一模雙沖復(fù)合模的結(jié)構(gòu)探索與制造工藝分析
2019-10-26 03:03:30李賓飛趙國存趙紅衛(wèi)
模具制造 2019年9期
李賓飛,趙國存,趙紅衛(wèi)
中車永濟(jì)電機(jī)有限公司工模具分廠(山西永濟(jì) 044502)
1 引言
在沖壓生產(chǎn)過程中,保證較低的廢料率是現(xiàn)代沖壓生產(chǎn)最重要的技術(shù)指標(biāo)之一。在沖壓生產(chǎn)中,沖壓件材料消耗費用可達(dá)總成本的60%~75%,每降低1%的沖壓廢料,將會使成本降低0.4%~0.5%。合理利用材料是降低成本的有效措施,尤其在成批和大量生產(chǎn)中,沖壓件的年產(chǎn)量達(dá)數(shù)十萬件,甚至數(shù)百萬件,材料合理利用的經(jīng)濟(jì)效果更為突出。
如圖1為某種電機(jī)的定子的制件圖,沖片材料為硅鋼片;料厚0.35mm。定子沖片有48均布槽,要求沖片毛刺小于0.02mm,表面平整。
沖裁工藝分析:沖片生產(chǎn)批量大,采用帶料一模雙沖的設(shè)計方案沖制,以提高生產(chǎn)效率。排樣方式的選用:采用圖2的排樣方式,原材料的利用率約為32%左右;采用圖3的排樣方式,材料的利用率約為39%左右,有效地提高了原材料的利用率,降低了生產(chǎn)成本。
2 制件結(jié)構(gòu)與沖裁工藝分析
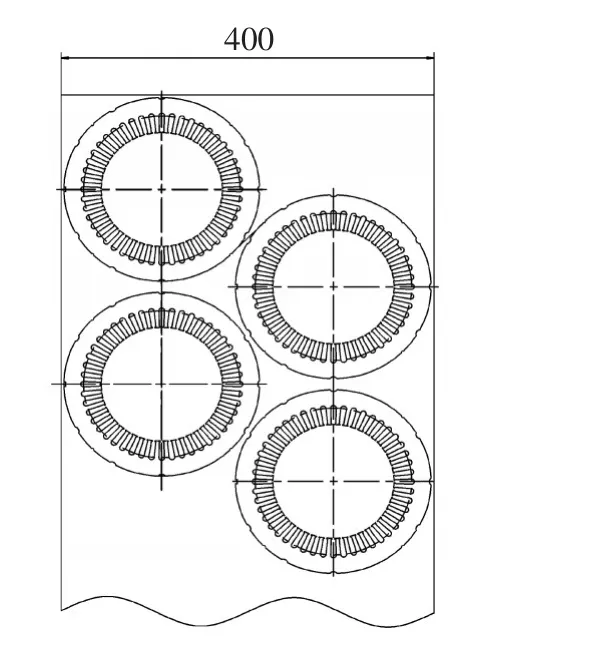
圖3 排樣圖II
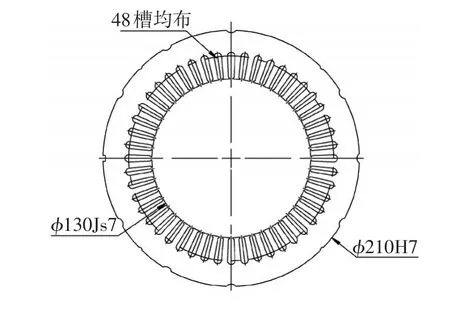
圖1 電機(jī)定子
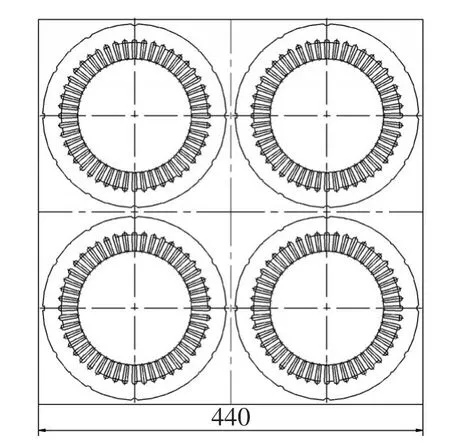
圖2 排樣圖I
3 模具結(jié)構(gòu)設(shè)計
圖4所示為模具結(jié)構(gòu)圖。沖片采用圖3寬度為400mm帶料沖制,沖制時若采用制件隨廢料推出時,定子沖片隨著帶料一起推出,當(dāng)推出一定的安全距離時,操作工需分揀出定子沖片與廢料,定子沖片槽型多,沖片材料(料厚0.35mm)較薄,分揀難度相對較大,而且,此沖片廢料需要套裁轉(zhuǎn)子沖片,分揀時廢料不能出現(xiàn)變形,否則不能進(jìn)行二次沖裁,造成原材料的浪費,模具采用一模雙沖,分揀的速度和難度明顯增加,嚴(yán)重制約生產(chǎn)效率,影響生產(chǎn)周期。因此,模具采用漏料的方式,定子沖片采用自動接料,操作簡單方便,不需要分揀廢料,節(jié)省了人力,廢料也不會出現(xiàn)變形。
