不同黏度樹脂基復(fù)合材料軟模成型設(shè)計(jì)與缺陷控制
2019-11-04 09:34:30郭鴻俊高小方李桂洋
宇航材料工藝 2019年5期
郭鴻俊 高 楊 辛 紅 高小方 李桂洋
(1 航天材料及工藝研究所,北京 100076)(2 火箭軍駐519廠軍事代表室,北京 100076)
0 引言
先進(jìn)樹脂基復(fù)合材料廣泛應(yīng)用于航天運(yùn)輸系統(tǒng)及導(dǎo)彈武器系統(tǒng)承力結(jié)構(gòu)部件,但傳統(tǒng)熱壓罐工藝存在設(shè)備成本高、運(yùn)行能耗大、成型效率低、構(gòu)件尺寸受限及模具費(fèi)用高等缺點(diǎn),導(dǎo)致復(fù)合材料制造成本過高(約占總成本的70%~80%[1-3]),不利于制備工藝的進(jìn)一步提高。目前,樹脂基復(fù)合材料低成本制造聚焦于非熱壓罐工藝技術(shù)的開發(fā)應(yīng)用[4-7],例如RTM、真空固化、模壓成型及軟模成型工藝。其中閉合模軟模成型工藝不需要附加真空和壓力,利用硅橡膠芯模產(chǎn)生均勻膨脹壓力對(duì)復(fù)合材料預(yù)制體加壓,通過烘箱進(jìn)行加熱固化。該方法適用于復(fù)雜結(jié)構(gòu)的整體共固化成型,解決了多內(nèi)腔/多型面構(gòu)件的整體成型問題[8-10]。
一般情況下,復(fù)合材料多內(nèi)腔/多型面結(jié)構(gòu)在成型過程中容易產(chǎn)生分層、孔隙及疏松等內(nèi)部缺陷,尤其是預(yù)制體拼接點(diǎn)、L形拐角、變厚度過渡區(qū)等特殊部位[11]。雖然硅橡膠芯模能夠產(chǎn)生均勻的膨脹壓力,對(duì)預(yù)制體各型面進(jìn)行加壓,但針對(duì)某些復(fù)雜構(gòu)件仍無法有效避免或減少內(nèi)部缺陷的產(chǎn)生,影響了復(fù)合材料構(gòu)件的承載能力,同時(shí)腔體尺寸不能得到有效控制也限制了閉合模軟模工藝的進(jìn)一步擴(kuò)大應(yīng)用。
