穿經機自動穿筘系統設計
2019-11-07 08:08:28王二化
毛紡科技 2019年10期
顏 鵬,王二化
(常州信息職業技術學院 機電工程學院,江蘇 常州 213164)
穿筘是穿經的重要工序,穿經過程是指將紗線自動穿過經停片、綜絲和鋼筘。我國中小型紡織企業穿筘自動化程度低,穿筘設備以G177自動穿筘機為主[1-2]。該穿筘機結構簡單、效率低,工人勞動強度大,已經不能適應現代生產的需求[3]。部分企業和院校研制了基于光電定位、激光定位或者CCD定位的自動穿筘系統[4-5],但是存在可靠性不佳、靈活性差等問題,未能廣泛應用。本文分析鋼筘的外形特征,設計了一種穿經機自動穿筘系統,該系統與自動分紗等裝置結合,可以共同完成穿經動作,實現穿經自動化。
1 工作原理及結構設計
1.1 工作原理
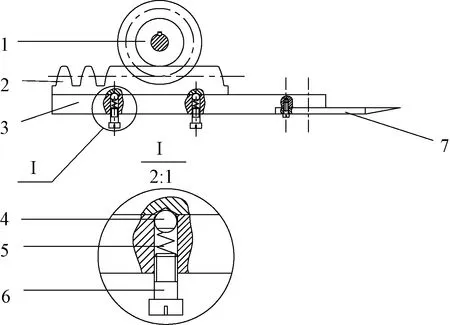
鋼筘見圖1,鋼筘由筘齒和筘梁組成。鋼筘有單層筘齒和雙層筘齒2種型號,筘齒之間有間隙,紗線從筘齒間隙穿過。自動穿筘系統的工作原理見圖2。將鋼筘“1”下端鎖緊在鎖緊支架“11”上,上端由導向滾輪“3”壓緊,滾輪導引鋼筘“1”運動,伺服電動機“7”通過絲杠“6”、鋼筘夾子“5”帶動鋼筘“1”往返運動;工業相機“4”拍照判