連鑄坯皮下氣泡的成因分析及應對措施
2019-11-22 02:07:52肜玲華姚小峰
冶金與材料 2019年5期
肜玲華,姚小峰
(舞陽鋼鐵有限公司,河南 平頂山 462500)
舞鋼公司2# 和3# 連鑄機為直弧型板坯連鑄機,設計年產量260 萬t,可澆鑄斷面為(200、300、330)mm×(1300~2500)mm,連鑄坯定尺長8000~105000 mm,基本半徑10.5m,工作拉速0.7~1.8m/min,鑄機長度約35.98m,采用連續彎曲連續矯直技術,板坯冷卻方式是水冷加氣水霧化冷卻。2016 年5 月份以來,舞鋼3# 板坯鑄機生產的連鑄坯產生皮下氣泡缺陷,對產品質量、合同兌現和生產組織產生極大影響,大大降低了連鑄坯熱送率,致使每爐鑄坯都需要火焰清理,不僅耽誤熱送,還增加人工成本。為了杜絕鑄坯氣泡,舞鋼第二煉鋼廠通過技術和生產操作攻關,經過不斷的摸索、改進工藝技術和完善現場操作細節。從精煉真空情況、結晶器保護渣水分、保護澆注及現場操作等方面著手,優化了生產工藝,制定相應的預防措施,最終杜絕鑄坯氣泡的發生。
1 連鑄坯皮下氣泡的影響因素
1.1 精煉真空效果
真空精煉脫氧效果不好時,C 與O 反應生成CO 氣泡,增加鋼液中的氣體含量,使鑄坯更容易產生氣泡夾渣,精煉氣體樣如下表1。從表中可以看出精煉脫氧不穩定,真空時間保持不夠或者不進行真空處理時,鋼液從空氣中吸收氧氣和氮氣,致使鋼液中里的氧和氮含量升高,增加了皮下氣泡產生的幾率。
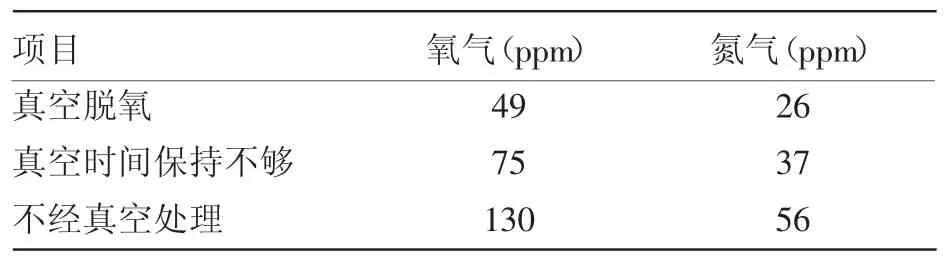
表1 氣體樣分析結果
1.2 水蒸汽
水蒸汽主要來源于煉鋼輔料、渣料、耐火材料和鑄機水冷系統。
