某重水堆核電站主泵機械密封失效原因分析
2019-10-26 00:57:18陳志高
設備管理與維修 2019年13期
陳志高
(中核檢修有限公司海鹽分公司,浙江海鹽 314300)
0 引言
國內某重水堆核電站為2 臺728 MW 加拿大引進CANDU6型重水堆機組,每臺機組設計有4 臺主泵,于2003 年7 月全部建成投產。主泵是由加拿大蘇爾壽泵廠(SPCAN)生產,型號為(16×16)×20×36 RV 的立式、單級、雙蝸殼、葉片式離心泵,設計額定參數為:流量為2227.59 L/s,揚程215 m,轉速1500 r/min,介質為重水,電機銘牌功率為9000 HP(6619.488 kW),電壓等級11 000 V。該主泵葉片數為5,設計有1 組水潤滑導軸承、1 個垂直入口管及2 個側向出口管。主泵電機由日本日立公司生產,上、下部軸承均采用油浴潤滑式滑動軸承的設計。其中,上部軸承由1 組雙向推力軸承及1 組導軸承組成,下部軸承由1 組導軸承組成。電機與泵通過一段可拆短軸剛性連接。
主泵所配置的軸密封是由Sulzer Bingham 公司設計并生產的型號為RV850 的機械密封。該型號機械密封的設計形式為三級機械密封帶后備密封,并配置有軸封注入系統(向機械密封及泵導軸承提供低溫、干凈的軸封注入流,對其進行冷卻和潤滑)。該機械密封在極端工況下,每一級均設計為可承受系統全壓。機組正常功率運行工況下,機械密封的三級機械密封平均分擔系統壓力,各級密封壓降約為3.2 MPa(密封單級壓縮量不可調,各級密封壓降存在一些差異)。三級機械密封上部設計有一組備用密封,由上下2 層的剖分式石墨環組成。備用密封不承壓,僅當第三級機械密封失效時發揮作用。備用密封起效時,可使通過第三級密封泄露重水通過密封引漏管線流至重水收集系統[1],防止重水大量噴濺至泵體外。
2014 年6 月15 日,該重水堆1#機組3#主泵機械密封第三級密封發生失效故障,機組被迫進入非計劃停堆小修,經更換機械密封后重新投入運行。為了提高主泵機械密封運行的可靠性,需要對密封失效原因進行查找分析,并提出提高密封運行可靠性的解決方案。
1 主泵機械密封結構特點及工作原理
1.1 主泵密封結構形式
根據API682《離心泵和轉子泵密封系統標準》中的統一分類,該主泵機械密封為A 型推環式[2]。密封為三級、內置、旋轉、平衡、接觸式推環機械密封:密封撓性元件為旋轉式,密封副為硬質合金碳化鎢(WC)動環對優質抗皰疤石墨(C)靜環,輔助密封為三元乙丙橡膠(Ethylene Propylene Diene Monomer,EPDM)O 形圈,彈性元件為每級圓周均勻分布20 個圓柱形ASTM-A313 彈簧,軸套、隔套、環座和其他金屬零件用316L 不銹鋼制成。密封組裝時,三級密封在組裝工作臺上組裝成一個整體密封組件后裝入泵密封腔室。密封靜環固定于靜環座內,在主泵運行期間保持靜止狀態。密封動環則通過動環座、密封彈簧與動環彈簧座固定在密封軸套上,并在主泵運行期間隨著密封軸套一起高速旋轉。
1.2 流體動壓密封工作原理
機械密封又稱端面密封,是一種依靠彈性元件對動、靜環端面密封副的頂緊和介質壓力與彈性元件壓力的壓緊而達到密封的軸向端面密封裝置[3]。自1885 年英國第一個端面密封的專利出現以來,機械密封技術不斷發展創新,各種高參數(如高壓、高速、高溫、大直徑等)、高性能(如干運轉、零泄漏)和高水平(如高Pv值、大型剖分式)的機械密封大量研制。不種型式的機械密封工作原理大不相同。