斷鋼筘“1”是否移動到筘刀“2”對準的位置,如果未能到位,根據相機“4”拍照反饋的偏差值,伺服電動機“7”帶動鋼筘移動進行位置補償,如果相機“4”判斷鋼筘移動到位,則筘刀“2”進給,插入筘齒,擴大筘齒縫隙,然后劍帶“8”進給穿過筘齒縫隙,劍帶頭上的穿引鉤“9”勾住紗線,劍帶“8”后退,紗線穿引鉤“9”將紗線勾過鋼筘,這樣完成一個自動穿筘周期動作,紗線被勾過鋼筘以后,筘刀“2”從筘齒縫隙中退回,鋼筘夾子“5”帶動鋼筘“1”,鋼筘“1”拖動鎖緊支架“11”沿著V型導軌“12”向前移動一個筘齒齒間距離,移動到位后,工業相機“4”再次拍照判斷,自動穿筘系統重復上述動作。鋼筘夾子“5”運動到滾珠絲杠“6”行程末端時,當紗線穿引鉤“9”勾回紗線后,筘刀“2”并不退回,而是留在筘齒縫隙內防止鋼筘“1”前后移動,鋼筘夾子“5”松開鋼筘,然后在絲杠傳動下回移到原點,到原點后,鋼筘夾子“5”再次夾住鋼筘“1”,筘刀“2”退出筘齒縫隙,鋼筘夾子“5”繼續帶動鋼筘“1”做進給運動,系統重新開始穿筘。
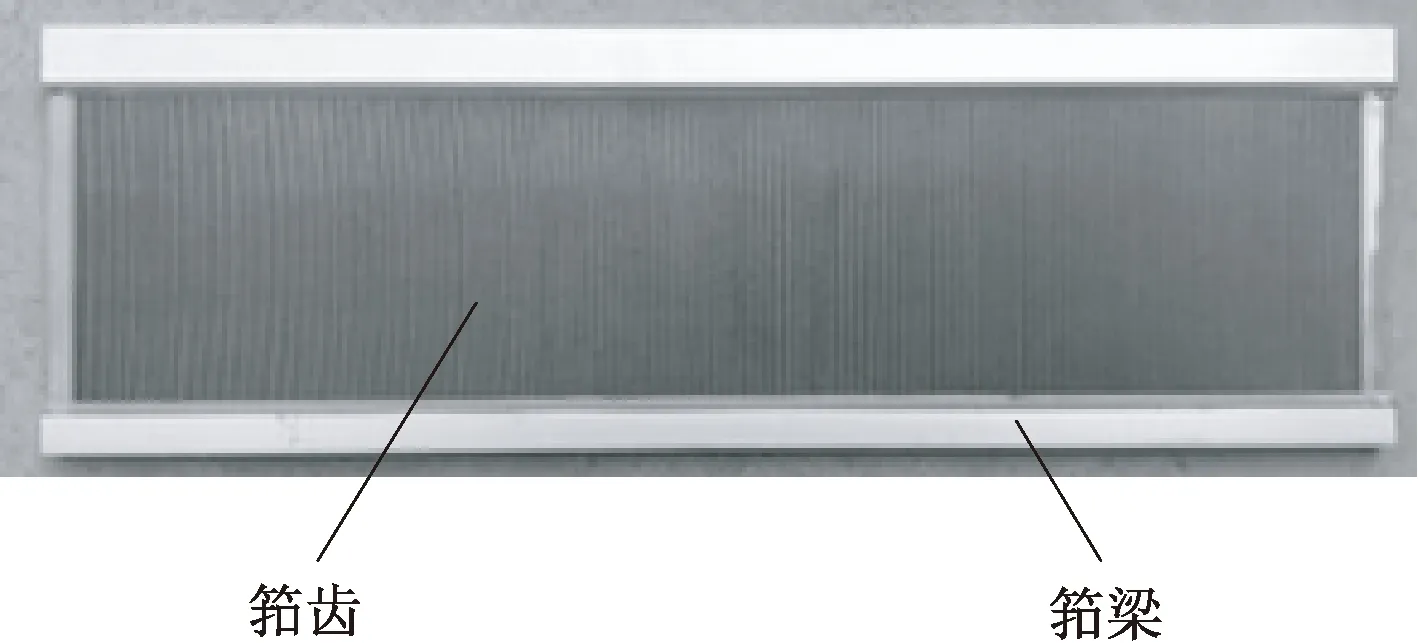
圖1 鋼筘
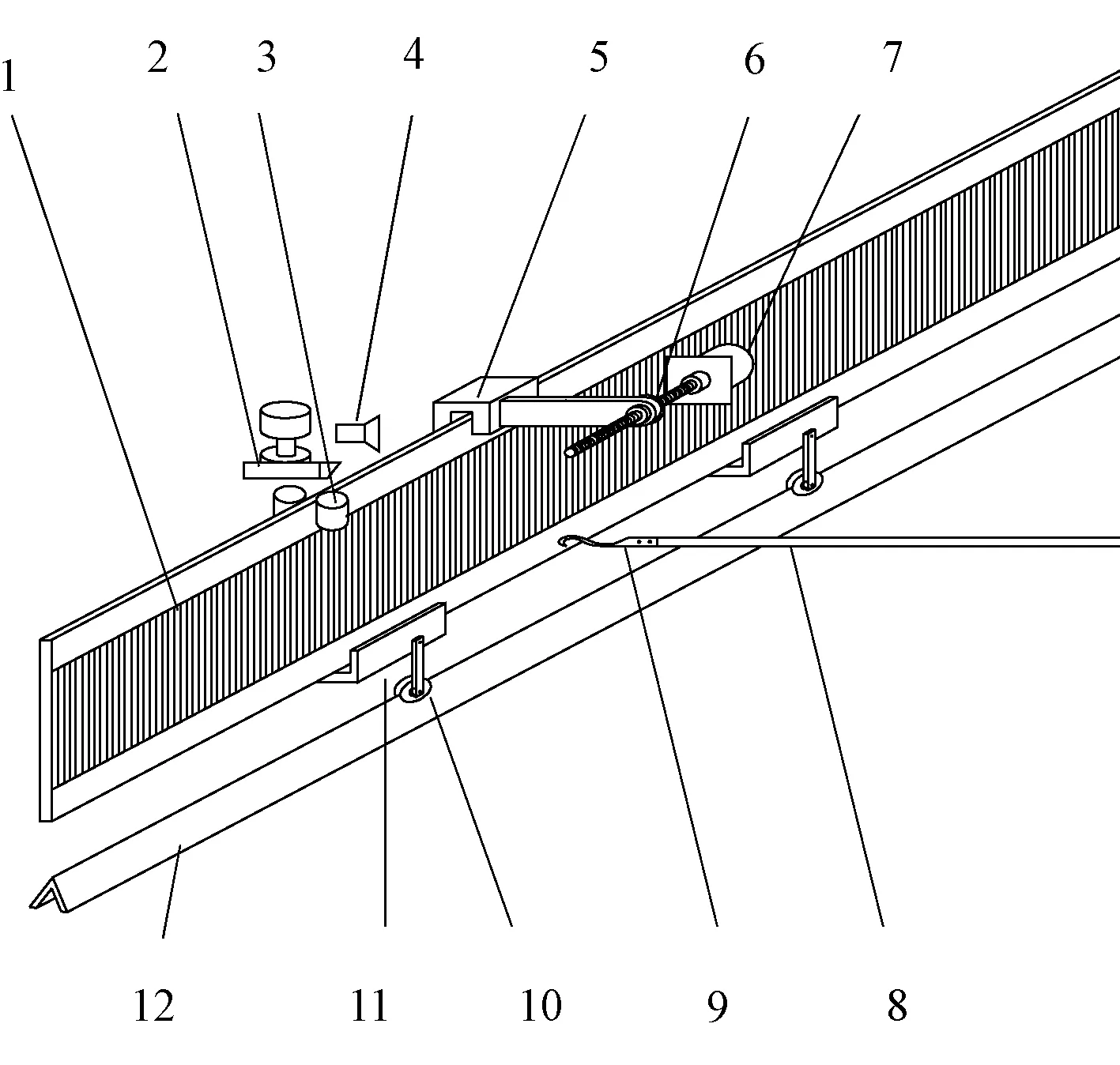