定子沖片料厚為0.35mm硅鋼片,根據(jù)經(jīng)驗,模具間隙采用0.02~0.04mm,屬于小間隙沖裁,模具導(dǎo)向系統(tǒng)采用滾珠導(dǎo)向系統(tǒng),以保證高精度的使用壽命;沖制過程中,為避免沖床以及其他因素的對模具間隙的影響,導(dǎo)向系統(tǒng)在整個沖裁過程保持導(dǎo)柱與導(dǎo)套不脫開。
4 模具主要零件的制造工藝
模具沖裁力的計算公式:

借助軟件模擬凸凹模沖制過程中受力情況,受力變形情況如圖5所示,廢料在凸凹模型腔中堆積程度,會嚴(yán)重影響凸凹模的精度與強(qiáng)度,尤其對薄壁件,若漏料不暢,廢料在凸凹模型腔中形成堆積,極易造成凸凹模的變形,從而模具間隙不均勻,沖片毛刺變大,制件不符合技術(shù)要求,凸凹模刃口也有可能拉傷;當(dāng)廢料堆積到一定的程度,會使凸凹模的撐裂,模具無法正常使用,因此,合理的漏料結(jié)構(gòu),對模具的精度與壽命有很大的影響。優(yōu)化后的凸凹模結(jié)構(gòu)如圖6所示,內(nèi)型腔沿周采用8'斜刃口,刃口有效厚度為12mm,其余均采用按單邊擴(kuò)0.2mm的結(jié)構(gòu)形式,以保證在凸凹模強(qiáng)度的前提下達(dá)到漏料的順暢。
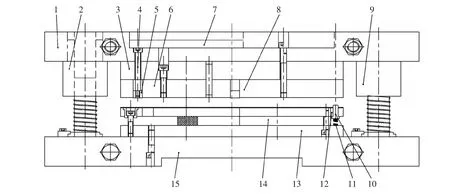
圖4 模具結(jié)構(gòu)圖
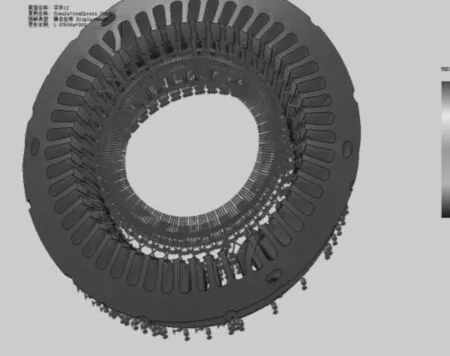
圖5 凸凹模受力變形模擬

圖6 凸凹模
模具關(guān)鍵件(凸模、凹模、凸凹模等)均采用耐磨性、淬火性較好的Cr12Mo1V1,主要通過淬火(硬度達(dá)58~62HRC)、回火、深冷處理(消除材料內(nèi)應(yīng)力)熱處理工序,其主要制造工藝,熱處理前粗加工,各孔(除銷孔外)加工滿足圖紙要求,各型腔單邊留1.5mm粗加工,以減少精加工過程中應(yīng)力變形,全型慢絲兩遍精加工,工藝臺留外形,坐標(biāo)磨校正接平工藝臺。對于凹模與凸模(見圖7、圖8),可合二為一備料,節(jié)省原材料,精加工前留量分開,凸模精加工考慮到壓裝問題,分兩次裝夾加工,兩次均以兩銷孔為基準(zhǔn),拼接處,鉗工修油接平。很大的沖裁力;而且模具需要漏料,下模座呈中空狀態(tài),變形的可能性很大,影響模具的精度,因此,下墊板采用45鋼,粗加工后淬火到43~48HRC,精加工后厚度要求45mm以上,以彌補(bǔ)下模座沖制時變形的缺陷。
5 模具組裝
