汽車縱梁加強板成形工藝優化與模具設計
2019-10-26 03:03:30李彩娟程阿苗張玲玲張會軍
模具制造 2019年9期
李彩娟,程阿苗,詹 卓,張玲玲,張會軍
陜西黃河工模具有限公司(陜西西安 710043)
1 引言
縱梁承載著車身的大部分重量,并吸附著絕大部分撞擊能量,是汽車上不可或缺的受力結構件。縱梁加強板的存在,不但使縱梁在整體強度上得到進一步強化,使撐力區的傳力性能大大增強,而且在變形時能夠有效吸收、衰減車輛碰撞時的沖擊能量。隨著汽車輕量化進程的不斷推進,高強度鋼板在梁架件中的使用比例越來越大,強度越來越高,使得在其沖壓成形過程中造成極大的困難,對沖壓工藝、模具設計及制造提出了更高的要求和挑戰。
2 制件特點分析
如圖1所示的兩種制件,分別為我公司承接的某兩款輕型卡車的縱梁加強板,具有以下共同特點:①材料厚,強度高。為了滿足汽車輕量化和承載的需要,兩種制件均選用高強度鋼材料B510L,厚度為4.5mm;②沖孔多,部分安裝孔位置要求高。為了滿足裝配及吸收車輛運動過程中的沖擊能量,制件上設計許多形狀各異的孔;③型面及邊線裝配精度要求高。雖然縱梁加強板焊接在縱梁上、下板內部,但是該制件的型面及邊線與縱梁上、下板均有配合和搭接焊接關系,且搭接面均為垂直面,制件回彈控制難度大,制件尺寸要求比較嚴格。本文以這兩種制件為例,從成形工藝及模具設計的角度進行比較和分析,將此類制件的成形方案予以討論和總結,希望能對此類制件的模具設計起到一定的借鑒作用。
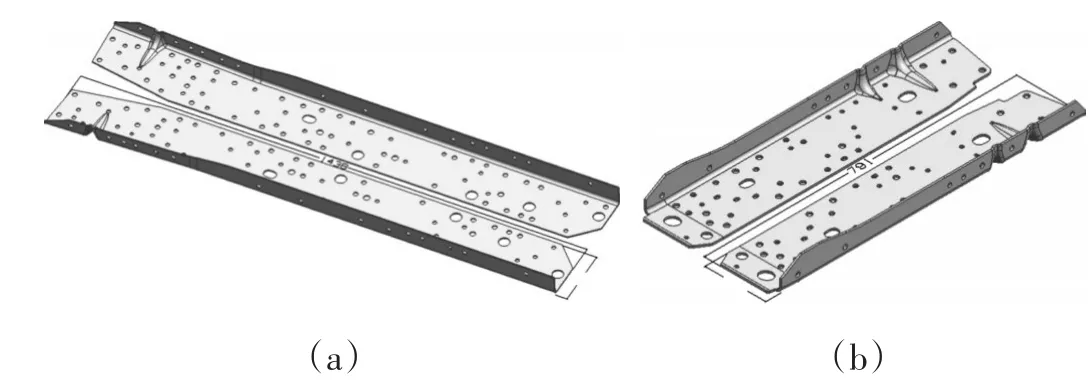
圖1 左右縱梁加強板制件圖
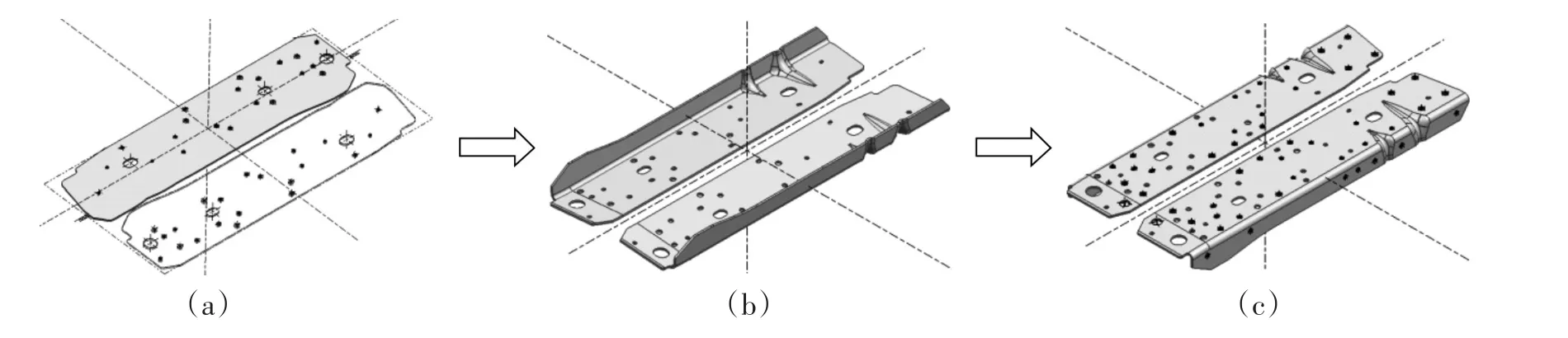
圖3 制件Ⅱ成形工序簡圖
3 制件成形工藝方案
3.1 制件Ⅰ成形工藝方案