1—鋼筘;2—筘刀;3—導向滾輪;4—工業相機;5—鋼筘夾子;6—滾珠絲杠;7—伺服電動機;8—劍帶;9—紗線穿引鉤;10—支架移動滾輪;11—鋼筘鎖緊支架;12—V型導軌圖2 自動穿筘系統工作原理圖
1.2 結構設計
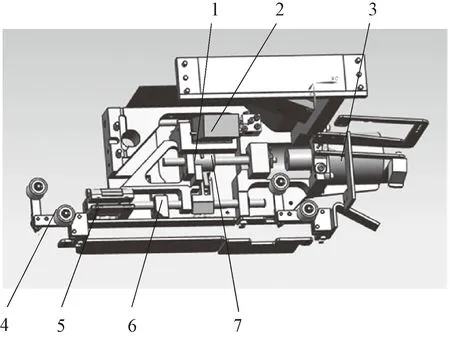
整個穿經機自動穿筘系統可以分成3個主要構成部分,筘刀進給系統、鋼筘驅動進給系統、鋼筘移動支架系統。穿經機自動穿箱系統主要組件見圖3,筘刀進給系統“1”驅動筘刀進給和縮回;鋼筘進給驅動系統“2”主要通過鋼筘夾子夾住鋼筘移動,在鋼筘進給驅動系統“2”前部裝有導向滾輪“6”,導向滾輪“6”壓緊鋼筘上部并引導鋼筘移動;第3部分是鋼筘移動支架系統“4”,系統將鋼筘固定在鋼箱移動支架“4”上面,鋼筘帶動移動支架通過移動滾輪“5”在導軌“7”上運動。
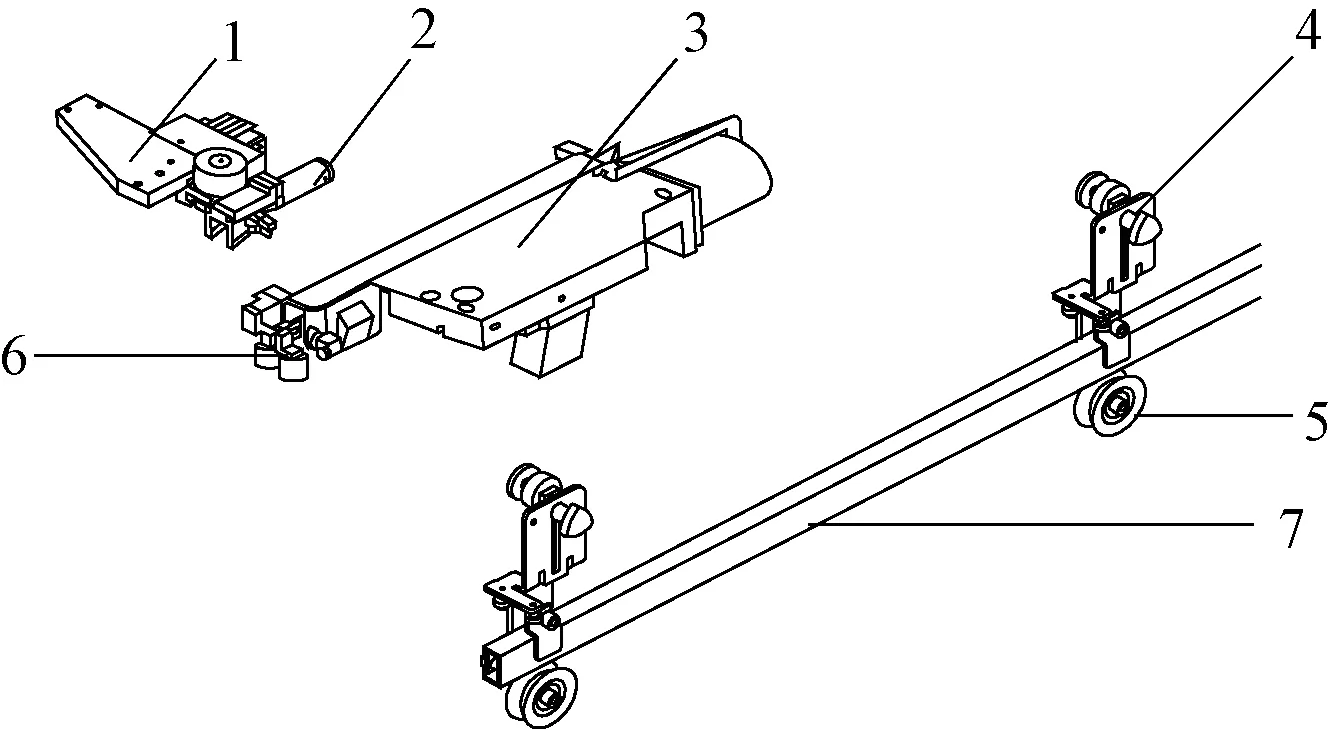
1—筘刀進給系統;2—工業相機;3—鋼筘驅動進給系統;4—鋼筘移動支架;5—移動滾輪;6—導向滾輪;7—導軌圖3 穿經機自動穿筘系統主要組件
1.2.1 筘刀進給系統結構設計
筘刀安裝在齒條上,由步進電動機通過驅動齒輪齒條裝置實現前后運動,筘刀進給系統下部安裝工業相機,工業相機通過光學棱鏡檢測鋼筘移動位置、測量筘齒間隙等。筘刀進給系統構成圖見圖4。