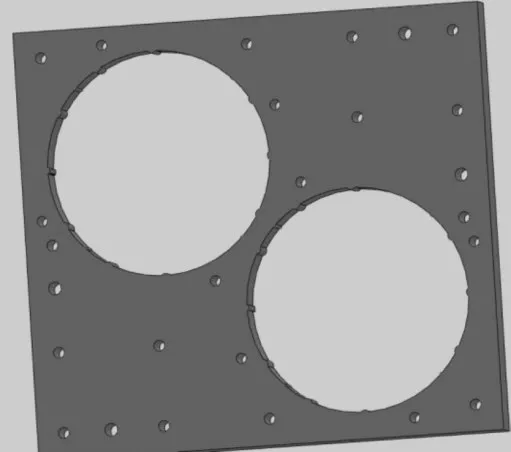
圖7 凹模
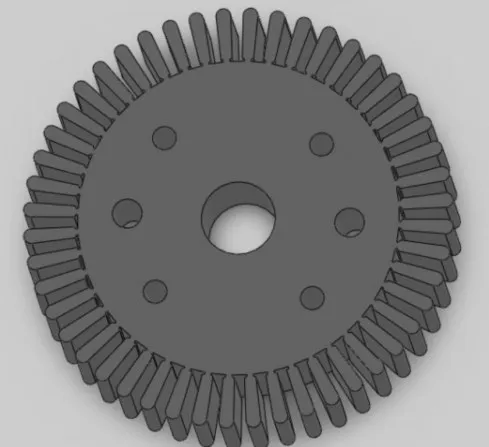
圖8 凸模
該模具屬于一模兩沖,模具兩型腔相對位置需保證,因此凹模型腔采用整體結(jié)構(gòu),型腔位置精度由精加工慢絲保證;組裝時采用倒裝式,先將凹模、固定板、上模座組裝一起,在凹模型腔均勻墊0.02mm間隙紙,組裝下模體(凸凹模、下墊板、下模座),分合模,凸凹模內(nèi)型腔均勻墊0.02mm間隙紙,組裝凸模,螺釘固定,組裝完后,凸凹模均勻墊間隙紙,確保各制件之間間隙的均勻性。若間隙不均勻,可繼續(xù)調(diào)整凸凹模,修油線切面以保證間隙的均勻性。再用銷子固定,保證位置的穩(wěn)定性。
6 結(jié)束語
模具的上、下模座均采用Q235A板料,除制件上的導(dǎo)柱導(dǎo)套孔、型孔、及平面留適當(dāng)?shù)木庸つチ客猓溆嗉庸さ轿弧>庸r平磨保證平面度及平面度,然后在數(shù)控床機(jī)上加工導(dǎo)柱、導(dǎo)套孔達(dá)到孔距位置精度±0.03mm以內(nèi),下模座與導(dǎo)向系統(tǒng)的襯套過度配配合;因?qū)着c上模座固定方式采用厭氧膠粘結(jié),考慮到加工精度和操作性,其配合間隙保證單邊間隙保證在0.1~0.12mm,粘結(jié)前需用丙酮清洗油污,再涂膠粘結(jié);卸料板、推板的加工制造,分為粗加工、精加工的3個階段:①粗加工主要去除制件上成形部位的部分余量,留有適當(dāng)?shù)暮蟮兰庸び嗔浚虎诖旨庸ず笮柽M(jìn)行熱處理調(diào)質(zhì),達(dá)到提高制件的韌性和強(qiáng)度及減少以后淬火變形量;③在精加工前需進(jìn)行熱處理時效,達(dá)到消除制件淬火后的脆性和內(nèi)應(yīng)力,精加工在精密平面磨床上磨兩平面,平行度控制在0.01mm內(nèi),卸料板、推板均采用線切割加工達(dá)相關(guān)技術(shù)要求。再者,考慮到模具的單個沖裁力約為83.7t,一模兩沖其沖裁力達(dá)到160t,沖制時,下模座的需承受
一模雙沖模具結(jié)構(gòu)探索經(jīng)試制后,試模一次成功(見圖9),沖出的制件毛刺小,表面平整,節(jié)約了原材料,解決了槽型多漏料困難的技術(shù)難題。而且,廢料的二次沖裁時沖片的平整度也得到了解決,滿足了制件的技術(shù)和公司批量生產(chǎn)的要求。

圖9 電機(jī)定子沖片實物圖