該主泵機械密封是密封面微凸體接觸的機械密封,其成膜理論是熱流體動力楔理論[4]。根據俄羅斯學者格魯別也夫的研究,這種機械密封摩擦副由1 對金屬環和石墨環組成。在金屬環密封面上具有深達幾微米的刮痕網絡,這是在磨削加工時形成的,可以認為石墨密封面是平滑的,因為它隨著金屬環磨合。假設這2 個環的密封端面是由厚度為零點幾微米到一微米的液膜隔開,而刮痕間距為零點幾毫米。摩擦副的上面為金屬環,下面為石墨環,在壓差PS作用下,流體沿刮痕高速流過間隙,由于摩擦,高速流液體被加熱,同時加熱金屬表面,使之受熱膨脹。流體和金屬環表面的溫度沿運動方向逐漸升高,從而使金屬膨脹不均勻。由于受熱不均,在刮痕間的金屬表面具有傾斜度,即變形收斂性縫隙。此時,在金屬環表面產生流體動壓作用力。
2 密封故障失效過程及運維歷史
2.1 密封故障失效過程
2014 年6 月14 日21 時至24 時,該電站1#機組3#主泵機械密封回流水溫度出現波動,從正常的60 ℃左右上升到最高79 ℃(報警80 ℃,停泵93 ℃),同時該泵機械密封的三級密封壓差也出現異常波動,幅度約0.3 MPa,且現場發現該泵機械密封引漏管線內的泄漏流量增大。2014 年6 月15 日0 時,該泵的第三級機械密封壓差突然從3.3 MPa 降低至約1.0 MPa,據此確認該泵第三級機械密封失效(圖1)。隨后根據運行規程執行停堆、停泵操作,機組進入小修更換出現缺陷的主泵機械密封。
2.2 機械密封維修歷史和運行狀況調查
3#主泵歷次大修期間的維修記錄顯示,2011年12 月30 日至2011 年12 月31 日(該機組停堆大修期間),根據主泵預維大綱的要求,檢修人員對3#主泵機械密封進行了預防性維修,對其零部件中密封環、密封彈簧以及O 形圈等易損件均進行了更換,并將密封組件順利安裝就位。在2012 年1 月9 日機組大修后啟動期間,3#主泵密封水回流溫度出現了隨系統壓力的上升(主系統壓力由7.0 MPa 升至9.6 MPa 的過程中)而快速升高的異常工況,其峰值曾一度到達97 ℃(圖2)。主泵運行維護手冊要求的主泵密封水回流溫度的停泵值為93 ℃,遂停止主泵運行。
停泵并系統卸壓后,檢修人員對3#主泵機械密封彈簧壓縮量進行了調整,將密封軸套位置下調了約0.8 mm,后再次啟動3#主泵,將其投入運行。3#主泵各級壓差的數據記錄如下圖3 所示,泵的各級密封壓差在泵啟動后的初始階段有40 h 的持續波動,而后趨于穩定狀態,直至下一次機組大修,未發現其他異常。
2.3 106 大修啟動期間4 d 內的各級密封壓差
機械密封壓縮量調整方法:通過調整密封調節螺帽來調整密封軸套的提升高度,從而改變彈簧壓縮量。機械密封軸套調節螺帽與泵側靠背輪通過4 顆螺栓聯接。在密封組裝工作臺上通過專用工具調整好密封壓縮量后,測量密封上軸套上凹槽下邊沿至后備密封壓蓋上表面之的的距離并記錄為Xd值;在密封組件整體裝入泵體后,通過調節螺母調整軸套的位置,并測定上述同樣位置的距離得到Xp值,并使得Xd和Xp盡可能接近,允許偏差不大于0.3 mm。