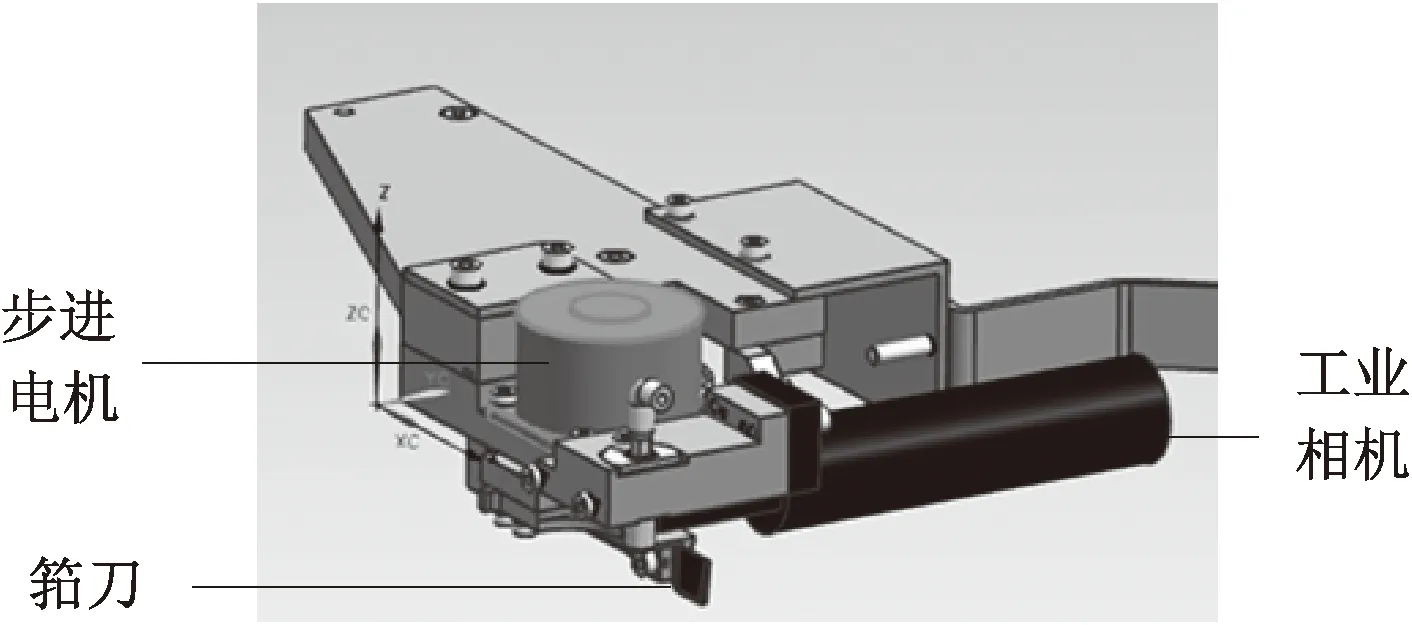
圖4 筘刀進給系統構成圖
如果筘刀沒有對準筘齒間隙,筘刀進給時會撞到筘齒,筘齒與筘刀會發生損壞,為了防止筘刀與筘齒剛性碰撞,系統內設計了防撞機構,筘刀防撞機構工作原理見圖5;筘刀驅動步進電動機驅動齒輪“1”轉動,齒輪帶動齒條前后運動,齒條通過鋼球“4”帶動筘刀安裝條“3”和筘刀“7”運動,鋼球“4”被彈簧“5”和鎖緊螺釘“6”壓在齒條“2”的錐形槽內,筘刀“7”安裝在筘刀安裝條“3”上面,當筘刀“7”幢到筘齒上,筘刀安裝條“3”無法進給時,齒條“2”錐形槽擠壓鋼球,使鋼球縮回到筘刀安裝條“3”的孔內,這樣齒條“2”和筘刀安裝條“3”之間打滑,阻止筘刀安裝條“3”繼續進給,從而保護驅動電動機和筘刀進給機構。
1—齒輪;2—齒條;3—筘刀安裝條;4—鋼球;5—彈簧;6—鎖緊螺釘;7— 筘刀。圖5 筘刀防撞機構原理
1—絲杠螺母;2—夾緊氣缸;3—伺服電動機;4—導向滾輪;5—鋼筘夾子;6—轉動桿;7—滾珠絲杠。圖6 鋼筘驅動系統
1.2.2 鋼筘進給驅動系統結構設計