本文以MT700/603與MT700/603B復(fù)合材料體系為研究對(duì)象,并根據(jù)603與603B環(huán)氧樹脂基體黏度的差異,比較其復(fù)合材料軟模成型膨脹壓力、加壓時(shí)機(jī)及固化工藝設(shè)計(jì)方法,同時(shí)考察兩種不同黏度樹脂基體對(duì)軟模成型的工藝適應(yīng)性,通過某工形支撐梁的纖維質(zhì)量分?jǐn)?shù)與內(nèi)部缺陷檢測(cè)結(jié)果,驗(yàn)證軟模成型工藝設(shè)計(jì)的有效性與穩(wěn)定性。
1 實(shí)驗(yàn)
1.1 材料
MT700-6k碳纖維,河南永煤碳纖維有限公司;603、603B環(huán)氧樹脂及MT700/603、MT700/603B預(yù)浸料(預(yù)浸料厚度0.15 mm);R10301硅橡膠,成都有機(jī)硅研究中心。
1.2 試驗(yàn)件結(jié)構(gòu)
選取某支撐梁為研究對(duì)象,其局部結(jié)構(gòu)試驗(yàn)件如圖1所示。該試驗(yàn)件截面為工字形,尺寸為:200 mm×60 mm×80 mm,腹板厚6 mm,椽板厚4 mm。腹板與椽板不等厚增加了成型工藝難度和質(zhì)量控制風(fēng)險(xiǎn)。
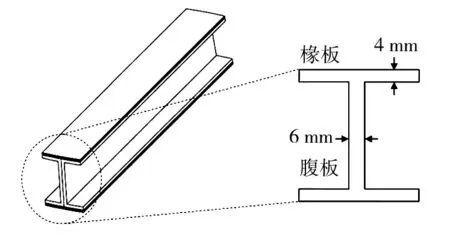
圖1 某支撐梁試驗(yàn)件截面圖Fig.1 Supporting-beam specimen cross section
1.3 試驗(yàn)件制備
試驗(yàn)件制備過程主要包括預(yù)浸料鋪層、預(yù)制體拼接及模具組裝,如圖2所示。預(yù)浸料鋪層分為腹板(形料塊與椽板-形料塊),其中腹板(形料塊3 mm)鋪層順序?yàn)閇+45o/-45o/0o/90o/0o2/90o/0o/-45o/+45o]2,椽板-形料塊1 mm鋪層順序?yàn)閇+45o/-45o/0o/90o/0o/-45o/+45o];預(yù)制體通過兩塊腹板(料塊對(duì)襯拼接),上、下面分別鋪覆椽板-料塊,制得工形試驗(yàn)件預(yù)制體;模具組裝是將硅橡膠芯模置于預(yù)制體受壓型面內(nèi)腔,然后鎖緊閉合模腔,待固化。
