Ti6Al4V合金表面火焰噴焊WxC涂層耐磨性分析
2019-11-11 12:07:04潘曉龍姬壽長
鈦工業進展 2019年5期
潘曉龍,姬壽長
(1.西安稀有金屬材料研究院有限公司,陜西 西安 710016)(2.西北有色金屬研究院,陜西 西安 710016)
0 引 言
鈦及鈦合金具有高比強度、優良的耐蝕性等優點,是一種新興的結構和功能材料,在航空航天、艦船、汽車等領域得到廣泛應用[1-3],但其存在硬度低、耐磨性差的缺點。在鈦及鈦合金表面制備涂層是提高其耐磨性的有效途徑之一[4-5]。
火焰噴焊是一種較為成熟的涂層制備方法,所制備的碳化鎢耐磨涂層性能穩定可靠,并且成本較低、制備效率高,在工業中得到廣泛應用,并在石油工程等行業中形成標準[6-8]。鈦及鈦合金表面活性較高,和氧的親和力強,極易造成界面弱化,形成界面缺陷。目前的研究主要集中在如何制備高質量涂層,如何提高涂層與鈦基體的結合性能以及如何減少涂層氣孔等方面。本研究則針對工程領域非常關心的耐磨性和耐磨評價問題,重點研究鈦表面火焰噴焊碳化鎢涂層的耐磨性,以期為推廣鈦表面火焰噴焊碳化鎢涂層在工程領域的廣泛應用提供數據支撐。
1 實 驗
實驗用基體材料為西北有色金屬研究院生產的Ti6Al4V合金,其化學成分見表1。
表1 Ti6Al4V合金的化學成分(w/%)

Table 1 Chemical composition of Ti6Al4V alloy
用乙炔做燃料氣體,氧氣做助燃氣,采用“一步法”火焰噴焊技術在Ti6Al4V合金表面制備以Ni60為過渡層、Ni60+WC混合粉為硬質強化層的涂層。表2為Ni60合金粉末的化學成分。
表2 Ni60合金粉末的化學成分(w/%)

Table 2 Chemical composites of Ni60 alloy powder
噴焊前對Ti6Al4V合金試樣進行預處理:金屬清洗劑清洗→清水沖洗→乙酸乙酯清洗→清水沖洗→無水乙醇清洗→壓縮空氣吹沖。經預處理后,進行火焰噴焊處理,具體噴焊工藝參數為:氧氣壓力0.10~0.15 MPa,乙炔壓力0.04~0.08 MPa,預熱溫度150 ℃左右,噴涂距離150~200 mm,重熔距離20~30 mm。噴焊結束后,試樣置于氬氣保護氣氛中緩慢冷卻。
用電火花線切割機沿噴焊樣橫截面切取試樣。采用JSM-6460掃描電鏡進行形貌分析;采用Oxford X-sight能譜儀進行成分分析;采用日本理學D/max-2200 pc型X射線衍射儀進行物相分析;采用HX-1000型硬度儀進行維氏顯微硬度測量。
