紡織機械回轉體動平衡研究
2019-10-30 07:31:00紀秀乾
山東紡織科技 2019年5期
關鍵詞:質量
紀秀乾
(青島宏大紡織機械有限責任公司,山東 青島 266101)
回轉體不平衡是引起機器振動、噪聲和零部件損壞的主要原因之一,紡織產品的質量好壞與紡織機械回轉體的動平衡有著密切的關系,現場進行動平衡是消除旋轉機械振動太大的一項重要措施[1]。
1 回轉體不平衡產生原因
紡織機械回轉體設計上一般都會使它相對于回轉體軸線是對稱的,但由于工藝上的一系列原因,最終裝配體很難做到理想的絕對軸對稱,實際上都存在一定的不平衡量。造成的原因主要有以下幾種:(1)回轉體本身的材質不均勻;(2)結構設計原因造成結合體重量不均勻;(3)加工過程造成的不均勻,如在鑄造、焊接、機械加工和裝配過程中產生的圓度偏差、壁厚偏差和偏心等。
以上情況下產生的不平衡無法通過計算得到,只能通過裝配現場靜平衡或者動平衡的方法來測量和校正,最終使零件的不平衡量降低到允許的程度。
2 回轉體進行平衡的條件
回轉體不平衡是由于旋轉體對于軸線質量分布不均勻造成的,也就是說不平衡量是因為轉子的慣性軸線和回轉軸線不一致造成的,回轉體要平衡必須符合以下條件:(1)紡織機械回轉體在實際運轉過程中可以把轉子本身的變形忽略,其旋轉軸線可認為是一條理想化的固定直線;(2)回轉體須是剛性轉子,可以在回轉體上采用在一個或兩個平面加重、去重或用其他方法,使慣性軸線和旋轉軸線相一致并盡量做到重合。
3 不平衡分類
當回轉體繞定軸以等角速度ω轉動時,其各質量離心慣性力將形成一個合力R和一個合力偶M,經分析簡化,可分為以下四種類型:(1)轉軸與中心主慣軸平行(如圖1A);(2)轉軸和中心主慣軸相交于一點(如圖1B);(3)轉軸與中心主慣軸相交于質心(如圖1C);(4)轉軸和主慣軸既不相交也不平行(如圖1D)。
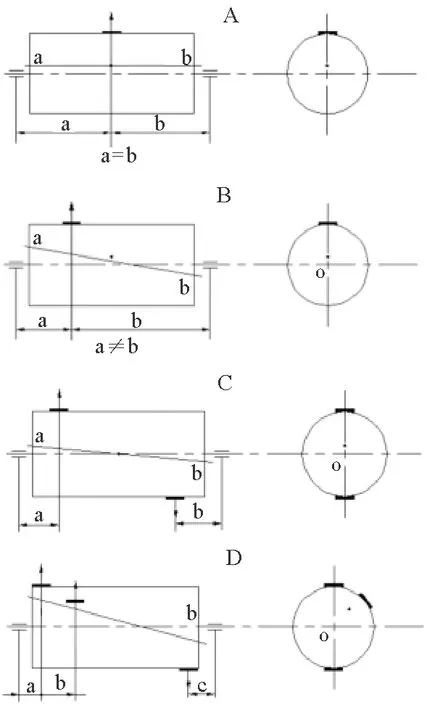
圖1 不平衡分類示意圖
以上四種情況,除第一種外都存在著離心慣性力和一個慣性力偶。回轉體不平衡是客觀存在的。由于進行平衡前慣性力和力偶是未知的,因此可根據表1的原則對回轉體進行兩種方式平衡[2]。

表1 靜平衡和動平衡選擇原則表
表1中未包括的情況視具體條件而定,如回轉體與支撐基礎條件,回轉體的形狀、轉速、工作條件等。一般情況下,當回轉體小于極限轉速時,只需做靜平衡;當大于極限轉速時,必須做動平衡。
4 平衡方法
回轉體的平衡過程,一般需要在垂直于回轉體的校正面上進行。靜平衡操作只需在一個校正面上進行即可,而動平衡操作則需要在兩個或兩個以上校正面上進行。
4.1 加重法
在已知回轉體校正面不平衡量的反方向上加質量。新增加的質量產生的不平衡量與回轉體原不平衡量相互抵消[3]。加重法常用焊補、螺紋聯接、鉚接、膠接等方法進行,但必須牢固,不得松動。
4.2 去重法
在已知回轉體校正面不平衡量的反方向上去掉部分質量。使減掉的質量所帶來的不平衡量抵消原來的不平衡量[3],去重可采用鉆孔、磨削、激光打孔等方法。
4.3 調整校正質量法
設計之初,在回轉體的結構上預留各種調整機構,從而實現加重或去重的目的。如調整筒體內部平衡塊的數量、大小、分布角度等。在紡織機械回轉體平衡中,多采用相對方便的加重法,而電機轉子和風輪、扇輪多采用去重法。
5 平衡精度及表示方法
平衡精度是指回轉體經過平衡之后的不平衡程度,也可以稱作許用不平衡量,常用的平衡精度表示方式有以下三種。
5.1 不平衡量Gr表示法
Gr=Me