(1)精煉過程添加的合金、造渣料、大、中間包覆蓋劑、結晶器保護渣中含有一定的水份,為防止部份水分解成[H]、[O]進入鋼液,應保證合金料的干燥或采取烘烤措施,將進廠覆蓋劑、保護渣的水分控制在0.3%以下,防止受潮。
(2)鑄機水冷系統在連鑄過程中產生水蒸汽,抽風機能力不足時,水蒸汽沿鑄機上升,在結晶器蓋板下表面凝成水滴,從結晶器銅板上口邊沿進入結晶器保護渣,甚至還有部分水蒸汽從組合式結晶器角縫鉆入并上升進入保護渣中,導致保護渣濕潤并在彎月面結渣,造成連鑄不順利。還有很小一部分水蒸汽進入燒結層并分解成[H]、[O]原子,由于[H]、[O]原子必須透過溶渣才能進入鋼水,因此只有極少部分能最后進入鋼液。
(3)鋼包、中間包耐火材料中的水分如果沒有烘烤去除干凈,在連澆爐次頭幾塊鑄坯或第一爐鑄坯的澆注階段,進入鋼液中的水蒸汽分解為[H]、[O]原子。如果鑄坯中形成氣泡,氣泡中應該主要含有CO 和H2為主;鑄坯氣泡產生有一定的規律性,即氣泡在每個澆次第一爐的前幾塊坯子開始出現,越接近后面數量越少。
1.3 浸入式水口插入深度
為防止鑄坯產生縱裂缺陷,舞鋼于2016 年4 月份將連鑄中間包浸入式水口的插入深度設置為155~160 mm,鋼水的沖擊深度增加,使鋼水中的氣體更容易被凝固捕捉。針對此現象,舞鋼將2# 和3# 連鑄機中間包浸入式水口的插入深度更改為150~155 mm,鋼水沖擊深度減小,氣體更容易上浮,不易被結晶器邊部凝固的坯殼捕捉而形成邊部氣泡。氣泡在結晶器的運動見圖1。
1.4 氬氣保護澆注
當連鑄采取全程氬氣保護澆注時,從大包下水口與大包浸入式長套之間縫隙進入鋼水的氬氣會從中間包鋼液表面上浮逸出,但氣泡基本不進入結晶器,而從中間包塞棒、中間包上水口透氣磚進入鋼水的氬氣則會隨鋼流進入結晶器。然而進入結晶器的氬氣氣泡也會隨鋼液運動至結晶器不同深度部位,在固-液界面,凝固枝晶會捕捉氣泡而形成鑄坯氣泡。