采用MS-T3000摩擦磨損試驗儀進行摩擦磨損性能測試。將Ti6Al4V合金基體樣、噴焊樣分別固定在測試盤上,摩擦頭分別選用GCr15、Si3N4小球,測試條件為:干摩擦,載荷4.9 N,旋轉半徑5 mm,轉速1 000 r/min,摩擦時間10 min。
2 結果與討論
2.1 涂層物相分析
圖1為噴焊后碳化鎢涂層的XRD譜圖。由圖1可見,基本相為Ni基噴焊材料以及WC,另外出現了W2C。據文獻[9-10]報道,W2C的生成是由于高溫等因素導致WC脫C分解,其反應式為2WC=W2C+C。乙炔-氧氣火焰溫度約為3 000 ℃,而WC的分解溫度為2 600 ℃,W2C的分解溫度為2 732 ℃,說明焰流到達涂層的溫度在2 600~2 700 ℃之間。在XRD譜圖中未發現氧化鎢及其他氧化物,說明冷卻過程中氬氣起到了良好的保護作用,避免了噴焊層的氧化(相比文獻[9])。
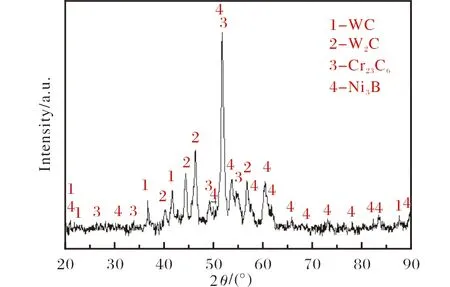
圖1 碳化鎢涂層的XRD譜圖Fig.1 XRD pattern of WxC coating
2.2 涂層結構分析
圖2為噴焊后試樣的橫截面形貌。由圖2可見,試樣橫截面分為3個區域:碳化鎢強化層、鎳基過渡層、Ti6Al4V合金基體。涂層與Ti6Al4V合金基體結合界面總體良好,沒有大的孔洞等缺陷。
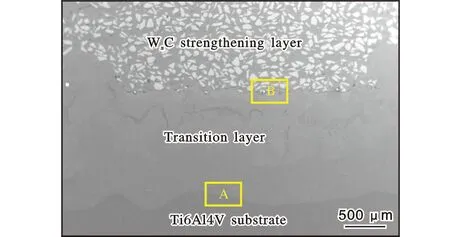
圖2 噴焊試樣的橫截面形貌Fig.2 Fracture morphology of spray-weld specimen
圖3是不同放大倍數的碳化鎢強化層的SEM照片。可以看出,強化層中的白色顆粒呈彌散態分布在灰色基體中。對白色顆粒和灰色基體進行EDS分析,結果見表3。根據EDS分析結果,白亮顆粒成分為W、C,灰色基體成分主要為Ni60。B元素在熔化過程中主要起到造渣的作用,因此灰色基體中沒有發現B元素存在。在圖1的XRD分析中,鎢元素主要是以WC+W2C組成的混合物WxC形式存在,可以認為強化層是典型的韌性Ni基體+WxC硬質組織。

圖3 WxC 強化層的SEM形貌Fig.3 SEM morphologies of WxC strengthening layer
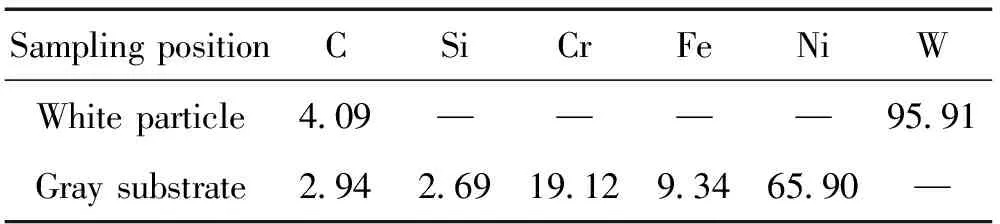
Table 3 EDS analysis results for white light particle and gray substrate in Fig.3