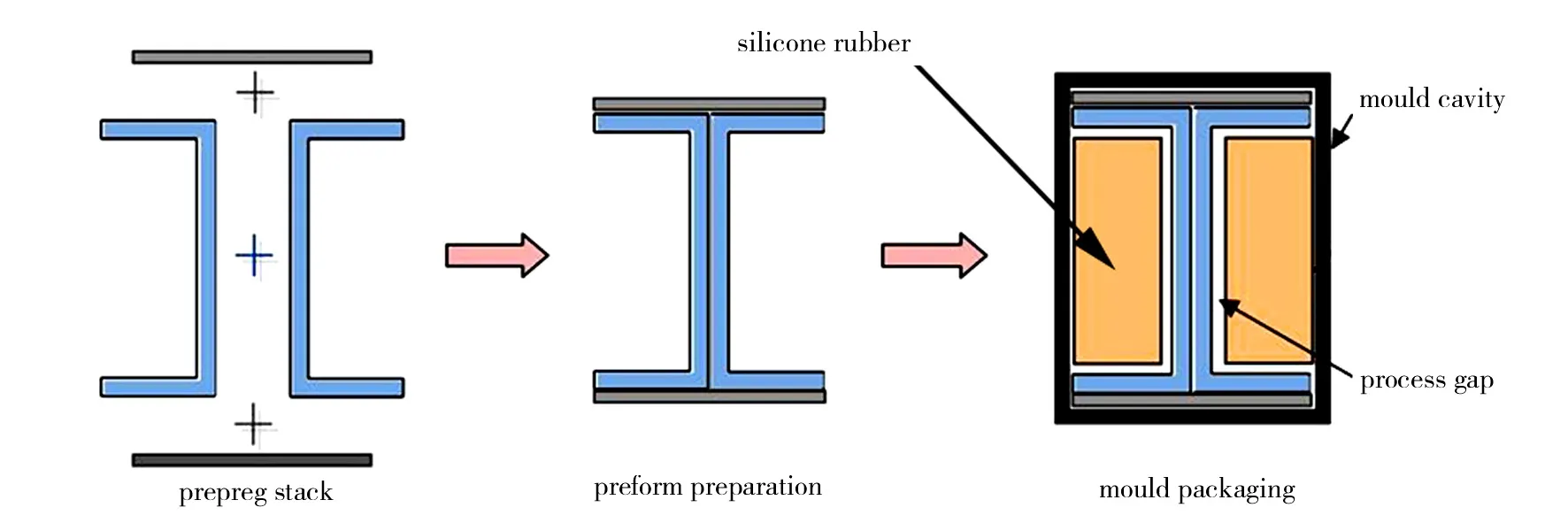
圖2 某支撐梁試驗(yàn)件制備示意圖Fig.2 Supporting-beam specimen preparation scheme
1.4 實(shí)驗(yàn)儀器
流變分析:Brookfield DV-II+流變分析儀。掃描電子顯微鏡:德國(guó)ZEISS掃描電子顯微分析儀。光學(xué)顯微鏡:德國(guó)萊卡光學(xué)顯微鏡及成像分析系統(tǒng),按照GB/T3365—2008進(jìn)行制樣與測(cè)試。超聲波無損檢測(cè):超聲波無損檢測(cè)系統(tǒng)(A掃描)。
2 結(jié)果與討論
2.1 603與603B軟模成型工藝設(shè)計(jì)
2.1.1 603與603B樹脂黏度特性與固化工藝
MT700碳纖維的表面微觀形貌如圖3所示,明顯可以看出MT700碳纖維表面均勻分布溝槽,纖維表面粗糙度較大,能夠與樹脂基體產(chǎn)生較強(qiáng)的“機(jī)械嚙合力”。這種界面的存在雖然可以提高復(fù)合材料界面性能,但是復(fù)合過程中不利于樹脂基體對(duì)纖維表面的充分浸潤(rùn),因此,針對(duì)不同黏度的樹脂基體需要適當(dāng)改變成型壓力,以保證纖維與樹脂界面的充分浸潤(rùn)與有效結(jié)合。
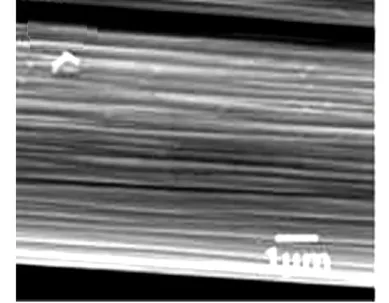
圖3 MT700碳纖維表面形貌Fig.3 Surface morphology of MT700 carbon fibers
603與603B均為高性能環(huán)氧樹脂,二者區(qū)別在于基體黏度不同。低黏度603樹脂具有良好的流動(dòng)性,更容易浸潤(rùn)增強(qiáng)體表面,而高黏度603B樹脂則能夠更好地實(shí)現(xiàn)初始加壓,其復(fù)合材料成型工藝性更好。圖4為603與603B樹脂黏-溫度曲線(升溫速率為1℃/min),603樹脂低黏度平臺(tái)較寬,介于100~170℃,其固化過程有利于對(duì)纖維表面的充分浸潤(rùn),但需要精確控制固化工藝參數(shù)。
