(yàn)設(shè)備。這種設(shè)備結(jié)構(gòu)較簡單,但需要人工插拔檢測用的量規(guī),因此檢測效率低且只能進(jìn)行定性檢測[3],不容易監(jiān)測到生產(chǎn)過程中幾何參數(shù)的變化,達(dá)不到控制質(zhì)量的目的。
2)三坐標(biāo)測量裝置是一種精密測量儀器,便攜關(guān)節(jié)臂式或龍門式三坐標(biāo)測量裝置進(jìn)行精確檢測,具有較好的通用性[4],但是設(shè)備價(jià)格較高,需要專門的人員和環(huán)境,且單次測量時(shí)間長,難以滿足大規(guī)模生產(chǎn)的要求。
3)自動化檢測設(shè)備,簡稱自動檢具。這種設(shè)備主要包括定位及裝夾裝置、檢測用的傳感器和用于控制和信息處理的控制系統(tǒng)。檢測時(shí)將工件放置在檢具上,定位裝置進(jìn)行定位,裝夾裝置進(jìn)行夾緊,然后傳感器檢測工件的相關(guān)參數(shù)送到控制系統(tǒng)進(jìn)行處理,經(jīng)過計(jì)算得到需要測量的幾何參數(shù)。目前,自動檢具已經(jīng)實(shí)現(xiàn)了快速、高精度和自動化測量,在提高檢測效率的同時(shí)節(jié)約了檢測時(shí)間和成本[5,6]。
由于自動檢具具有較高的檢測效率及檢測精度,且能夠?qū)崿F(xiàn)參數(shù)的定量檢測和檢測過程的可視化,滿足了大規(guī)模、自動化生產(chǎn)的要求,開始在汽車部件生產(chǎn)中得到應(yīng)用。
對后扭力梁幾何參數(shù)進(jìn)行檢測的自動檢具的三維模型如圖2所示。圖中只給出了機(jī)械部分,其還包括了由工控機(jī)和PLC組成的電氣控制部分。檢具工作過程如下:頂升機(jī)構(gòu)對工件進(jìn)行粗定位,之后左右對稱的套管檢測單元的四個(gè)氣缸動作,并且在對中機(jī)構(gòu)的作用下完成工件的主定位工作,最后輪轂盤檢測單元的兩個(gè)氣缸將沿導(dǎo)軌其送進(jìn),前端的彈頂銷穿過輪轂盤的定位孔,工件離開頂升機(jī)構(gòu),處于懸空狀態(tài),則定位夾緊工件的工作完成。工件定位夾緊后,與套管檢測單元和輪轂盤檢測單元相關(guān)聯(lián)的13個(gè)傳感器也運(yùn)動到位,靜置一段時(shí)間后傳感器同時(shí)采集當(dāng)前數(shù)值然后通過數(shù)值計(jì)算得到測量結(jié)果。
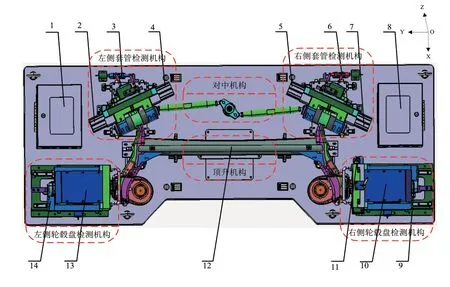
圖2 檢具整體結(jié)構(gòu)
2 BP神經(jīng)網(wǎng)絡(luò)原理
神經(jīng)網(wǎng)絡(luò)是在現(xiàn)代神經(jīng)科學(xué)研究成果的基礎(chǔ)上提出的,通過模擬大腦神經(jīng)網(wǎng)絡(luò)處理、記憶信息的方式進(jìn)行信息處理,具有自適應(yīng)、自組織和實(shí)時(shí)學(xué)習(xí)的特點(diǎn),在模式識別、誤差補(bǔ)償、自動控制等領(lǐng)域得到了廣泛應(yīng)用[7~9]。其中BP神經(jīng)網(wǎng)絡(luò)是普遍采用的一種形式。
