硬質合金自動切菜機刀具設計及工藝優化
2019-11-21 10:26:36葛占福張軍元
世界有色金屬 2019年17期
葛占福,張軍元
(武威職業學院,甘肅 武威 733000)
硬質合金打造的刀具具有穩固、高效、高耐用性等突出優點,是現代化科學自動設備加工生產線中至關重要的產品,它能夠提高生產線的加工效率及提高生產線運行的安全性[1]。各工廠引進的生產設備中,經常會見到這種刀具。這種刀具的設計工藝和常規高速鋼刀具之間的差別比較大,國內使用范圍較小,生產廠家也比較少。很多廠家只會偶爾或定期進口這種刀具。最近幾年,國內一部分工廠承制了多種刀具,并自行設計,借以改造我們的生產流水線,提高勞動生產率和經濟效益,且獲得了較高的利潤上升空間。根據我們的實踐經驗,用現有的常規刀具生產設備,依然可以加工出較為復雜的硬質合金刀具,比如自動切菜機刀具。
1 硬質合金自動切菜機刀具設計
1.1 刀具幾何參數的確定
硬質合金自動切菜機刀具設計參數的合理選擇是受到機床加工、部件、材料、冷卻、粗精加工等各種因素的影響[2]。在普通狀況下,刀具的設計一般會優先考慮影響最直接、最大的因素,以及被加工部件材料的影響。在其他加工條件一樣的前提下,只有被加工部件材料發生變化,在這種假設下進行刀具幾何參數的設計才是科學有效的。硬質合金自動切菜機加工時其刀具的選擇,在材料特征上具體表現為強度和硬度比較低,導熱性好,含一定比例的硅元素,具備硬點。在刀具受力特征上具體表現為阻力較小,切削溫升高,具備硬質點,容易積屑,不會發生斷屑。刀具幾何參數選擇的特點是刀尖圓弧比較大,主偏角一般取最大值,切削刃長度較長,進刀次數適當減少。另外有必要選取較大前角,使刀具切削速度加快,并降低切屑發生變形的可能性,且前刀面需要保持一定的光潔度,盡量減少摩擦,控制切削溫始終處于勻速升溫狀態;同時取較大后角,避免材料因為升溫回彈導致后刀面摩擦嚴重。
1.2 收納箱設計方案
市場上現行發售的切菜機絕大多數都是機身和菜品收集部分分離處理的[3],在使用時需要一個比機身更大的容納空間,為了解決這一問題,本文設計的切菜機設計了雙斗式收納箱,其結構包括:收納斗移動軌道,便于支撐、引導收納箱發生位移;收納斗,主要作用是收集菜品;箱體,為了保護機體內部零部件;觀察孔,便于觀察機體內部菜品的收集情況。
1.3 刀具內圓角和空刀及錯齒設計
很多零部件的孔口會有倒角或倒棱的存在,成形刀對應部位為內圓角或內倒棱。內倒棱很難進行加工,應該選擇以內圓角來代替。通常情況下,用金剛石砂輪進行磨削架空只可以控制大小在0.5mm左右,更小的圓角必須技藝高超或擁有多年經驗技工者才可以做好。空刀(砂輪越程槽)及錯齒的設計上,早期因為制造工藝比較落后,刀具空刀和錯齒設計曾一度被廣泛應用,其弊端就是被用工件孔口出現倒棱的概率基本為零,而多數零部件希望孔口不要太多鋒利。另外,窄而深的空刃很容易在作業的時候因卡住切屑而損壞部件,而空刀的尖棱邊棱如果不進行倒圓加工,也會劃傷零部件,所以刀具空刀必須設計為淺而寬。
1.4 刀具模型的三維實現
建模的第一步就是了解并掌握刀具的設計特征,為了滿足應用需求,根據零件加工的標準即切削目標,去選擇刀具的類型及其有關特征,熟知哪些尺寸是關鍵的、必須的;之后在此基礎上,再對有關參數進行科學的優選,進行設計參數的檢驗和刪改;最后就是聯系有關經驗或者試用結果進一步優化設計方案。
一般狹義上的刀具設計建模指的是在刀具結構、幾何參數已確定的基礎上,通過三維立體軟件將其復雜的結構進行詳細描述和表達即可。
2 硬質合金自動切菜機刀具的工藝優化
2.1 螺旋角的優化
螺旋角能夠加大刀具實際切削過程中的前角,讓刀具變得更為鋒利。正是因為螺旋角的存在,使實際加工過程中參與切削過程的切削刃長度得到增大,一定程度上提高了刀具切削的平穩性,降低了作業振動頻率。螺旋角的屬性具體包括角度的大小以及旋轉的方向。螺旋角的旋轉方向包括左旋和右旋。目前普遍采用右旋的方式。右旋刀具的切屑主要是從切削刃上方旋轉,這種刀具面向的加工對象比較廣泛,能夠廣泛應用在側銑、槽洗以及平面銑等。左旋刀具的應用范圍較為狹窄,加工時切屑從切削刃的下方旋轉,不利于切削的速度和熱量的散出,所以只適用于特殊狀況下的側統。在保證其他參數不變的狀況下,刀具的螺旋角越小,其強度就越大,刀具能夠承受的荷載力和機械沖擊就越大。但小螺旋角實際上降低了刀具的鋒利度,同等加工環境下其切削力反而更大。反之,隨著刀具螺旋角的加大,切削力出現遞減的趨勢,可刀具的強度卻得到了增強。所以,切菜機對于特定的加工對象,其螺旋角的選擇需要有一個合適的應用范圍,如此才可以延長其使用壽命,提高其性價比。
2.2 齒數的優化
整體立統刀的齒數一般條件下會選擇2齒、3齒、4齒以及6齒。在同等直徑下,齒數越多,刀具的內部直徑就越大,刀體切削力也隨之加強(見圖1),可同時容屑槽的空間反而會減小,排屑出現困難。所以對待向切菜機這種半精加工、精加工的刀具需要選擇多齒整體立銑刀。
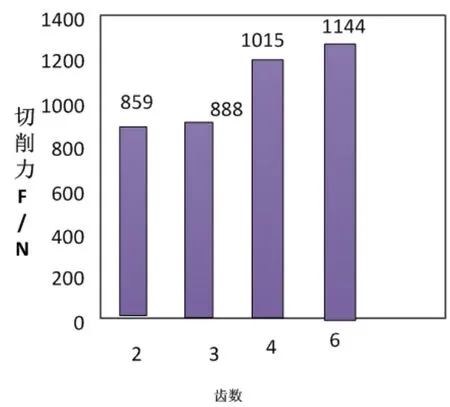
圖1 切削力遂齒數變化圖
3 結論
本文對硬質合金自動切菜機刀具設計及工藝優化進行分析,依托硬質合金的物理屬性,根據自動切菜機刀具的現實需要,對其設計工藝進行優化,實現本文研究。希望本文的研究能夠為硬質合金自動切菜機刀具的設計和工藝優化方法提供理論上的依據。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16