2000MPa 熱沖壓鋼相變行為及熱沖壓溫度工藝研究
2019-11-22 02:07:46王彭濤李學濤李翔宇徐德超張博明
冶金與材料 2019年5期
王彭濤,李學濤,李翔宇,徐德超,張博明
(首鋼集團有限公司技術研究院,北京 100043)
隨著我國汽車工業(yè)的日益發(fā)展,汽車排放造成的大氣污染和能源消耗日益嚴重。汽車輕量化不僅能夠降低氮氧污染物排放,提高能源效率,還能提高汽車安全性。汽車輕量化的重要途徑之一就是高強鋼的應用,熱沖壓鋼憑借其超高的強度和良好的成形性,已經成為當代乘用車A 柱、B 柱、車門防撞梁、保險杠等安全部件的主要用材[1]。目前,商用化最為成熟和廣泛的熱沖壓用鋼是22MnB5,成形后其抗拉強度可達1500 MPa,斷后延伸率5%以上,相對于傳統(tǒng)低合金高強鋼減重能力約為20%~30%。通常在保證整體剛度和碰撞安全性的前提下,材料強度越高減重效果越好。據仿真結果分析表明:采用抗拉強度2000 MPa 級別鋼材,車身部件可以在當前1500 MPa 級別基礎上再減重5%~10%。
熱沖壓溫度制度是重要的過程參數,合理的熱沖壓溫度工藝,是車身零件碰撞性能的重要保證。文章通過測量2000 MPa 級別熱沖壓用鋼材料不同冷卻速度下膨脹量,結合維氏硬度和金相組織分析,確定材料相變規(guī)律并繪制CCT 曲線,以指導熱沖壓溫度工藝窗口的制定。
1 實驗材料及方法
本實驗所采用的材料是首鋼某冷軋產線生產的2000 MPa 級別無鍍層熱沖壓用鋼,材料化學成分如表1所示。首先使用DIL402C 型號熱膨脹儀,采用冶金標準YB/T 5127-2018 鋼的臨界點測定膨脹法[2]測量實驗材料Ac1、Ac3、Ar1、Ar3 臨界點。電火花切割加工試樣至20×100×1.6 mm,在Gleeble2000D 試驗機以10 ℃/s 加熱樣品至1000 ℃,并保溫10 min 以充分完成奧氏體化,并以0.1、0.5、1.0、2.5、5.0、7.5、10、15、20、30 ℃/s 冷卻速度至室溫,獲得不同冷速下膨脹-溫度曲線,用切線法分別求得奧氏體向鐵素體+珠光體、貝氏體和馬氏體相變起始溫度。

表1 實驗材料化學成分(質量分數,%)
研磨拋光試樣,并用4%硝酸酒精溶液侵蝕8~10 s,隨后用無水乙醇清洗后熱風吹干,在200MAT 型倒置金相顯微鏡下觀察金相組織。用FV-800 型維氏硬度計測量不同冷卻速度下試樣基體硬度值,采用HV10 標尺,壓力10 kg,每個試樣測量3 個點數值,求取平均值后繪制冷卻速度與維氏硬度值變化曲線。
繪制CCT 曲線,結合相變溫度制定熱沖壓溫度工藝窗口,并進行平板淬火實驗,采用國家標準GB/T 228.1-2010[3]方法進行力學性能驗證。
2 實驗結果及分析
5000X 下光學顯微鏡觀察,退火狀態(tài)下基體組織由鐵素體+珠光體+顆粒碳化物構成,鐵素體晶粒細小均勻,尺寸約為7~8 um。如圖1 所示。

圖1 實驗材料金相組織
利用DIL402C 型熱膨脹儀,采用YB/T 5127-2018方法,高純N2氣氛保護防止過度氧化,以180 ℃/h 的升溫和冷卻速率(接近平衡狀態(tài)下),繪制完整的膨脹-溫度曲線,見圖2 所示。采用切線法得到升溫和降溫過程Ac1、Ac3、Ar1 和Ar3,分別為738、801、646、703 ℃。