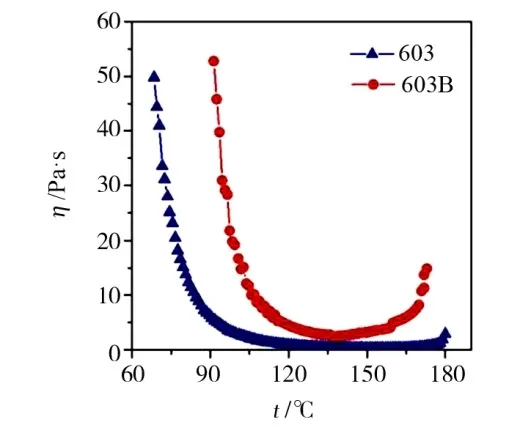
圖4 603與603B環(huán)氧樹脂體系黏-溫曲線Fig.4 Viscosity-temperature curves of 603 and 603B epoxy resin
可通過加壓點(diǎn)與凝膠點(diǎn)的準(zhǔn)確配合,以保證復(fù)合材料纖維質(zhì)量分?jǐn)?shù)與內(nèi)部質(zhì)量;而603B樹脂最低黏度平臺(tái)出現(xiàn)在120~150℃,固化過程中樹脂流動(dòng)性較差,能夠?qū)崿F(xiàn)初始加壓,不要求工藝參數(shù)的精確配合。為保證復(fù)合材料良好的界面結(jié)合,需要結(jié)合增強(qiáng)纖維表面形貌狀態(tài),提高成型壓力強(qiáng)迫樹脂流動(dòng)與纖維浸潤(rùn)。
兩種環(huán)氧樹脂參考固化制度均為(135±5)℃/1 h~(180±5)℃/3 h,參考升溫速率(30±5)℃/1 h。由于603環(huán)氧樹脂體系黏度較低,固化過程分為三個(gè)階段,固化時(shí)間17.6 h,如圖5(a)所示。階段(一)中,將溫度設(shè)定為(90±5)℃/1 h,以提高樹脂黏度,避免直接升溫至凝膠點(diǎn)硅橡膠膨脹壓力過大,導(dǎo)致樹脂過度擠出,同時(shí)降低升溫速率也可避免壓力過快升高;階段(二)的溫度為(135±5)℃/2 h,樹脂凝膠與構(gòu)件定型,保證有效的膨脹壓力;階段(三)的溫度為(170±5)℃/4 h,樹脂處于充分固化階段,此時(shí)膨脹壓力對(duì)產(chǎn)品定型作用減小,適當(dāng)降低固化溫度并延長(zhǎng)保溫時(shí)間,以降低芯模膨脹壓力過大而引起的構(gòu)件及模具變形風(fēng)險(xiǎn)。