如圖2所示,采用左右雙件連在一起成形,這樣能有效消除兩側翻邊帶來的側向力,保證成形的穩定性。由于將左右件連在一起生產,則必須在成形后增加分離工序,因此,決定將各處側孔、螺栓安裝孔及易變形孔均調整到沖孔分離工序完成,這樣能夠更好的保證孔徑及孔位要求,滿足裝配需要。同時,由于左右件連在一起生產,制件所有外形均需要落料來實現,那么落料沖孔工序的沖裁力也就成倍的增長。另外,由于該制件的孔多而密集,為了保證模具的使用功能及強度,必須將沖孔盡量分工序沖裁。綜合考慮客戶現有設備的狀態,決定將落料沖孔分為兩道工序,并且采用分級沖孔的方式才能滿足生產需要。綜上所述,制件Ⅰ成形方案定為:落料沖孔?落料沖孔?成形?沖孔側沖孔分離。
3.2 制件Ⅱ成形工藝方案
如圖3所示,采用將左右件分別旋轉5°單獨成形,這樣不但能更好的控制制件翻邊引起的回彈,而且兩側翻邊帶來的側向力得到了消除,成形穩定性也有一定的保障。由于采用單件成形的方案,制件不需要單獨設置分離工序,只需將各處側孔、螺栓安裝孔及易變形孔布置在沖孔側沖孔工序完成,剩余部分孔布置在落料沖孔工序完成即可。這樣以來,落料沖孔模的沖裁力能夠大幅度降低,對生產設備的要求也相應地降低。另外,針對制件Ⅱ的特點進行分析,將制件的直線邊線部分,采用下料來保證,后序的落料沖孔工位不涉及到直線修邊,這樣就明顯提升了該制件的材料利用率,大大降低了生產生本,提高了生產效率。綜上所述,制件Ⅱ成形方案定為:落料沖孔?成形?沖孔側沖孔。
3.3 兩種成形工藝方案的對比

圖2 制件Ⅰ成形工序簡圖
經過上述比較分析,制件Ⅰ的成形方案在成形穩定性方面好于制件Ⅱ的成形方案,但是在控制制件回彈、生產設備要求及生產成本的控制等方面均比制件Ⅱ的成形方案差。因此,按照制件Ⅱ的成形工藝方案設計、制造的模具,得到了客戶更高的評價和認可。
4制件Ⅱ模具結構設計分析
4.1 落料沖孔模的結構設計