圖2 實驗材料膨脹-溫度曲線
實驗材料金相組織如圖3 所示,當冷速為0.1℃/s 時(圖3(a)),室溫組織由先共析鐵素體(F)和珠光體(P)組成。冷卻速度增加,鐵素體轉變被部分抑制,珠光體生長加快,珠光體體積比增加,晶粒增大。當冷速增加到0.5 ℃/s 時(圖3(b)),鐵素體圍繞粗大的珠光體晶粒晶界位置呈網狀生成分布,部分珠光體晶粒尺寸可達100 um 以上。
當冷速達到1.0 ℃/s 時,基體開始出現(xiàn)少量貝氏體(B)組織,如圖3(c)所示,在珠光體晶界附近,有少量貝氏體組織生成,在500X 視野下,貝氏體組織與鐵素體組織形態(tài)相似,但亮度較暗,且貝氏體內部存在明顯的亞結構。此時基體呈現(xiàn)鐵素體(F)+珠光體(P)+貝氏體(B)多相組織。冷速增加至2.5 ℃/s 時,貝氏體體積含量增加,尺寸增大,珠光體量減少,視場內已無明顯鐵素體組織。如圖3(d)所示,珠光體組織量已大幅減少,大部分區(qū)域已發(fā)生貝氏體轉變,甚至已經有馬氏體(M)生成。
繼續(xù)增加冷速至5.0 ℃/s(4(e)),珠光體已經完全消失,馬氏體組織大量生成,但在部分區(qū)域,仍然存在少量貝氏體組織。當冷速達到7.5 ℃/s 時,如圖3(f)所示,材料基體中珠光體、貝氏體組織完全消失,全部轉變?yōu)轳R氏體組織。在此冷速下,馬氏體組織整體較為粗大,組織內部板條位相差異明顯,板條間存在明暗相間的細條。當冷速超過10 ℃/s,組織仍為單相馬氏體組織,馬氏體板條形態(tài)呈現(xiàn)更短更細,且明暗特征明顯。
將樣品置于維氏硬度計下測量組織硬度,實測值及平均值見表3,并以冷卻速度為x 軸、平均硬度值為y軸,繪制硬度值隨冷速變化曲線見圖5。隨著冷卻速度的增加,基體組織的硬度均值由203.7 逐漸增加至583.1,當冷卻速度超過10 ℃/s 后,硬度值保持在590 左右變化不大。結合金相照片(圖4f-j),大于7.5 ℃/s 冷速下,金相組織全部轉變?yōu)轳R氏體組織,冷卻速度增加馬氏體板條有細化的傾向,但未發(fā)生本質變化。

圖4 不同冷速下HV10 硬度變化
利用Gleeble2000D 測量得到的熱膨脹-溫度曲線,通過切線法分別求得由奧氏體向先共析鐵素體+珠光體(F+P)、貝氏體(B)和馬氏體(M)轉變開始和終止溫度(表3)。并結合金相組織和硬度值變化,繪制試驗材料CCT 曲線(圖5)。
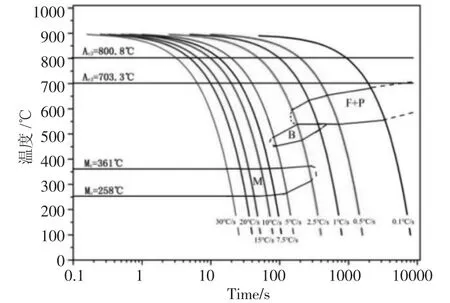
圖5 不同冷速下HV10 硬度變化
3 討 論
根據C 原子和Fe 原子等是否發(fā)生長距離擴散,珠光體和貝氏體相變分別稱為擴散型相變和半擴散型相變。而鋼材料中馬氏體相變是由過冷奧氏體直接切變形成數個馬氏體晶粒,期間不發(fā)生原子長距離擴散歸屬于非擴散型相變。由于冷卻速度大,相變過程中會產生強烈碰撞,形成較大應力場,板條之間位相差很大,內部存在大量和位錯和孿晶[4-5]。雖然馬氏體相變由母相直接切變生成,但同樣存在形核和長大過程,孟慶平等做了大量研究,并提出馬氏體相變中形核問題新觀點[6]。
熱沖壓生產中,為保證材料在加熱和保溫過程中能夠充分奧氏體化,可適當提高加熱溫度。但過高的加熱溫度會粗化原始奧氏體晶粒,進而導致相變后組織遺傳粗化特征[7]。目前,商用22MnB5 熱沖壓用鋼材料Ac3溫度約為850 ℃,而加熱爐加熱溫度一般在900~950 ℃,高于Ac3 點50~100 ℃。在爐時間則根據零件尺寸、厚度和爐內溫度梯度設置不同而適當調整,約為3~6 min,時間過短,奧氏體化不充分;過長則晶粒粗大,氧化鐵皮和脫碳嚴重。本文中2000 MPa 熱沖壓試驗材料Ac3為801 ℃,相對于22MnB5 奧氏體化溫度可以降低30~50 ℃,或適當縮短保溫時間。由于奧氏體化溫度的降低,奧氏體和馬氏體轉變溫度差縮小,保壓時間也可以減少,不僅有利于縮短生產節(jié)拍提高生產率,還能降低沖壓模具熱磨損。