603B黏度較高,升溫階段壓力逐漸增大不容易引起樹脂的過度擠出,可以實(shí)現(xiàn)對(duì)MT700/603B復(fù)合材料體系進(jìn)行兩階段固化工藝參數(shù)優(yōu)化,如圖5(b)所示,固化時(shí)間僅需要15.2 h,固化周期縮短了13.6%。階段(一)直接升溫至(135±5)℃/1 h,有利于加強(qiáng)纖維與樹脂的致密程度,保證產(chǎn)品內(nèi)部質(zhì)量;階段(二)(170±5)℃/4 h,保證樹脂充分固化,同時(shí)降低應(yīng)力變形風(fēng)險(xiǎn)。固化過程適當(dāng)降低升溫速率(25±5)℃/h使得硅橡膠芯模充分膨脹加壓,降低局部膨脹不均勻引起的尺寸與缺陷工藝風(fēng)險(xiǎn)[11-12]。
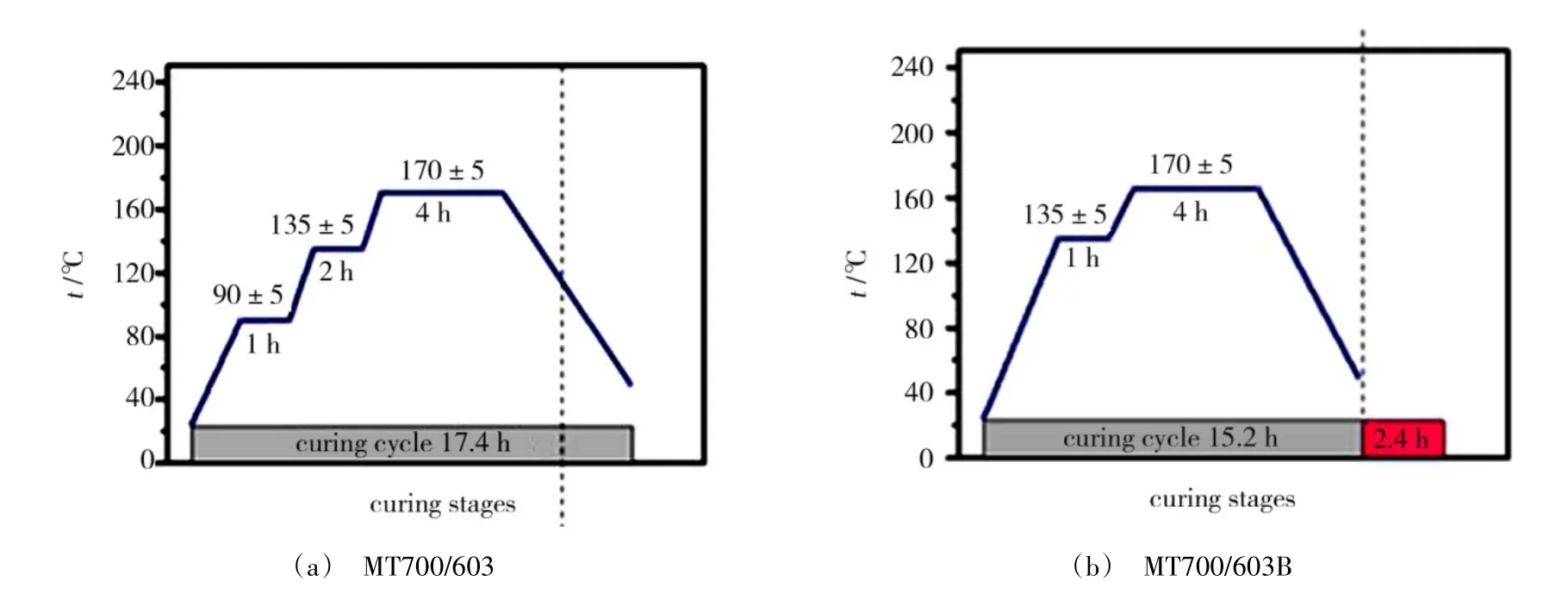
圖5 603與603B樹脂軟模成型工藝參數(shù)Fig.5 Thermal expansion process parameters of 603 and 603B resin
2.1.2 硅橡膠芯模膨脹壓力設(shè)計(jì)與計(jì)算
R10301硅橡膠澆注性能好,揮發(fā)分質(zhì)量分?jǐn)?shù)低,尺寸穩(wěn)定性好,最高使用溫度達(dá)到200℃,選為實(shí)驗(yàn)芯模材料。基體樹脂凝膠時(shí),芯模膨脹壓力可以表示為[9-10]:

式中,Pgel為樹脂基體凝膠時(shí)芯模的膨脹壓力,k為芯模彈性模量,ΔV為凝膠溫度下芯模加壓有效體積膨脹量,Vgel為硅橡膠芯模從室溫trt至凝膠溫度tgel產(chǎn)生的自由熱膨脹量。Vgel和ΔV可以表示為:


式中,Vrt為室溫下芯模體積,α為芯模體脹系數(shù),ε為內(nèi)腔設(shè)計(jì)體積與室溫下芯模體積比值,即ε=VD/Vrt。
硅橡膠芯模體脹系數(shù)與彈性模量隨溫度的升高而變化,如圖6所示。硅橡膠體脹系數(shù)隨著溫度的升高先減小后增大,彈性模量隨溫度的升高而降低,根據(jù)實(shí)測(cè)數(shù)據(jù)進(jìn)行膨脹壓力設(shè)計(jì)與計(jì)算。
按照Pgel為1、2、4 MPa進(jìn)行硅橡膠芯模壓力計(jì)算,三種壓力模式的計(jì)算結(jié)果列于表1中,進(jìn)一步通過驗(yàn)證試驗(yàn)控制復(fù)合材料厚度尺寸及內(nèi)部缺陷。