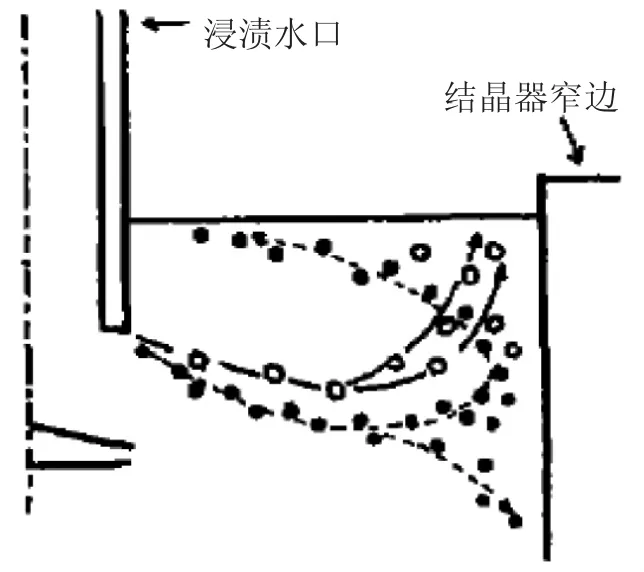
圖1 氣泡在結晶器內的運動形態
另外,由于空氣會從中間包上下水口縫隙等處進入鋼水,而設置O 型圈的目的就是為防止水口接觸處形成負壓區吸入空氣,因此在O 型圈內沖入氬氣,保證水口接觸縫隙內外壓力相等甚至大于空氣壓力。舞鋼原來在O 型圈內沖入氬氣壓力一般為0.3 m3,考慮到氬氣沖入時的損失量,無法達到隔絕空氣的目的,仍然會有空氣吸入,經過試驗,將沖入氬氣壓力調整為0.5 m3。帶氬氣密封的浸入式水口能抑制空氣侵入,從而防止皮下氣泡的集聚,且隨著氬氣流量增大,鑄坯皮下氣泡數量減少。舞鋼連鑄中間包下水口和浸入式水口接觸形式見圖2,澆注時間與滑動水口內漏空氣體檢的關系見圖3,氬氣量調整前后鑄坯產生氣泡數量對比見圖4。

圖2 氣密式滑動水口示意圖
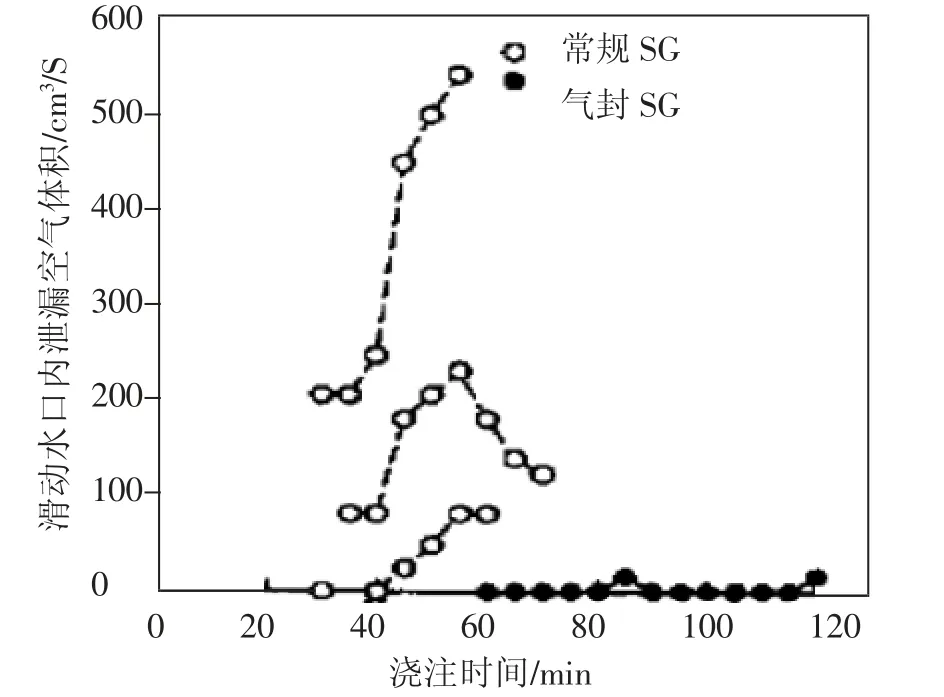
圖3 澆注時間和滑動水口內泄漏空氣體積的關系
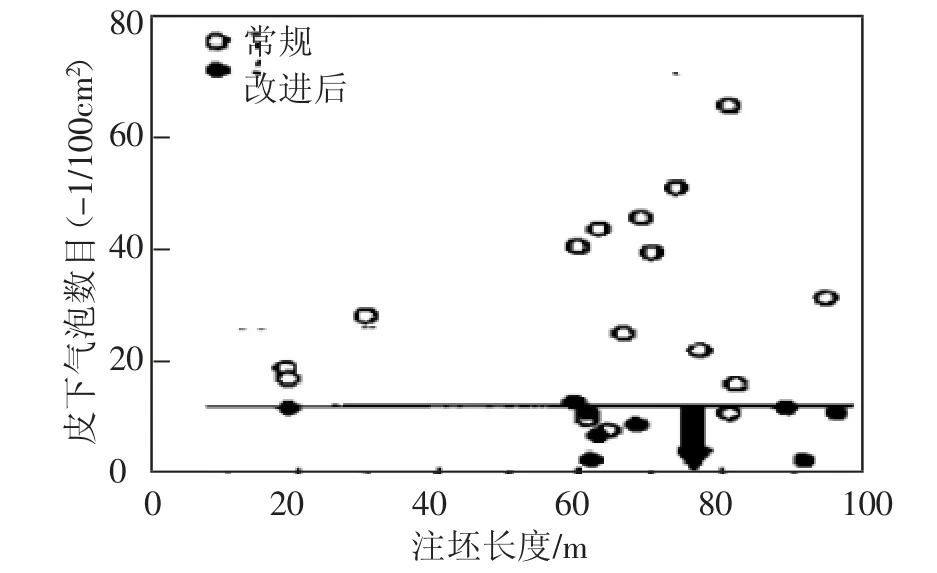
圖4 氬氣量調整前后鑄坯產生氣泡數量對比
1.5 過熱度
舞鋼連鑄過熱度規定在10~30 ℃之間,但有時由于前部工序出現問題,導致個別爐次過熱度有時高達40℃,而過熱度低的時候只有0 ℃,甚至會造成水口堵塞,致使異常終澆。過熱度過高會對耐材浸蝕嚴重,還會造成水口處吸氣嚴重,增加鋼中氣體量;過熱度過低會造成氣體在結晶器內上浮困難,易于被生成的坯殼捕獲,形成皮下小氣泡。連鑄過熱度控制水平如圖5 所示。

圖5 連鑄過熱度控制
1.6 保護渣