鋼筘進給驅動系統要求鋼筘運動位移量能夠精確可控,因此采用伺服電動機作為驅動元件,滾珠絲杠作為傳動元件,鋼筘驅動系統見圖6。示出,伺服電動機“3”帶動滾珠絲杠“7”轉動,絲杠螺母“1”帶動鋼筘夾子“5”前后運動,夾緊氣缸“2”固定在絲杠螺母上,夾緊氣缸“2”通過杠桿撥動轉動桿“6”轉動,從而帶動鋼筘夾子“5”夾緊和松開,鋼筘在鋼筘夾子“5”的夾緊下,沿著導向滾輪“4”向前運動。
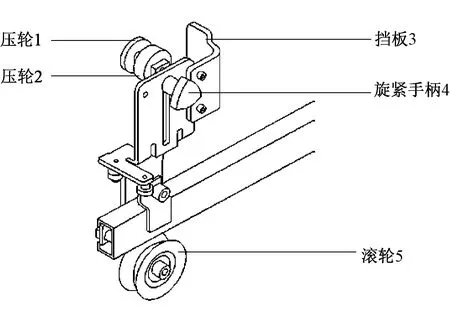
圖7 移動支架結構
1.2.3 鋼筘移動支架結構設計
鋼筘下端鎖緊在移動支架上,移動支架結構見圖7。示出鋼筘被夾緊在壓輪1和壓輪2之間,壓輪1和壓輪2采用偏心輪結構,可以微調鋼筘高度;旋緊手柄4松開后,壓輪1和壓輪2 可以直接較大幅度上下調節高度,擋板3用于限制鋼筘的位置。一般一套設備上共需要2個支架用于支撐鋼筘,前后2個支架分別安裝擋板3用于限制鋼筘位置。鋼筘進給時,帶動支架通過滾輪5在導軌上移動。
2 穿經機自動穿筘控制系統設計
2.1 控制系統硬件選型及原理圖
穿經機要求工作速度快,每分鐘可以穿140根紗,平均無故障間隔時間要達到800 h,可靠性要求高。相應的穿筘速度也要達到每分鐘穿筘140次以上,經過在開發成本、可靠性、開發周期等方面的綜合考慮,穿經機采用PLC Q03UDE控制器(三菱電動機自動化(中國)有限公司)[6-7]。