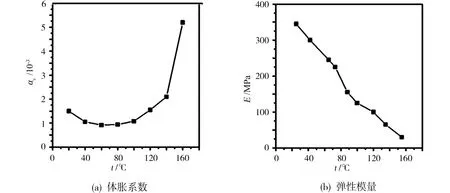
圖6 硅橡膠R10301的體脹系數(shù)及彈性模量Fig.6 Volume expansion coefficient and elastic modulus of R10301 silicone rubber
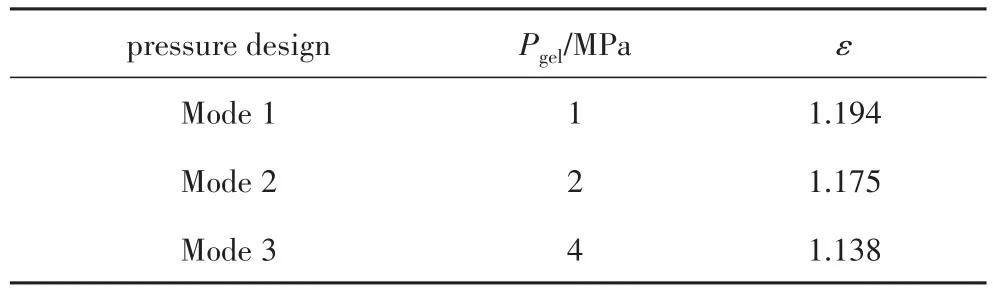
表1 膨脹壓力及工藝間隙設(shè)計(jì)與計(jì)算Tab.1 Design and calculation of expansion pressure and process gap
2.2 603與603B軟模成型工藝
圖7為MT700/603與MT700/603B復(fù)合材料斷面照片。從圖7(a)可看出低黏度603樹脂隨著設(shè)計(jì)壓力的提高,凝膠前樹脂擠出量增大,復(fù)合材料的纖維密實(shí)程度明顯提高,復(fù)合材料產(chǎn)生貧膠缺陷的風(fēng)險(xiǎn)較高;從圖7(b)可看出1 MPa與2 MPa設(shè)計(jì)壓力下的纖維密實(shí)程度基本一致,4 MPa設(shè)計(jì)壓力下的纖維密實(shí)程度有所提高,表明高黏度603B樹脂在凝膠前樹脂不容易被擠出,復(fù)合材料不容易產(chǎn)生貧膠缺陷。對(duì)比兩種材料在相同設(shè)計(jì)壓力下的復(fù)合材料纖維密實(shí)程度,MT700/603均明顯高于MT700/603B,表明MT700/603B體系能夠更好地維持復(fù)合材料內(nèi)部樹脂質(zhì)量分?jǐn)?shù)。
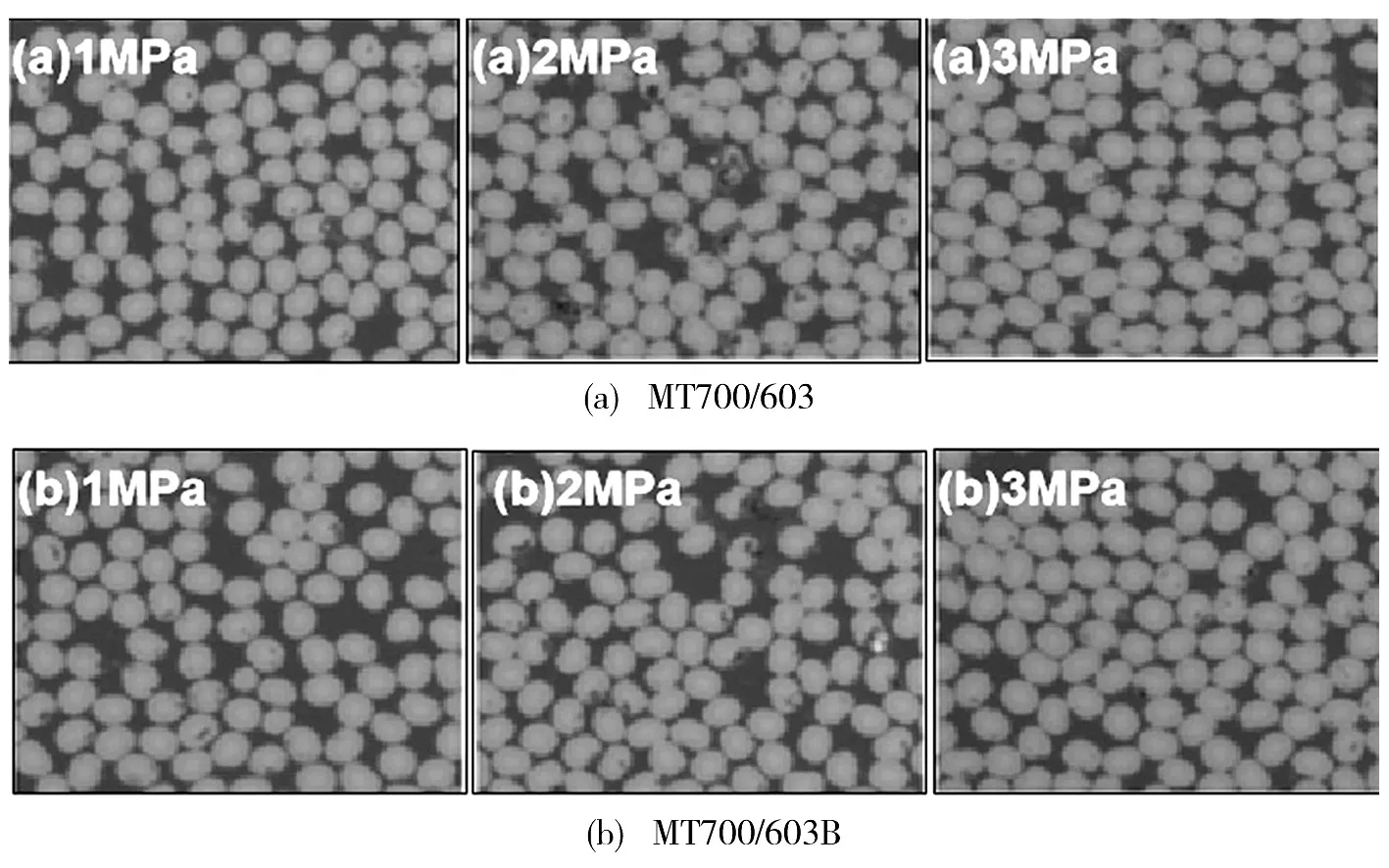
圖7 MT700/603與MT700/603B復(fù)合材料斷面照片F(xiàn)ig.7 Cross section photograph of MT700/603 and MT700/603B