如圖4所示,制件Ⅱ落料沖孔模的下模結構及制件排樣示意圖。針對該制件特點分析,直線邊由下料保證,其余部分由落料保證,采用調頭沖裁的排樣方法,單件毛坯料可以生產兩件制件,最終的廢料只有很少一部分。這樣不但大大提高了材料利用率,而且提高了生產效率。坯料依靠浮動定位板定位,送料側采用浮動卸料板撐料,兩側靠廢料刀將廢料從寬度方向切斷,既保證了調頭后坯料的方便操作,又能保證切斷后的廢料順利滑落。經過大批量生產的驗證,該模具結構穩定,可靠性強,可為相似制件提供參考。
4.2 成形模的結構設計
由于該制件型面裝配精度要求高,制件的回彈控制是所有問題中的重中之重。制件Ⅰ成形時,由于左右零件連在一起,必須在成形凸模上增加回彈角或者在成形凸模底面開槽來消除回彈,并且鑒于理論情況和實際狀態存在差別,回彈角往往通過多次調試才能準確確定,在生產成本和生產周期上造成一定的浪費。如圖5所示,在制件Ⅱ成形模設計時,將左、右件制件分別旋轉5°成形,就不必在刻意凸模上單獨增加回彈角,同時將底面R角墩死,這樣使材料產生充分的塑性變形而有效控制回彈量。實踐證明,此種成形方案不需要在凸模上增加回彈角,不但大大降低了模具調試成本,而且縮短了生產周期。
5 結束語
總結同類制件的特點,及時調整制件工藝方案,針對制件關鍵尺寸要求,優化制件模具設計。最終在滿足制件要求及客戶需要的情況下,減少了生產周期,降低了生產成本,達到了預期的效果,可為同類制件的開發及模具設計提供參考。
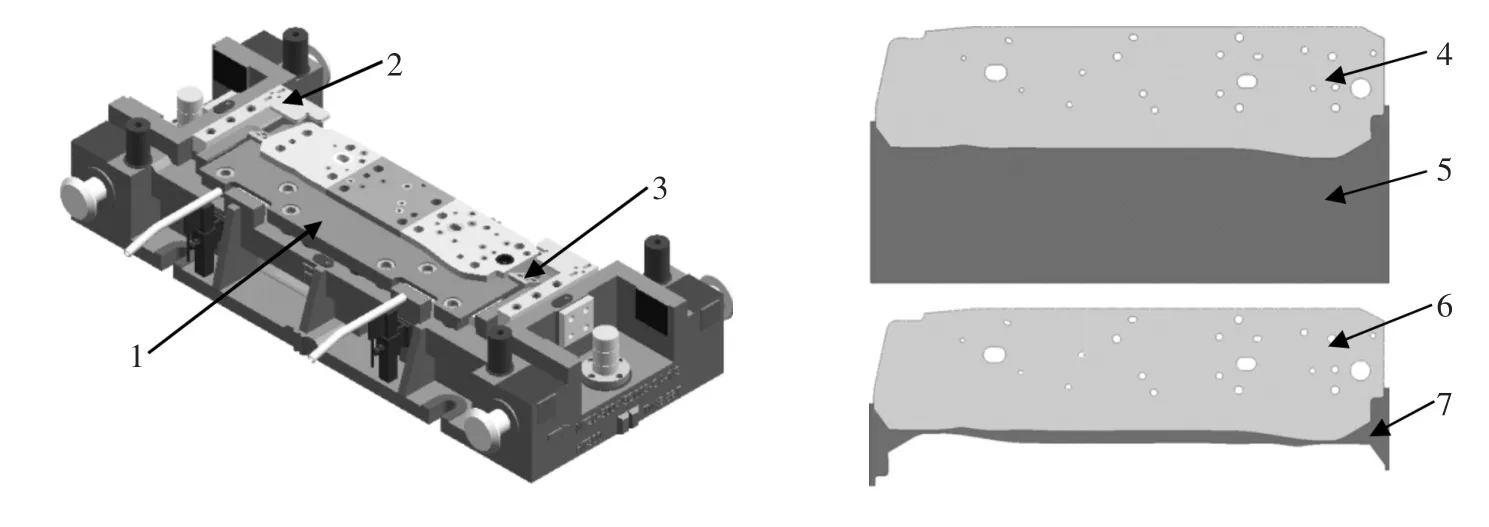
圖4 制件Ⅱ落料沖孔模下模結構及排樣示意圖
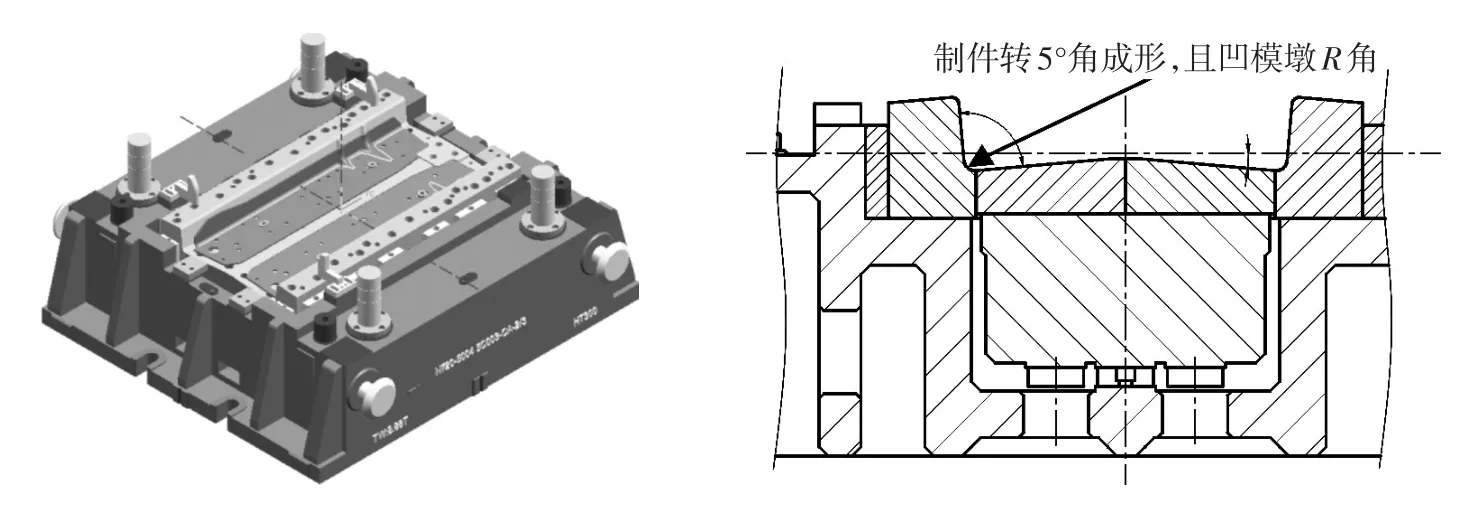
圖5 制件Ⅱ成形模下模部分結構及制件回彈控制示意圖
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03
