7085鋁合金鍛件孔擠壓強化工藝及機理研究
2019-11-06 02:59:06王亮,冉嘉,張浩
有色金屬設(shè)計 2019年3期
關(guān)鍵詞:裂紋
王 亮,冉 嘉,張 浩
(1.中國航發(fā)北京航空材料研究院,北京,100095;2.重慶機場集團有限公司,重慶 401120)
0 引 言
螺紋連接和鉚接是飛行器結(jié)構(gòu)連接的主要方法。鉚接結(jié)構(gòu)在服役過程中承受交變載荷的作用,而帶孔的結(jié)構(gòu)件由于孔邊應(yīng)力集中,易發(fā)生疲勞斷裂失效等問題,從而嚴重影響飛行器飛行中的安全性以及飛行器的使用壽命。因此如何提高帶孔零件的疲勞壽命是提高飛行器飛行安全性所面臨的問題。實際生產(chǎn)過程中,冷擠壓強化、噴丸強化、滾壓強化以及激光沖擊強化等工藝是帶孔零件常用的強化方式,其中孔擠壓強化工藝由于易操作、效率高、效果好而獲得廣泛使用。
7085鋁合金屬于Al-Zn-Mg-Cu系高強變形鋁合金,除具有高強、高韌以及良好的抗應(yīng)力腐蝕性能以外,7085鋁合金淬透性良好,各向異性低可用于制造飛機的框、梁、接頭等主承力結(jié)構(gòu)件,因此在航空航天領(lǐng)域獲得廣泛應(yīng)用。關(guān)于7085鋁合金帶孔結(jié)構(gòu)件的疲勞增益研究相對較少,因此本文研究了不同孔擠壓過盈量對7085-T7452鋁合金鍛件疲勞壽命的增益效果,優(yōu)化孔擠壓強化工藝參數(shù)。并采用SEM、TEM、XRD等分析方法對7085鋁合金鍛件孔擠壓強化機理進行研究。
1 試驗材料與方法
疲勞試樣取自7085-T7452鋁合金鍛件,合金實測成分見表1。如圖1所示,試驗采用中間帶孔的疲勞試片,孔徑Φ 9.3是飛行器結(jié)構(gòu)件常用孔徑,試樣沿板材鍛造流線方向切取。在液壓機上采用帶有過盈量的芯棒對孔進行直接擠壓,擠壓過盈量2.0 %~7.5 %,每組6個疲勞試樣。