在碳化鎢強化層中可以看到明顯的卵狀孔洞,這些孔洞或存在于灰色基體中,或存在于碳化鎢顆粒的邊緣。孔洞是噴焊過程中沒有完全排出的氣體形成的。
圖4是涂層結合界面(分別對應圖2中的A、B區域)的SEM照片。從圖4a可以看出,過渡層與Ti6Al4V合金基體結合良好,沒有出現孔洞;而在強化層與過渡層的結合界面處,出現較多孔洞(圖4b)。孔洞是火焰噴焊中的常見現象,其數量與噴焊工藝(乙炔與氧氣的比例、噴槍移動速度、噴距、重熔次數、一步法或者兩步法等)及粉末球形度、粒度、成分等有很大的關系[11]。圖4b中,過渡層為Ni60,強化層為Ni60+WxC,孔洞密集出現在界面處,并且界面處有夾渣。這是由于噴焊過程中,相比Ni60過渡層,強化層中的粉末在噴焊重熔時流動性變得越來越差,造成噴焊層中的氣孔和夾渣等缺陷明顯增多[12]。過渡層側沒有孔洞,而強化層側靠近界面處的碳化鎢顆粒周邊有大量孔洞,說明在熔融過程中,懸浮的顆粒起到了阻擋作用,阻止了氣體的排出。這是在噴槍邊噴邊熔的過程中,靠近噴焊層邊緣的區域溫度相對較低,噴焊層金屬不能完全熔化,液固兩相并存,此時熔融金屬非常粘稠,氣孔上浮困難,從而造成大量的氣孔殘留在兩道噴焊層交界處,加之噴焊過程中氣體對熔融金屬吹力大,造成涂層翻卷,氣體難以逸出,氣體滯留產生氣孔[13]。

圖4 涂層結合界面的SEM照片Fig.4 SEM morphologies of bonding interface:(a)transition layer/substrate;(b)strengthening layer/transition layer
2.3 涂層硬度及耐磨性分析
2.3.1 硬度
對涂層表面硬度進行檢測,維氏顯微硬度值為12.3 GPa,Ti6Al4V合金基體的硬度值為3.63 GPa,涂層硬度相比基體提高了近3倍。
2.3.2 摩擦系數
圖5為沒有涂層的Ti6Al4V合金和噴焊涂層試樣分別與Si3N4、GCr15摩擦副對磨的摩擦系數曲線。由圖5可見,無涂層的Ti6Al4V合金試樣的摩擦系數較高,而經過噴焊處理后,摩擦系數大幅降低。在實驗中由于摩擦實驗時間較短,涂層沒有失效,故沒有出現急劇磨損現象,摩擦曲線基本可以分為2個階段,即磨合區、穩定區。在磨合區,摩擦系數有一定的波動;經過長時間的摩擦后,摩擦系數趨于穩定。在穩定區,無涂層Ti6Al4V合金試樣與GCr15、Si3N4的摩擦系數約為0.75,噴焊涂層試樣與GC15、Si3N4的摩擦系數分別為0.22、0.30。由此可見,經過噴焊后,Ti6Al4V合金的摩擦系數大幅降低,最高降幅可達60%以上。