MT700/603試驗(yàn)件設(shè)計(jì)壓力較低時(shí),局部加壓不均勻或者壓力不足,容易出現(xiàn)表面富樹脂現(xiàn)象,試驗(yàn)件典型局部分切單元如圖8(a)所示,腹板表面出現(xiàn)壓力不足引起的局部亮斑;設(shè)計(jì)壓力過高則容易造成樹脂過度擠出,容易產(chǎn)生表面貧膠現(xiàn)象,試驗(yàn)件典型局部分切單元如圖8(b)所示,椽板表面出現(xiàn)壓力過大引起的局部干斑。
MT700/603B則表現(xiàn)出較強(qiáng)的工藝適應(yīng)性,設(shè)計(jì)壓力1 MPa與2 MPa均表現(xiàn)出良好的表面質(zhì)量,試驗(yàn)件如圖9所示。可以看出,超聲波無損檢測(cè)結(jié)果均未發(fā)現(xiàn)缺陷,腹板厚度介于5.90~6.50 mm,椽板厚度2.95~3.30mm,表現(xiàn)出良好的尺寸穩(wěn)定性。
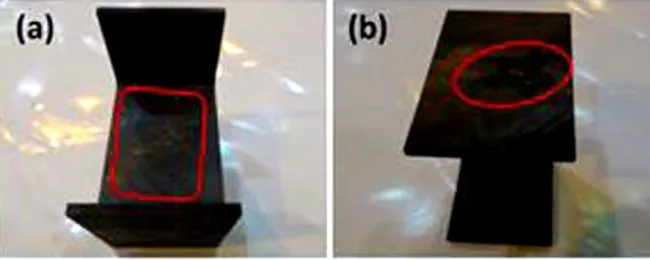
圖8 MT700/603試驗(yàn)件局部單元Fig.8 Local unit of MT700/603specimens
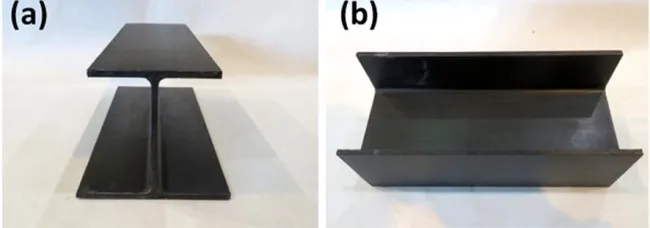
圖9 MT700/603B試驗(yàn)件外觀Fig.9 Appearance of MT700/603B specimens
2.3 支撐梁構(gòu)件工藝驗(yàn)證
基于603與603B軟模成型工藝設(shè)計(jì)與試驗(yàn)基礎(chǔ),選擇MT700/603B復(fù)合材料體系的硅橡膠軟模膨脹工藝進(jìn)行某支撐梁構(gòu)件的研制,硅橡膠芯模尺寸按照膨脹壓力2 MPa進(jìn)行設(shè)計(jì),驗(yàn)證工藝設(shè)計(jì)的可行性及可靠性。對(duì)10件井字梁構(gòu)件纖維體積分?jǐn)?shù)及無損檢測(cè)結(jié)果進(jìn)行統(tǒng)計(jì),纖維體積分?jǐn)?shù)在58.5%~60.3%,符合60%±5%的設(shè)計(jì)要求,無損檢測(cè)結(jié)果列于表2中。