圖3 不同冷速下實驗材料基體金相組織
由表2 可知,珠光體和貝氏體轉變會導致組織性能軟化,進而影響汽車部件碰撞安全性。因此,在模具設計、水道布置和冷卻水流量控制需要保證零件淬火冷速高于馬氏體臨界冷卻速度7.5 ℃/s[8]。此外,還要盡量降低轉移時間,避免轉移時間過長而提前發(fā)生珠光體和貝氏體轉變(事實上并不能完全避免貝氏體轉變的發(fā)生,可以允許少量貝氏體存在),保證沖壓溫度需高于當前冷速下的相變溫度[7]。

表2 不同冷速下相變溫度及硬度變化
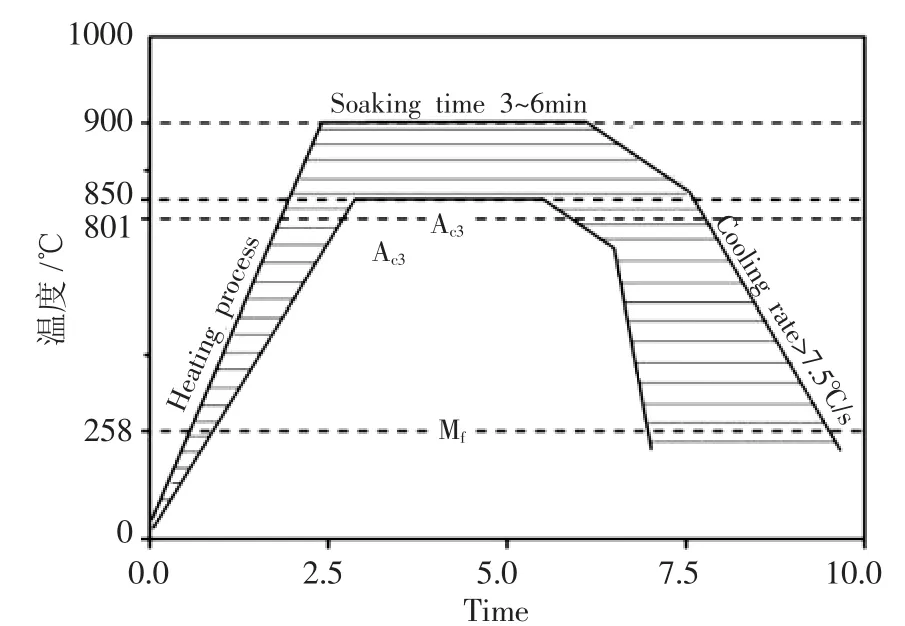
圖6 試驗材料熱沖壓溫度工藝窗口
綜上所述,制定熱沖壓溫度工藝窗口如圖6 陰影區(qū)域所示),并進行平板淬火實驗驗證,工藝參數:加熱溫度880℃,加熱時間5min,轉移時間6s,保壓壓力5MPa,保壓時間12s。由圖7 拉伸性能曲線可以看出,試驗材料Rp0.2、Rm強度分別達到了1286、2090 MPa,A50 斷后延伸率5.9%,達到此級別鋼種性能要求。
4 結 語
(1)試驗材料在冷卻速度小于0.5 ℃/s 時,基體發(fā)生先共析鐵素體和珠光體轉變。當冷卻速度為1.0 ℃/s 時,開始出現(xiàn)貝氏體組織。冷速達到2.5 ℃/s,馬氏體開始形成,基體中珠光體、貝氏體和馬氏體三種組織共存。
(2)當淬火冷卻速度超過7.5 ℃/s 時,基體組織全部轉變?yōu)轳R氏體,維氏硬度HV10 達到583.1,冷卻速度繼續(xù)增加,馬氏體板條趨于細小,組織硬度變化較小,淬火獲得馬氏體單相組織的臨界冷卻速度為7.5 ℃/s。
(3)根據Ac3、Ms和Mf等臨界溫度值,制定熱沖壓溫度工藝窗口,平板壓淬實驗后材料Rp0.2、Rm強度為1286 MPa 和2090 MPa,A50 斷后延伸率達到5.9%,符合2000 MPa 級熱沖壓用鋼力學性能要求。

圖7 試驗材料工程應力-應變曲線