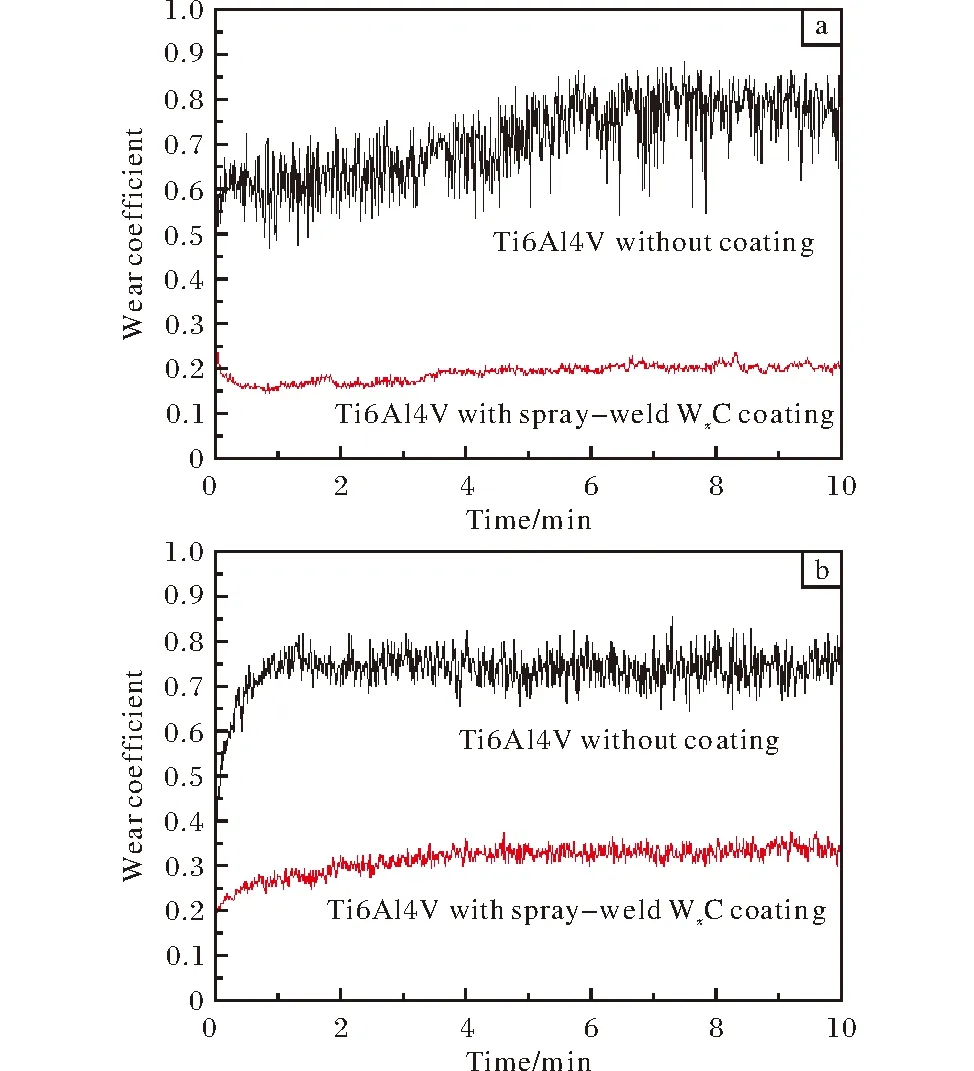
圖5 無涂層Ti6Al4V合金試樣和涂層試樣與不同摩擦副對磨的摩擦系數曲線Fig.5 Friction coefficient curves of Ti6Al4V alloy specimens without and with WxC coating matched with different grinding pairs: (a)Si3N4; (b)GCr15
在磨合階段,無涂層Ti6Al4V合金試樣與GCr15和Si3N4對摩副的摩擦系數均有上升,但上升幅度不同。這是由于Si3N4硬度相比GCr15大,磨削力度也就更大,在磨合區間產生了更多的磨屑,這些不斷產生的磨屑加劇了磨損,使摩擦系數迅速升高。隨著磨屑連續不斷地形成和溢出并趨于平穩,形成動態平衡,Ti6Al4V合金磨損進入了穩定階段,摩擦系數維持在0.7~0.8。在噴焊樣與Si3N4摩擦副的對磨中,由于噴焊樣硬度高,經過短時磨削,摩擦系數由一開始的較大值略有下降;噴焊樣與GCr15摩擦副對磨中,經過磨合后,很快進入了穩定階段,在這個階段中,摩擦系數沒有大的提升,而與Si3N4摩擦副對磨中,有較長的磨合區。
2.3.3 磨損形貌分析
圖6為噴焊樣分別與GCr15和Si3N4摩擦副對磨后的磨痕形貌。從圖6可以看出,摩擦后的噴焊面沒有劃傷,表現出優異的耐磨性。與GCr15摩擦副對磨后的試樣表面上有一層粘附物,方向與旋轉方向相同。

圖6 噴焊試樣與不同摩擦副對磨后的劃痕形貌Fig.6 Worm morphologies of spray welded specimens after friction with different friction pairs: (a, b)GCr15;(c, d)Si3N4
分析認為,噴焊試樣表面的磨痕是擦傷磨損與粘著磨損綜合作用的效果。在摩擦磨損過程中,接觸面溫度升高,發生焊合現象,當摩擦副與噴焊試樣相對運動時,發生粘著磨損。噴焊層中大量未熔WC增強顆粒在摩擦過程中顯露出來,與對摩副接觸,含較多WxC的噴焊面硬度大于GCr15,促使了GCr15摩擦副的磨損;噴焊層也對相對較軟的GCr15摩擦副產生剪切作用,使摩擦副發生塑性變形;同時,在往復摩擦過程中,溫度上升,使得GCr15摩擦副撕裂形成粘合層,粘合層發生遷移堆積在噴焊面上。相反,噴焊面上沒有嚴重的劃傷和溝槽,這也是歸結于噴焊層中有較多的耐磨WxC,這些硬質顆粒彌散分布在Ni60基體中,作為強化相起到了位錯的釘扎作用。