基本BP算法包括信號的前向傳播和誤差的反向傳播兩個(gè)過程。即計(jì)算誤差輸出時(shí)按從輸入到輸出的方向進(jìn)行,而調(diào)整權(quán)值和閾值則從輸出到輸入的方向進(jìn)行[10,11]。BP神經(jīng)網(wǎng)絡(luò)的拓?fù)鋱D如圖3所示。
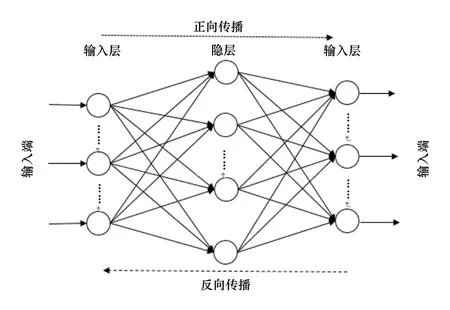
圖3 BP神經(jīng)網(wǎng)絡(luò)拓?fù)鋱D
3 誤差補(bǔ)償
3.1 誤差補(bǔ)償模型
利用BP神經(jīng)網(wǎng)絡(luò)對誤差進(jìn)行補(bǔ)償,需要確定神經(jīng)網(wǎng)絡(luò)模型,包括:輸入向量(神經(jīng)元)、輸出向量(神經(jīng)元)和隱含層神經(jīng)元。考慮到后扭力梁為剛性結(jié)構(gòu)件,其發(fā)生形變時(shí)8個(gè)待檢測參數(shù)或多或少均會發(fā)生變化,各個(gè)尺寸間存在著耦合關(guān)系,因此,輸入向量選為8個(gè)檢測參數(shù);同時(shí),為了提高補(bǔ)償精度只選取其中的1個(gè)檢測參數(shù)作為輸出。根據(jù)輸入和輸出向量的數(shù)目,利用經(jīng)驗(yàn)公式可以確定隱含層的數(shù)目為10[12],因此,所用BP網(wǎng)絡(luò)結(jié)構(gòu)為:8-10-1。由于8個(gè)檢測參數(shù)均需誤差補(bǔ)償,所以需要建立8個(gè)BP神經(jīng)網(wǎng)絡(luò)模型。
因?yàn)槿鴺?biāo)測量儀的檢測精度非常高,因此,利用BP神經(jīng)網(wǎng)絡(luò)進(jìn)行誤差補(bǔ)償?shù)哪康氖亲屪詣訖z具的檢測結(jié)果逼近三坐標(biāo)的檢測結(jié)果。因此,每個(gè)BP網(wǎng)絡(luò)的輸入向量由自動檢具檢測出的8個(gè)參數(shù)構(gòu)成;輸出向量由三坐標(biāo)測量儀檢測出的8個(gè)參數(shù)中的1個(gè)構(gòu)成。
利用21個(gè)工件來構(gòu)建BP神經(jīng)網(wǎng)絡(luò)的樣本,首先將21個(gè)工件依次放到自動檢具上進(jìn)行檢測,記錄測量結(jié)果;然后再將其依次利用三坐標(biāo)測量儀進(jìn)行檢測,記錄檢測結(jié)果。最后,對每個(gè)檢測參數(shù)按照上述方法構(gòu)成樣本。
對于每個(gè)參數(shù),選取21個(gè)樣本中的14組作為神經(jīng)網(wǎng)絡(luò)的訓(xùn)練樣本,對神經(jīng)網(wǎng)絡(luò)進(jìn)行訓(xùn)練,確定其權(quán)值等參數(shù),后7組作為測試樣本,測試網(wǎng)絡(luò)的性能。
3.2 數(shù)據(jù)分析