室溫條件下,在MTS810疲勞試驗機上對強化后的試樣進行疲勞試驗,頻率f=7~10 Hz,加載應(yīng)力σmax=240 MPa,應(yīng)力比R=0.1。之后繪制強化和未強化試樣的疲勞S-N曲線,并在疲勞壽命N=1×107處用升降法求疲勞強度極限。采用Quanta600型掃描電鏡對強化前后疲勞試樣斷口形貌進行觀察,分析斷口特征及疲勞條帶變化情況。采用X3000型X射線衍射儀測定孔擠壓強化后,強化層內(nèi)殘余應(yīng)力的分布狀態(tài)。采用JEOL-2100透射電鏡對強化前后強化層內(nèi)位錯組態(tài)的變化進行分析,研究疲勞壽命提高的機 理。

表1 試驗用材料的化學(xué)成分(質(zhì)量分數(shù),%)
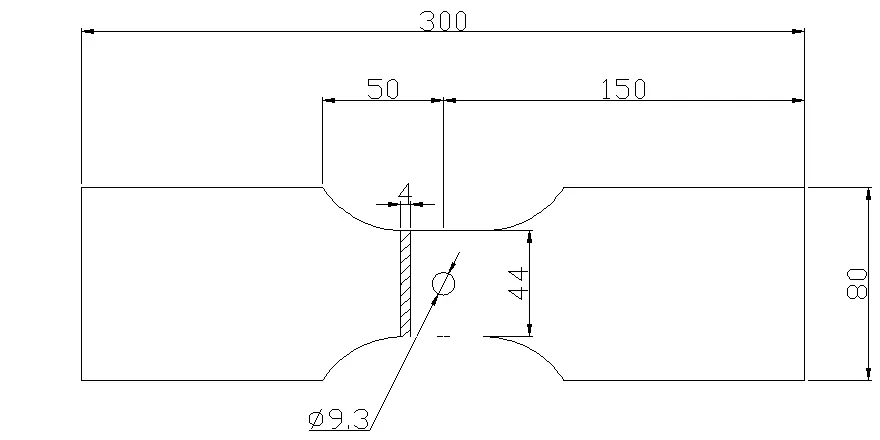
圖1 疲勞試樣示意圖
2 試驗結(jié)果及分析
2.1 疲勞試驗結(jié)果
對孔擠壓強化后的試樣進行疲勞實驗,疲勞壽命試驗結(jié)果見表2。可以看出,未強化試樣的疲勞壽命為2.78×104周。孔擠壓強化后,7085-T7452合金的疲勞壽命最高為30.8×104周,是未擠壓強化條件下合金疲勞壽命的11倍。強化和未強化試樣的疲勞S-N曲線如圖2所示,用升降法測定的強化與未強化試樣在1×107循環(huán)周次下的疲勞強度極限分別是138 MPa和99 MPa,強化后疲勞極限提高了39 %。疲勞試驗結(jié)果表明,7085-T7452合金孔擠壓強化效果顯著。
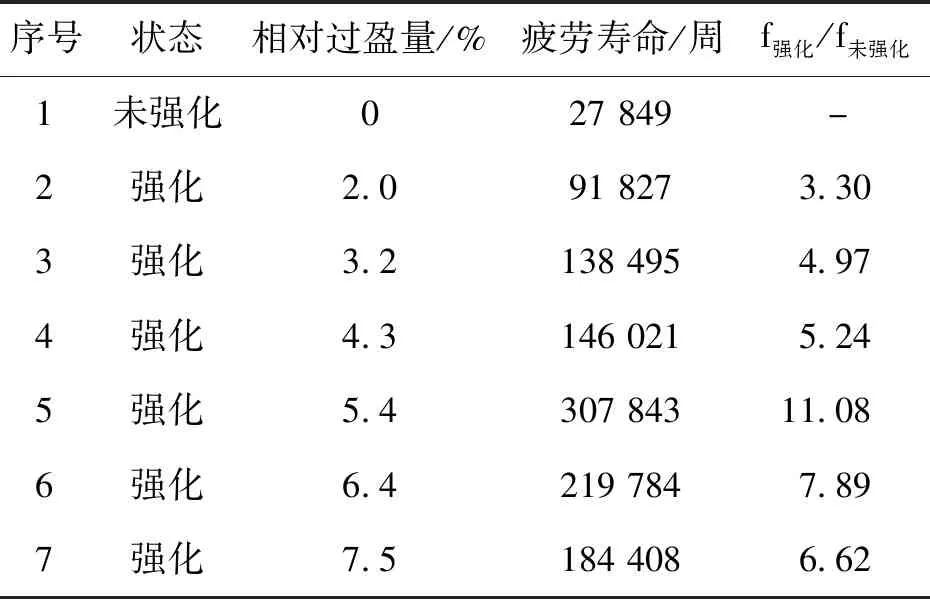
表2 疲勞壽命結(jié)果
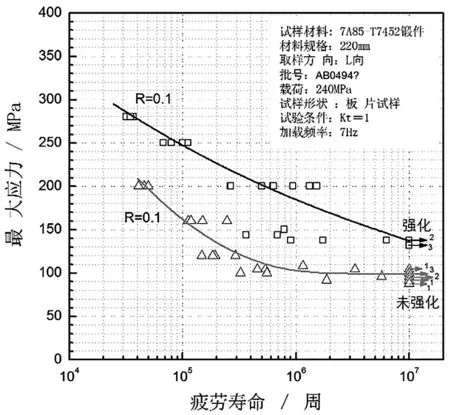
圖2 強化與未強化試樣的疲勞S-N曲線
2.2 微觀組織分析
2.2.1 疲勞試樣斷口分析
利用掃描電子顯微鏡對孔擠壓強化和未強化試樣的疲勞斷口進行觀察,分析疲勞裂紋萌生位置,對比疲勞條帶雖裂紋擴展的變化情況。圖3和圖4分別是未強化試樣和強化試樣的疲勞斷口形貌。可以看出,未擠壓強化時疲勞源位于孔內(nèi)壁與疲勞試樣表面相交處(圖4(a)),孔擠壓強化后,裂紋源移至孔內(nèi)壁處(圖4(a))。圖3(b)~圖3(e)是距離疲勞源不同距離位置疲勞條帶的形貌,可以看出隨疲勞裂紋的擴展,疲勞條帶寬度逐漸增大,并出現(xiàn)二次裂紋和韌窩。對比圖4(b)~圖4(e)中強化后疲勞條帶的形貌,可以看出在距離疲勞源相同距離處,強化后試樣的疲勞條帶寬度明顯比未強化試樣的疲勞條帶窄,并且未觀察到明顯的二次裂紋和韌窩。