圖7為GCr15和Si3N4摩擦副的表面磨損形貌。從圖7可以看出,GCr15和Si3N4摩擦副的磨損面均被磨損形成平臺形貌(圖7a、c),相比對磨的噴焊層(圖6a、c)磨損嚴重。然而,GCr15和Si3N4摩擦副的磨損平面并沒有出現犁溝或者溝槽。這是由于噴焊層中Ni基材料熔化充分,將碳化鎢顆粒完全包裹(從圖4b可以看出,白色碳化鎢周邊的Ni基材料填充充分),對碳化鎢顆粒起到支撐和固定作用,使得碳化鎢增強顆粒在磨損過程中不易剝落,減弱了對摩擦副的二次磨料磨損。
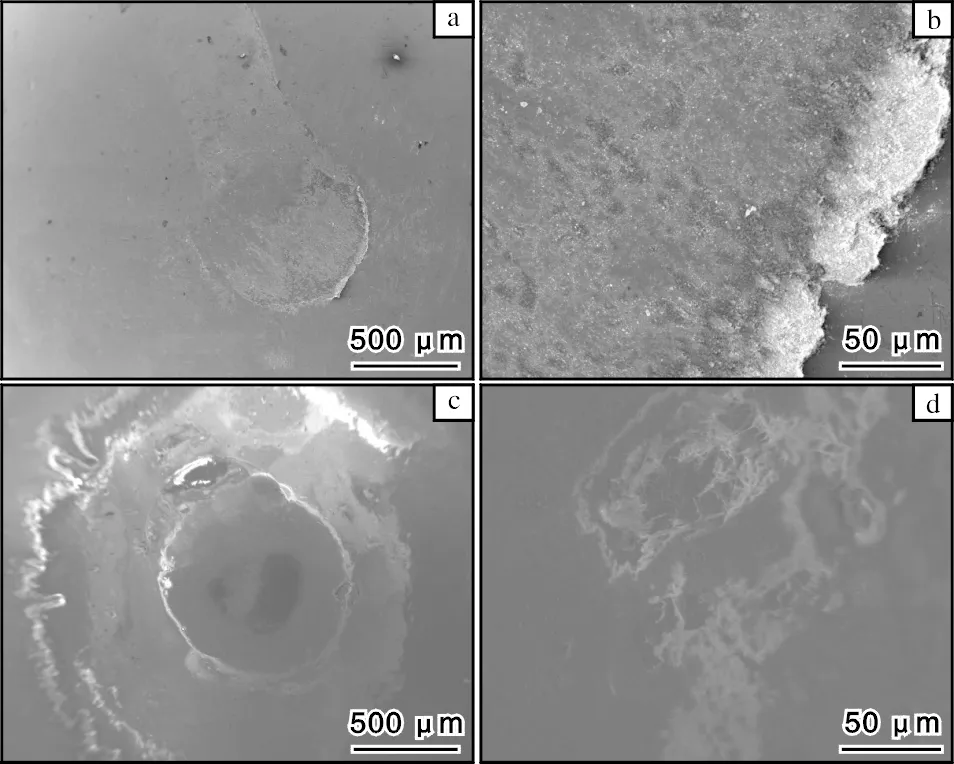
圖7 GCr15和Si3N4摩擦副的表面磨損形貌Fig.7 Surface worn morphologies of friction pairs: (a, b)GCr15;(c, d)Si3N4
另外,從圖7b、d可以看出,GCr15和Si3N4的磨屑形貌存在較大差別。GCr15摩擦副與噴焊碳化鎢面發生粘著磨損,其機理在于摩擦副循環作用于噴焊層表面產生切應力,GCr15摩擦副相較于噴焊層硬度較低,相對于在切應力的作用下,存在于噴焊層表面的凸起顆粒造成GCr15摩擦副表面的劃擦損傷,持續一段時間后形成磨屑,磨屑的數量隨測試過程的進行不斷增加。在外載的作用下,摩擦副與噴焊層接觸同時產生正向壓應力,剝落的磨屑在壓應力反復作用下粘附于噴焊層表面。此外,摩擦過程產生大量熱量亦有助于粘著的發生,最終造成GCr15摩擦副發生粘著磨損。而Si3N4摩擦副在與噴焊層對磨后呈現較為明顯的脆性斷裂特征,在往復磨損和交變應力的作用下,Si3N4摩擦副表面出現了較為嚴重微斷裂和材料剝落現象,其主要磨損機制為微斷裂和疲勞磨損。Ni60過渡層具有的良好塑韌性,在一定程度上減緩了疲勞裂紋在其內部的萌生和擴展,進而有效提高了噴焊層的耐磨性。
3 結 論
(1)采用“一步法”火焰噴焊技術在Ti6Al4V合金表面制備出由Ni60過渡層和WxC+Ni60強化層組成的噴焊層。Ni60過渡層與Ti6Al4V合金基體結合良好,沒有孔洞等缺陷;強化層中碳化鎢顆粒呈彌散分布,與Ni60過渡層界面處存在大量孔洞。
(2)碳化鎢噴焊層硬度為12.3 GPa,相比基材,硬度提高了近3倍,摩擦系數降低達60%以上。噴焊層與GCr15和Si3N4對磨后,摩擦副GCr15和Si3N4磨損嚴重,而噴焊層無明顯磨損,表現出優異的耐磨性。