為了減小后扭力梁自動檢具控制系統(tǒng)軟件設(shè)計(jì)的工作量,基于BP神經(jīng)網(wǎng)絡(luò)的誤差補(bǔ)償算法在MATLAB軟件中利用其工具箱完成。在MATLAB軟件中用BP神經(jīng)網(wǎng)絡(luò)工具箱對上述的樣本進(jìn)行訓(xùn)練和測試,完成后得到網(wǎng)絡(luò)的權(quán)值、閾值等重要參數(shù),將其集成到自動檢具的控制軟件中用于計(jì)算補(bǔ)償值。7個(gè)用于測試的工件的測試結(jié)果如表1所示。
如表1所示,7個(gè)樣本的8個(gè)檢測參數(shù)補(bǔ)償后與三坐標(biāo)測量結(jié)果之間的偏差絕對值最大分別為:左凸緣面后傾角0.13,約為公差的13%;右凸緣面后傾角0.17,約為公差的15%;左凸緣面前束角0.06,約為公差的6%;右凸緣面前束角0.09,約為公差的9%;左右套管中心距0.17,約為公差的8.5%;左套管與凸緣面X向中心距0.26,約為公差的13%;右套管與凸緣面X向中心距0.22,約為公差的11%;左右凸緣面中心距0.24,約為公差的12%。
通過對比可以看出,經(jīng)過BP神經(jīng)網(wǎng)絡(luò)進(jìn)行誤差補(bǔ)償后,得到的參數(shù)測量結(jié)果與三坐標(biāo)的偏差小于自動檢具直接測量結(jié)果與三坐標(biāo)的偏差,并將偏差縮小到公差范圍的十分之一左右,滿足了廠家對檢具檢測精度的要求。
不過,對于尺寸比較大的參數(shù),如左套管與凸緣面X向中心距402,右套管與凸緣面X向中心距402,左右凸緣面中心距1503,其檢測精度相比其他尺寸來說較差些,分析其原因可能為:1)與檢測這些參數(shù)相關(guān)的機(jī)械裝置的制造精度低,加之與其他尺寸相比,其基本尺寸較大,產(chǎn)生了較大的復(fù)映誤差;2)用于神經(jīng)網(wǎng)絡(luò)的訓(xùn)練樣本數(shù)目較少,只有17組樣本,但影響檢測結(jié)果的因素過多,如制造精度、檢測過程中氣壓、振動情況的不同、工件裝夾過程中的受力變形不同等,限制了補(bǔ)償精度的提高。
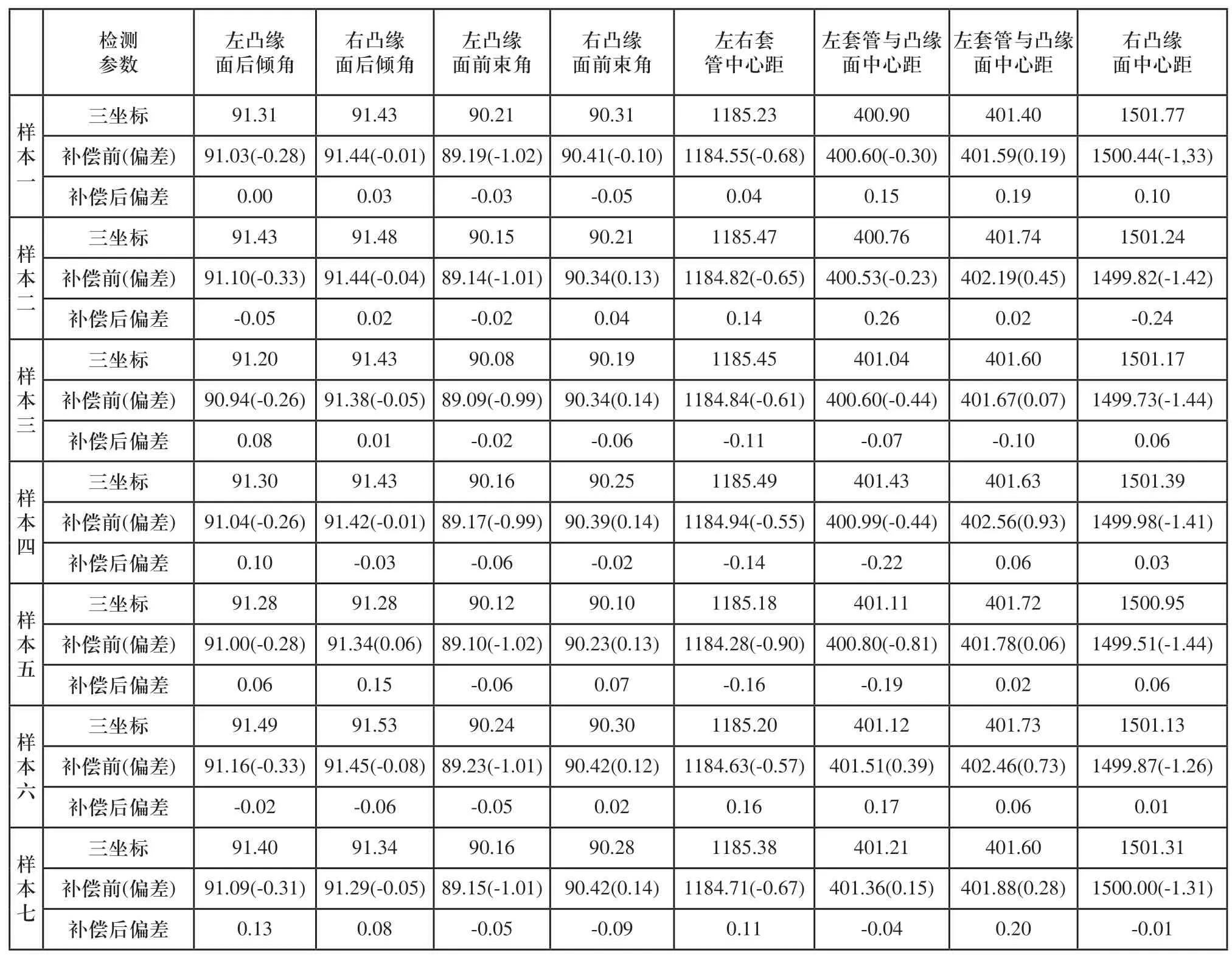
表1 測試結(jié)果
4 結(jié)語
本文針對汽車后扭力梁自動檢具在對結(jié)構(gòu)件檢測過程中受到的裝配誤差、受力變形以及氣壓波動及振動等因素的影響,提出了采用BP神經(jīng)網(wǎng)絡(luò)對自動檢具檢測結(jié)果進(jìn)行誤差補(bǔ)償。在實(shí)際的生產(chǎn)過程中,通過BP神經(jīng)網(wǎng)絡(luò)對檢測樣本進(jìn)行誤差補(bǔ)償,得到誤差補(bǔ)償效果較好,補(bǔ)償后的數(shù)據(jù)與三坐標(biāo)的測量數(shù)據(jù)的偏差縮小到±0.2左右,補(bǔ)償效果明顯,達(dá)到了生產(chǎn)商的精度要求。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