對機械密封檢修產生的組裝記錄進行調查,并詢問機械密封更換的工作負責人,了解到為了避免密封泄漏量偏大,機械密封組裝時設將密封彈簧壓縮量調整到偏上限值(要求5.08~6.10 mm),也就是說密封彈簧壓縮量調節過緊。同時,主系統升溫升壓過程中,系統壓力產生的上推力使主泵轉子部件整體上浮的位移量(約1 mm)將也加載到密封彈簧上,這都導致機械密封壓縮量進一步增大。過大的機械密封壓縮量使得機械密封動、靜環密封面壓力增大,摩擦力增加,摩擦副表面產生的熱量無法及時被密封水帶走,最終導致軸封回流溫度的不斷升高。
大修后對3#主泵密封的運行參數進行了長達一年多的跟蹤監督,確認該泵包括機械密封在內的各項參數均長期保持穩定,沒有特別異常,因此未安排在2014年3 月至5 月期間的107 大修(密封整體更換工作)。
在3#主泵第三級密封失效前,該泵的各個參數均保持穩定,未出現異常情況。3#主泵第三級密封從出現壓差波動到失效僅經歷了2 h 左右,缺陷發展迅速(圖1)。
3 失效機械密封解體檢查分析
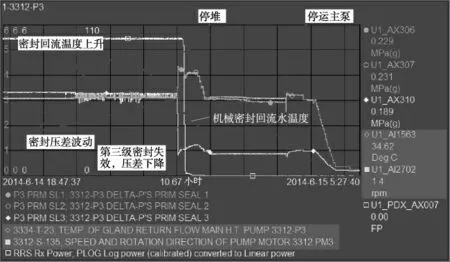
圖1 機械密封失效過程中運行參數的變化
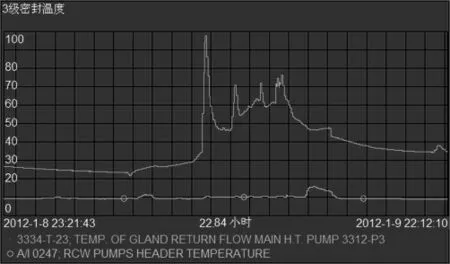
圖2 106 大修后啟動期間軸封回流溫度波動
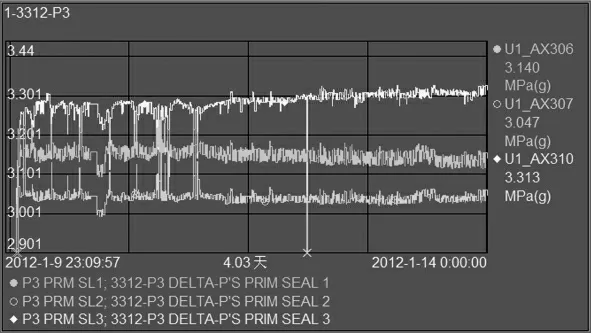
圖3 3#主泵各級壓差的數據
通常失效原因最直觀、最重要的標志從目測檢查開始,一旦原因明確,有效解決辦法就明確了。如果征兆或跡象在拆卸時丟失,就無法追溯。為避免關鍵信息丟失,按照外部征兆檢查、拆卸前檢查、拆卸后檢查模式進行。
3.1 外部征兆檢查分析
該主泵機械密封失效前出現3 種征兆:
(1)回流水溫度出現波動,從60 ℃上升到79 ℃(其他3 臺運轉正常)。說明軸封冷卻水注入系統正常,密封端面出現異常溫度升高。
(2)三級密封壓差出現異常波動,幅度在0.3 MPa 左右。說明密封端面接觸壓力和流體膜承載力處于異常狀態,很可能因為高溫而使液膜閃蒸或汽化,瞬時失去液膜,而新的低溫冷卻水又補充進來,重新形成液膜,使密封壓力處于跳躍中,這是密封副失效的早期征兆。
(3)泄漏量增大。無論是摩擦副打開、流體膜喪失或密封環損壞都能造成大量泄漏,此泄漏量可以排除O 形圈失效影響。
3.2 拆卸前檢查分析
3#主泵機械密封失效期間,其余3 臺運轉狀態正常,系統壓力、溫度無異常變化,因此可以排除系統因素影響;主熱傳輸系統水質有嚴格控制,主熱傳輸凈化系統備有5 μm 的過濾器,去除系統雜質,在此基礎上,主泵的軸封系統還單獨配備了2 μm的過濾器,用于除去主泵軸封供水系統中的雜質,充分保證了主泵機械密封長期穩定運行,3#主泵機械密封失效前后,軸封過濾器壓差無波動,因此可以排除軸封過濾器失效導致外部雜質進入機封的可能性。
主泵軸向振動高、軸位偏移大,帶動機械密封軸套上下微動,影響機械密封摩擦副瞬時液膜剛度。實時數據顯示,3#主泵機械密封失效前電機軸向振動、軸位移無異常升高,排除此影響。
3.3 拆卸后檢查
(1)密封面檢查。拆卸后,將三級密封副動、靜環集中放置,逐一檢查,發現第三級密封環存在損傷,其中動環表面明顯龜裂,靜環有嚴重的磨損和凹槽,密封面上有“唱片”條紋般的同心圓紋理(圖4)。
(2)輔助密封元件檢查。未發現O 形圈老化、龜裂、變硬和失去彈性等現象。
(3)彈性元件檢查。主泵機械密封每級圓周均勻分布著20 個小彈簧,解體后將60 個小彈簧逐一檢查,未發現變形、失彈等現象。