疲勞條帶是疲勞裂紋在每次加載過程中擴展的距離,說明在距疲勞源相同位置處,每次加載過程中未強化試樣的疲勞裂紋擴展距離大于強化后裂紋的擴展距離。對比圖3(f)和圖4(f)發(fā)現(xiàn),未強化試樣在距疲勞源9 mm位置疲勞裂紋進入瞬斷區(qū),強化試樣在距離疲勞源12 mm處才進入瞬斷區(qū)。由此可見,孔擠壓強化后疲勞裂紋的穩(wěn)態(tài)擴展區(qū)更長,疲勞裂紋擴展的更慢,擴展相同的距離,強化處理后的合金需要更長時間,因此疲勞壽命更長。
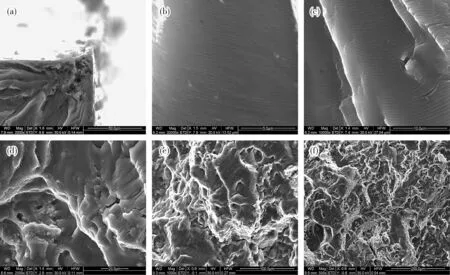
(a)疲勞裂紋源;(b)距疲勞源1.0 mm處疲勞條帶形貌;(c)距疲勞源1.5 mm處疲勞條帶形貌;(d)距疲勞源6.0 mm處疲勞條帶形貌;(e)距疲勞源9 mm處疲勞條帶形貌;(f)瞬斷區(qū)
2.2.2 強化層位錯結(jié)構(gòu)
通過透射電鏡觀察擠壓強化前后7A85-T7452鋁合金鍛件內(nèi)部組織變化情況。未擠壓強化條件下,7A85-T7452鋁合金鍛件組織形貌如圖5所示,從圖中可以看出,在(110)晶帶軸下,晶內(nèi)彌散分布著細小的針狀及盤狀析出相(η′相),晶界為粗大的η相,未觀察到位錯形貌。擠壓強化后,選擇孔壁表層及距表層1 mm處觀察合金內(nèi)部組織形貌,如圖6所示,從圖中可以看出晶體內(nèi)部產(chǎn)生大量的位錯,并纏結(jié)在一起形成位錯胞狀結(jié)構(gòu)。這是因為孔壁在擠壓過程中孔壁表層金屬發(fā)生劇烈的彈塑性變形,導(dǎo)致了晶格的扭轉(zhuǎn)和畸變,引起位錯的增殖和運動。運動的位錯之間,及其與晶界、亞晶界、第二相質(zhì)點之間的交互作用,形成位錯纏結(jié)或位錯網(wǎng),使強化層內(nèi)位錯密度增加,最后形成穩(wěn)定的位錯胞狀結(jié)構(gòu)。正是這些穩(wěn)定的位錯胞狀結(jié)構(gòu)在材料承受外力作用時對位錯的移動起到阻礙作用,增加裂紋萌生和擴展的阻力,從而提高了7A85-T7452鋁合金鍛件的疲勞壽命。

(a)疲勞裂紋源;(b)距疲勞源1.0 mm處疲勞條帶形貌;(c)距疲勞源2.5 mm處疲勞條帶形貌;(d)距疲勞源7.0 mm處疲勞條帶形貌;(e)距疲勞源9 mm處疲勞條帶形貌;(f)瞬斷區(qū)(距疲勞源12 mm)