自動穿筘系統也以PLC Q03UDE為核心控制元件,選用輸入模塊QX42作為各種開關的輸入裝置,采用輸出模塊QY42P作為控制電磁閥等組件的輸出裝置,采用QD75D4定位模塊作為鋼筘進給驅動電動機和筘刀進給驅動電動機的控制裝置,鋼筘進給驅動電動機采用伺服電動機,筘刀進退驅動則采用步進電動機。為了便于實時觀察相機所采集的圖像,方便采用靈活的處理算法,經過對嵌入式視覺系統和基于PC的視覺系統對比后,采用基于PC的機器視覺系統作為筘齒定位傳感裝置[8-9]。工業相機采用200萬像素的F-210B 相機(德國AVT公司);鏡頭采用GCO-232遠心鏡頭(大恒新紀元科技股份有限公司)。考慮到安裝位置使相機無法直接拍攝到筘齒圖案,鏡頭前面安裝了45°棱鏡,用于反射鋼筘圖像。照明方案采用背光方式,相機圖片處理由工業PC完成,視覺軟件程序采用Labview編寫。控制系統硬件配置如表1。穿經機自動穿筘系統電路圖如圖8所示。
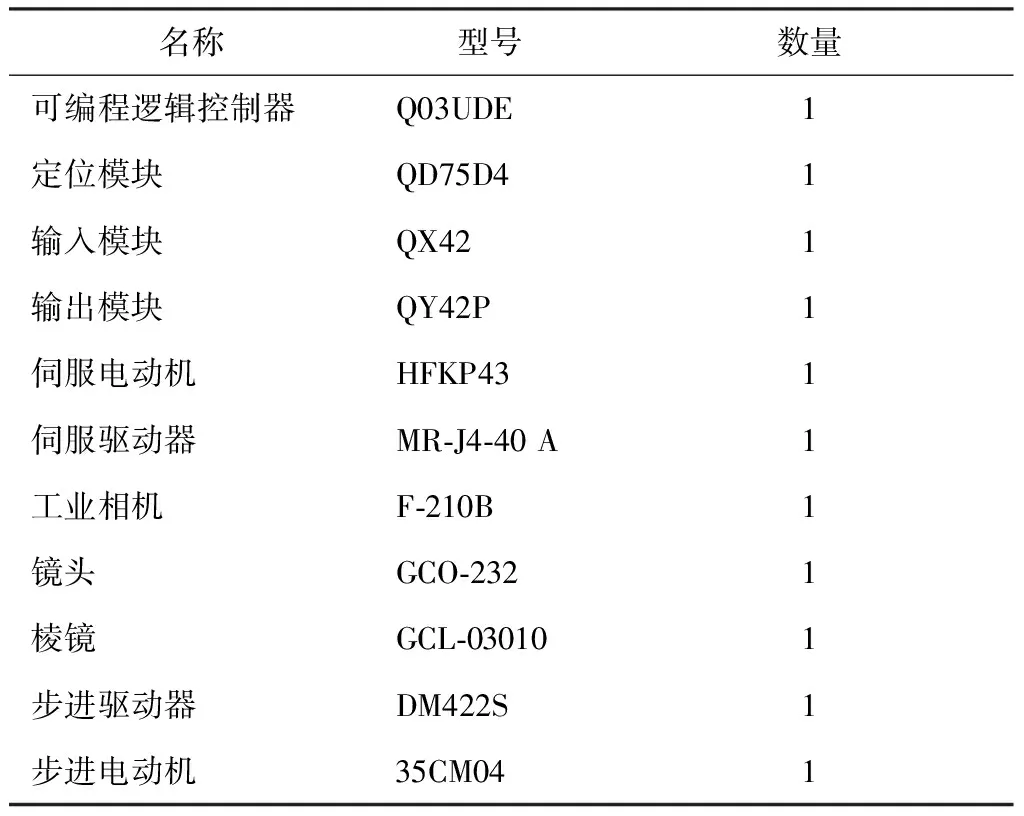
表1 控制系統硬件配置表
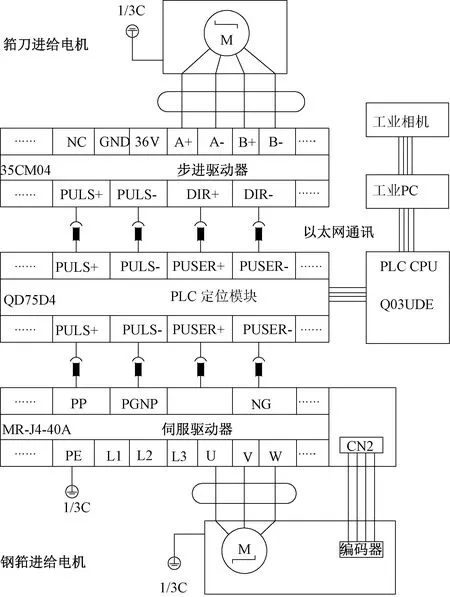
圖8 穿經機自動穿筘系統電路圖
2.2 軟件設計