(4)驅動件等金屬零件檢查。主泵機械密封驅動件、緊固件等金屬零件均為重復使用備件,此次拆卸中,未發現粘合、磨損、變形現象。此外,在環座、彈簧等處未發現雜質沉積,判斷動環在軸套上的浮動性良好。
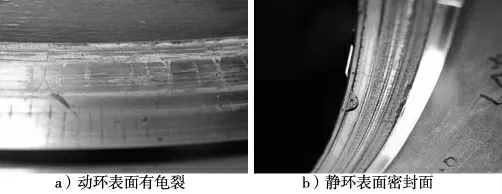
圖4 失效的機械密封環面
4 密封環的深入檢查分析及結論
為查明密封環開裂的原因,對密封環進行了進一步的失效分析,主要包括失效樣品的外觀檢驗、宏觀尺寸測量、表面殘余應力分析、金相微觀組織觀察、斷口分析、掃描電鏡(Scanning Electron Microscope,SEM)觀察、能譜儀(Energy Dispersive Spectrometer,EDS)分析、顯微硬度測量、化學成分分析、模擬實驗等。根據檢驗結果,破損動環樣品均未發現異常,說明動環樣品在加工工藝上不存在明顯問題[4]。
4.1 密封失效機理分析
4.1.1 動、靜環磨損圖像分析
密封面的失效模式通常有以下類型:①密封面開啟失效;②密封副早期磨損;③密封干運轉;④密封面熱裂;⑤密封環皰痕;⑥液膜失穩;⑦液膜破裂;⑧汽化等。每一種失效模式均可在密封面上留下獨特的磨損圖像,通過分析磨損圖像可以判斷失效模式[5]。檢查密封動環面呈現360°表面龜裂,這是典型的密封面熱裂;靜環嚴重磨損和凹槽,密封面上有“唱片”條紋般的同心圓紋理,這也是典型的過熱癥狀,并且存在干摩擦和磨料磨損存在。因此,初步判斷此次密封面失效是因高溫引起的密封面熱裂和劇烈磨損。
4.1.2 動環熱裂原理
通常機械密封密封面由于流體作用力增大,間隙減小,會使密封副因密封面微凸體開始接觸而溫度升高或其他原因而開始發生干摩擦。此外,大多數密封在開、停車時短暫地發生半開摩擦或干摩擦,此時會使摩擦系數增大,磨損加劇,導致熱裂[6]。
由于溫度高,在環表面集中的接觸帶附近,產生很大的熱應力所造成的殘余應力。金屬材料在極高的殘余應力作用下形成熱裂。盡管熱應力是壓縮應力,但由于接觸運動而使熱應力釋放,就在表面形成殘余拉應力,出現較淺表面裂紋。
4.1.3 動環熱裂原因分析
密封面高溫會導致密封面熱裂,而密封面溫度取決于密封副的熱量及其分布。密封副的熱量由3 方面組成:①摩擦副端面摩擦生成的摩擦熱;②旋轉元件與介質、沖洗流體因攪拌生成攪拌熱;③介質因工作溫度不同,帶有一定介質熱。此次主泵機械密封失效動環熱裂原因中可以排除攪拌熱和介質熱,因相同環境下其余3 臺運轉正常,所以判定摩擦熱發生了變化。

由(1)式[6]可見,機械密封的端面摩擦熱QF主要取決于摩擦系數f 和PCV。在摩擦系數不變的情況下,密封面載荷或PCV值過大,將會導致密封端面溫度過高而產生密封面熱裂。
目前,機械密封端面的設計計算有2 種方法,即慣用的密封比壓PC或PV值為基礎的經驗計算法和全面考慮的P-V-T-h系統設計法,本文采用前者,基本公式為[6]:

由(2)式可以判定,在密封副面積比B、膜壓系數Km、系統壓力PS不變情況下,密封面比壓PC由彈簧比壓PSP影響。綜合式(1)和式(2),可知彈簧壓縮量的大小決定PCV值大小,影響密封端面的溫度。
4.1.4 密封失效機理分析
(1)裂紋萌生期。在大修啟動期間,由于機械密封的密封彈簧壓縮量調節過緊。同時,由于主泵的第三級密封擁有最小的允許浮動間隙,因此其首先承受了額外的壓力,導致第三級動環與靜環之間的摩擦增大,摩擦釋放出來的熱量造成了密封動環表面的溫度快速升高。同時,密封環周邊50 ℃左右的冷卻水依舊在不斷冷卻之中,這就使得密封動環與靜環接觸的摩擦面和與冷卻水接觸的外表面之間形成較高的溫度差。由于動環的主要材質為WC脆性材料,抗熱沖擊性能較差,故而在這個過程中,動環上表面沿徑向形成了大量的原始微裂紋,即形成了前文所述的線裂紋源。