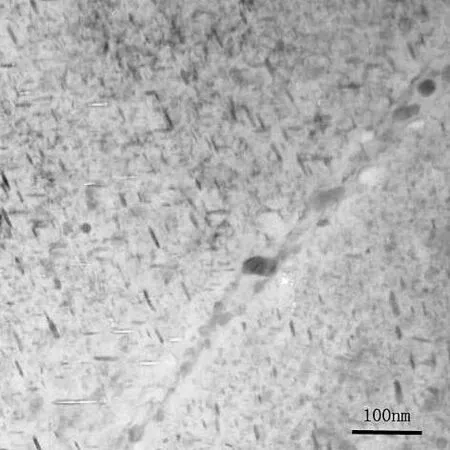
圖5 未擠壓強化條件下組織形貌
Fig.5 Structure morphology in the absenceof pore extrusion strengthening

(a)孔壁表層
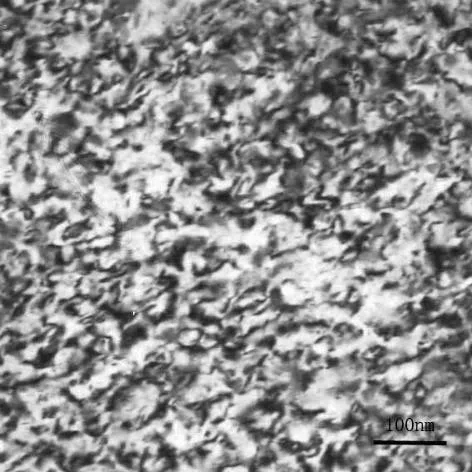
(b)距孔壁1 mm位置
圖6 擠壓強化條件下位錯形貌
Fig.6 Dislocation morphology in the presence of pore extrusion strengthening
2.3 殘余應(yīng)力測試結(jié)果分析
利用X射線衍射法測量7A85-T7452合金孔擠壓強化后殘余應(yīng)力分布情況,試驗結(jié)果如圖8所示。可以看出,7A85-T7452合金殘余壓應(yīng)力層深度為4.7 mm,最大殘余壓應(yīng)力在1 mm處,值為-319 MPa。說明孔擠壓強化后,7A85-T7452合金強化層深度為4.7 mm。強化層內(nèi)的殘余壓應(yīng)力在7A85-T7452合金受到外加載荷時,可以平衡部分拉應(yīng)力,減少合金所受的瞬時載荷,從而減小裂紋擴展速率,提高7A85-T7452合金疲勞壽命。
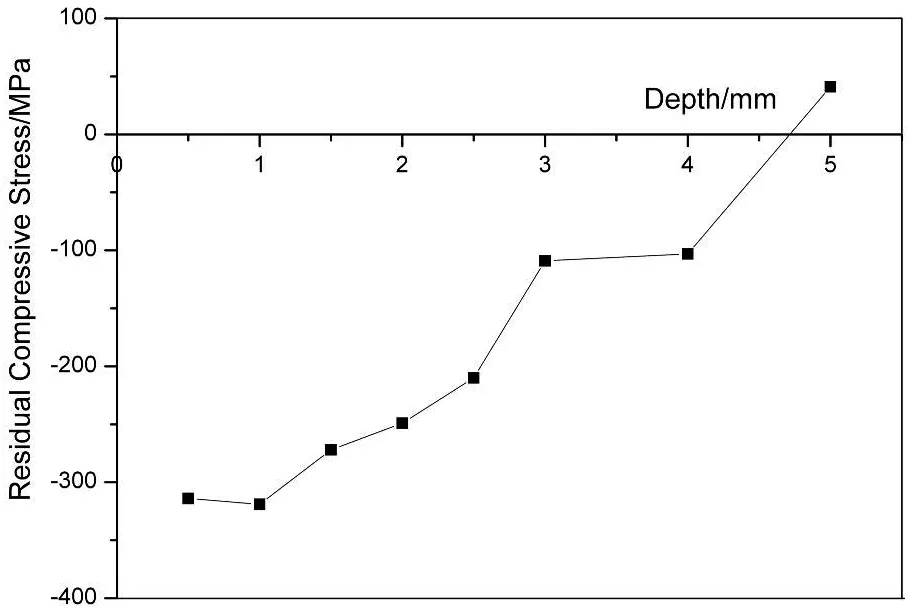
圖7 孔擠壓強化層內(nèi)殘余應(yīng)力分布曲線
3 結(jié) 語
1)孔擠壓強化工藝適用于7085-T7452鋁合金,并可以大幅提高7085-T7452鋁合金帶孔構(gòu)件的疲勞壽命。
2)孔擠壓強化在7085-T7452鋁合金鍛件表面形成深度約4.7 mm的強化層,強化層內(nèi)的殘余壓應(yīng)力可以平衡材料外加載荷中的部分瞬時拉應(yīng)力。
3)孔擠壓強化改變了疲勞裂紋源的位置,并減小了疲勞條帶的寬度。強化層內(nèi)的高密度位錯增加了位錯移動的阻力,提高了7A85-T7452鋁合金鍛件的疲勞壽命。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38