式中G—校正質量,g或kg;r—平衡半徑,即平衡校正處到轉軸中心線的距離,mm;M—回轉體的質量,kg;e—回轉體主慣軸與轉軸的偏心距。
在日常動平衡應用中M(左)、e(左)、M(右)、e(右)均無法精確得到。當采用單面校正時Gr=Me,采用Gr來計算允用平衡質量;當采用雙面校正時Gr(左)=M(左)×e(左)、Gr(右)=M(右)×e(右),Gr(左)=Gr(右)=Gr,計算允用平衡質量更合理更安全。
5.2 偏心距e表示法
偏心距e是指主慣軸與轉軸在該回轉體校正面上的偏移,采用單面校正就是指質心對轉軸的偏移。偏心距e所表示的不平衡程度與回轉體的質量無關,偏心距有時可以稱為擺距。
在紡織機械中,回轉體之間有一個隔距是非常重要的工藝參數,所以在計算和確定回轉體動平衡精度時,應考慮回轉體的偏心距,否則在紡織機械高速回轉時,會因偏心距導致隔距變化無法滿足紡織機械工藝上的要求。
偏心距e的測定多使用千分表,將回轉體一端鎖定,測定另一端的跳動,另一端偏心距e和徑跳的關系是偏心距e是徑跳數值a的一半,并且回轉體中心部位的偏心距,大概是一端偏心距e的一半,設計時應予以考慮。
e=Gr/M
式中e—偏心距,μm或mm;G—校正質量,g或kg;r—校正半徑,mm;M—回轉體質量,kg。
偏心距的測定,可以用來衡量回轉體動不平衡程度,也可用來檢查電子平衡機的檢查精度,防止電子平衡機失靈。
5.3 平衡精度A表示法
A=eω/1000
式中A—平衡精度,mm/s;e—偏心距,μm或mm;ω—回轉體工作角速度,rad/s。
因ω=2πn/60≈n/10, 所以A=eω/1000≈e×n/10000(n—工作轉速,rpm)
目前,平衡等級已標準化(ISO 1940—1或JB 3330—83),分為G4000、G1600、G630、G250、G100、G40、G16、G6.3、G2.5、G1、G0.4 11級,常用平衡等級見表2。
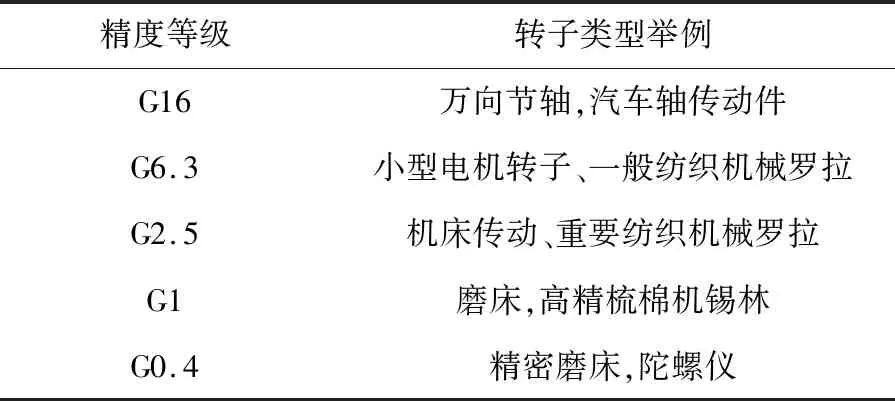
表2 常用平衡等級表
6 平衡精度計算
平衡精度的三種表示方法是有內在聯系的,可以通過計算的方法相互轉換。
6.1 計算允許剩余不平衡量(左右兩個平衡面)
m=e×M/r×2
式中m—允許剩余不平衡量,g;e—偏心距,μm;M—轉子質量,kg;r—平衡半徑,mm。
例如工作質量20 kg ,偏心距45 μm,平衡半徑60 mm,雙面平衡,則每個平衡面的允許剩余不平衡量為m=7.5 g。
6.2 計算轉子的偏心距
e=A×10000/n
式中e—偏心距,μm;A—平衡精度等級,mm/s;n—工作轉速,rpm。
例如某羅拉工件工作速度1400 rpm,平衡精度6.3 mm/s,則偏心距為e=45 μm。
6.3 計算轉子平衡精度
A=e×n/10000
式中A—平衡精度,mm/s;e—偏心距,μm;n—轉速,rpm。
7 結語
對紡織機械回轉體動平衡進行分析,通過平衡精度等級計算,采用正確的平衡方法,可有效減小回轉體不平衡量,提高其正常運轉的可靠性、穩定性。紡織機械回轉體在動平衡方面有其特殊要求,不僅要考慮其對軸承受力狀態、機器振動等方面的影響,更需要關注的是紡織機械回轉體之間有嚴格的隔距要求。回轉體高速旋轉時,兩回轉體之間的隔距一致性,對產品質量有很大的影響,因此,紡織機械回轉體的動平衡指標成為紡織機械設備驗收的關鍵項目。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