此時,由于原始微裂紋剛剛形成,沿軸向的開裂程度還比較淺,故而動環的整體狀態并未被破壞,其功能依然保持良好。而靜環在初始的摩擦過程中,其整個表面都與動環表面直接接觸,并未發生磨料磨損,所以整體狀態也未被破壞,功能也保持良好。因此該級密封在密封彈簧壓縮量調整后,繼續運行期間并未出現長期的壓差波動現象,僅在調整后的2 d 時間內出現了壓差波動,而后壓差即逐漸平穩。
(2)裂紋擴展期。該機械密封在穩定的參數下繼續運行了約兩年半時間,動環隨主軸一直高速旋轉。由于動環與主軸之間的同軸度始終存在著細微的差別,即動環始終處于一定交變應力的作用下,故而在運行期間,原始微裂紋不斷沿著軸向和徑向進行著疲勞擴展。隨著裂紋的不斷擴展,上表面相鄰線裂紋源之間發生了相互交叉(圖5)。位于交叉位置處的材料與基體之間的連接十分薄弱,隨時都有脫落的可能。
(3)最終失效期。動環密封面上的裂紋不斷擴展,裂紋交叉位置處的部分WC 在動環高速運轉時,發生了脫落,這些脫落的WC 顆粒充當磨料,立即引起密封動環和靜環之間以“磨料磨損”的形式發生劇烈摩擦。由于靜環的主要成分為石墨,硬度遠低于動環材料,所以其表面被迅速地磨削下去,造成靜環上的半圓形流體動壓槽貫通和動環上的流體動壓槽消失,大量的重水從其中流過,最終導致該級密封失效。
4.2 結論
(1)動環微裂紋產生原因:動環在摩擦熱和軸封冷卻水的作用下產生了大量微裂紋。
(2)機械密封失效原因:動環表面的微裂紋作為裂紋源,由于高速轉動,微裂紋不斷產生疲勞擴展,使得動環表面部分材料脫落,脫落顆粒充當磨料,迅速磨削靜環上表面,磨穿靜環的半圓形槽,致使該機械密封失效。
(3)破損動環和靜環加工制造過程、原始成分、微觀結構等都不存在明顯問題。
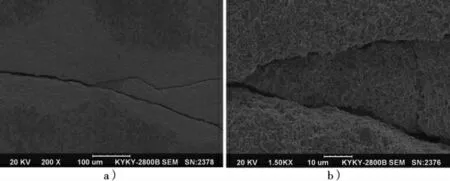
圖5 動環上表面裂紋交叉處
(4)在大修機械密封更換維修過程中,機械密封的彈簧壓縮量調節過緊,疊加系統升壓后泵轉子上移,使密封端面比壓過大,密封的PCV超過極限值,導致合金環密封工作面產生微裂紋。而此后有檢修窗口的大修又沒有及時安排對受損的密封進行檢查更換,最終導致密封在運行中突然失效。
5 結束語
密封壓縮量的調整是機械密封檢修中的關鍵步驟,確保密封的正確裝配與安裝。使機械密封處于設計規定的使用條件范圍并考慮運行工況變化對密封壓縮量的影響,是保證密封長期穩定、可靠運轉的最基本條件。同時,對于核電廠重要關鍵設備中碳化鎢(WC)合金密封環,在運行過程中一旦承受過異常高溫,應及時安排檢查其損傷狀態,評估其狀態或及時更換,避免狀態惡化后突然失效造成更大的損失和安全風險。
通過3#主泵機械密封隨機故障失效原因查找和分析,梳理機械密封工作原理、故障檢查、失效模式,并對失效后的密封環作深入理化分析,提出密封安裝中的關鍵環節及運行維護中的關注問題,對核電站主泵檢修維護具有重要的參考價值。將此次事件及分析處理過程編制技術分析報告,并在重水堆業主聯合會(CANDU OWNERS GROUP,COG)作經驗反饋專題發布。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