經驗表明,當連鑄機結晶器彎月面附近鋼液溫度低時,鑄坯容易產生皮下氣泡,這是因為彎月面處鋼液溫度過低,氣泡上浮至鋼-渣界面便被凝固坯殼捕捉,而彎月面鋼液溫度低的最大原因是保護渣熔化需要吸收熱量,再加上入冬后天氣變冷,更加降低了彎月面處的鋼液溫度,因此每當進入10 月份以后舞鋼便開始保護渣烘烤作業。通過長時間觀察,發現保護渣的烘烤溫度越高,鑄坯皮下氣泡越少且很小。
2 原因分析及措施
鑄坯清理后進行觀察,沒有在凹坑中發現氧化物,成分化驗分析也沒有發現NaCl、CaO 等化合物。據此可以判斷凹坑由氣孔形成,見圖6。舞鋼生產鑄坯氣泡直徑一般在100~300 μm,也有直徑小于100 μm 或大于300 μm 的氣孔,見圖7。
舞鋼鑄坯氣泡的產生有3 個原因:塞棒保護氬氣進入結晶器;結晶器蓋板與結晶器之間產生水蒸汽,被保護渣吸收后進入結晶器內,分解成[H] 后被鑄坯捕捉;過熱度控制的不精確。鑄坯氣泡基本集中在鑄坯內弧距邊部20~100 mm,氣體成分化驗可知氮氣、氫氣及氬氣所占比例分別為20%、40%和40%。其中氮氣從空氣吸入,氫氣以與其他氣體混合的形式存在,系鋼液凝固后鋼中擴散性氫氣聚集的結果,而氬氣則是塞棒保護氬氣流量過大所造成的。
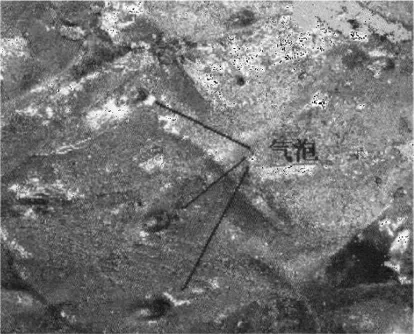
圖6 鑄坯氣泡缺陷形態
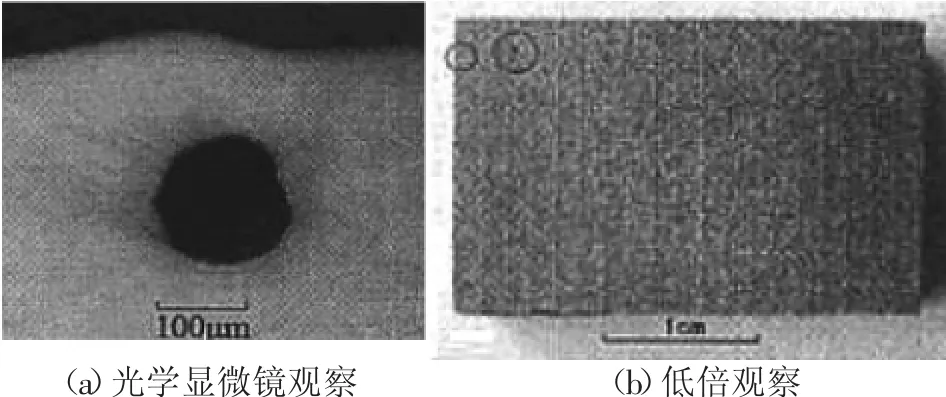
圖7 鑄坯氣泡形貌
3 結 語
通過上述分析,舞鋼連鑄通過采取對結晶器蓋板之間水蒸汽的封堵,塞棒由以前的沖氬改為實心不沖氬塞棒,耐材和保護渣水分定期化驗水分和加強過熱度控制在20~30 ℃,鑄坯皮下氣泡再也沒有產生過;大大減少清理量,降低了成本和計劃外的產生。