軟件包含2部分,第1部分是PLC的控制程序,該程序基于GX WORKS2開發;第2部分是工業相機圖像采集程序,采用Labview編寫,工業相機和PLC通訊采用以太網通訊方式。PLC負責整個系統的總體控制,PC負責測量和處理鋼筘的圖片,拍照時,PLC發信號給PC, 工業PC通過1394B總線觸發相機拍照,開始圖像采集、二值化等操作,然后測量出筘齒的距離、筘刀的位置坐標并反饋給PLC,由PLC判斷是否走下一步動作,單個周期穿筘循環動作流程見圖9,穿筘動作主要由PLC控制完成。于鋼筘在長期工作后,筘齒間沾滿棉絮,會影響視覺系統的判斷,綜合比較分析多種算法后,在工業PC圖像處理程序中采用了凸殼算法[10],消除棉絮的影響。
3 結束語
本系統能夠實現視覺系統測量、判斷、鋼筘運動、定位和筘刀進給等動作,主要完成①穿經機自動穿筘運動過程分析;②鋼筘進給驅動系統、筘刀進給系統,鋼筘移動支架的機構設計;③穿經機自動穿筘控制系統硬件選型與設計;④自動穿筘控制系統軟件設計。本系統穩定、高速、高效,已經成功應用于企業,每分鐘可穿筘140次,是傳統G177電磁穿筘機的6倍以上,完全滿足穿經機對自動穿筘動作速度方面的要求。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