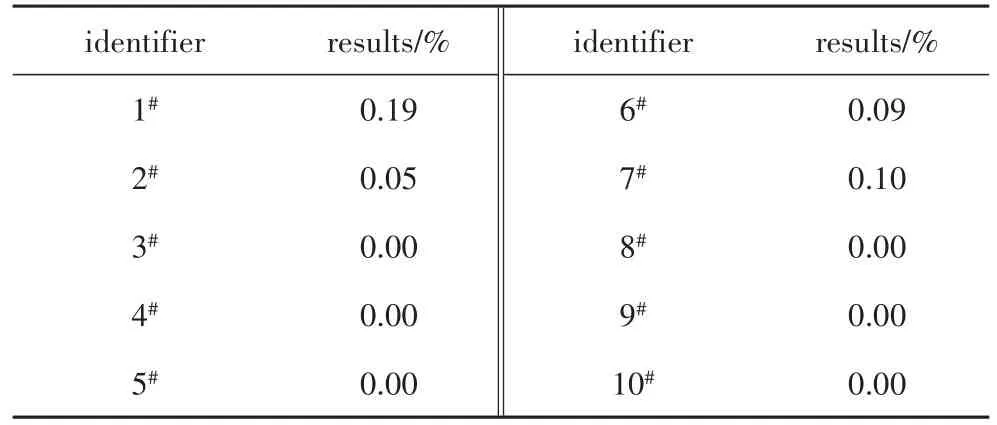
表2 支撐梁構(gòu)件無損檢測(cè)結(jié)果Tab.2 Nondestructive testing results of supporting-beam
從支撐梁構(gòu)件無損檢測(cè)結(jié)果中可以發(fā)現(xiàn),通過芯模膨脹壓力設(shè)計(jì)、不等厚型面壓力分配及固化工藝參數(shù)優(yōu)化等控制措施,復(fù)合材料構(gòu)件的缺陷比例控制在0.5%以內(nèi),明顯低于2%的設(shè)計(jì)指標(biāo)要求。驗(yàn)證試驗(yàn)結(jié)果表明:針對(duì)高黏度MT700/603B復(fù)合材料體系進(jìn)行軟模成型工藝設(shè)計(jì)與缺陷控制,能夠顯著降低構(gòu)件缺陷比例,縮短固化周期。
3 結(jié)論
(1)針對(duì)603與603B兩種環(huán)氧樹脂的黏度差異,比較膨脹壓力設(shè)計(jì)及固化工藝優(yōu)化方法,高黏度603B環(huán)氧樹脂體系的軟模膨脹成型工藝適應(yīng)性更好,固化周期縮短13.6%。
(2)根據(jù)支撐梁結(jié)構(gòu)特點(diǎn)與硅橡膠芯模性能參數(shù),得到軟模成型膨脹壓力設(shè)計(jì)方法,優(yōu)化預(yù)制體各型面壓力分配,制定工藝間隙計(jì)算與修正方法。
(3)確定MT700/603B復(fù)合材料軟模成型兩階段固化工藝,凝膠壓力設(shè)計(jì)溫度(135±5)℃能夠保證產(chǎn)品內(nèi)部質(zhì)量,固化溫度(170±5)℃降低產(chǎn)品變形風(fēng)險(xiǎn),支撐梁構(gòu)件缺陷比例<0.5%。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測(cè)試(2017年11期)2017-12-15 08:57:13
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
