沖壓模具產(chǎn)生鐵屑問題的解決方法
2019-10-26 03:03:28李佳俊董碧寧
模具制造 2019年9期
李佳俊,董碧寧
河北省汽車工程技術(shù)研究中心,長城汽車股份有限公司技術(shù)中心(河北保定 071000)
1 引言
在沖壓件生產(chǎn)過程中,主要影響生產(chǎn)直通率的問題就是高點、凹坑,直接造成的是制件的返修返工,增加人工及能耗成本,為了快速推進直通率的提升,對高點的墊料雜質(zhì)進行了分析研究,如圖1所示(雜質(zhì)類型占比圖)。
通過圖1分析得出結(jié)論:鐵屑占比在75%,是高點墊料雜質(zhì)中的主要物質(zhì)。
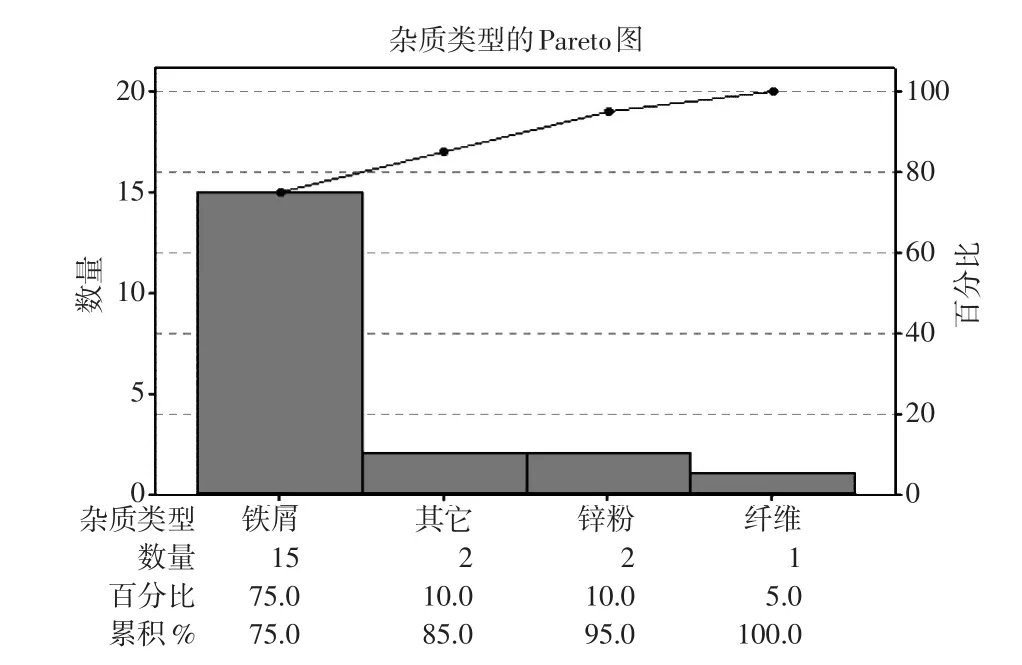
圖1 雜質(zhì)類型占比圖
2 產(chǎn)生鐵屑的位置
通過對現(xiàn)場生產(chǎn)過程進行現(xiàn)地現(xiàn)物確認,發(fā)現(xiàn)在第二工序模具刃口及廢料剪切部位有大量鐵屑,經(jīng)取樣與造成高點的鐵屑形態(tài)對比,發(fā)現(xiàn)基本相同。因此確定造成制件高點的鐵屑來自第二工序模具板料剪切部位,如圖2所示。
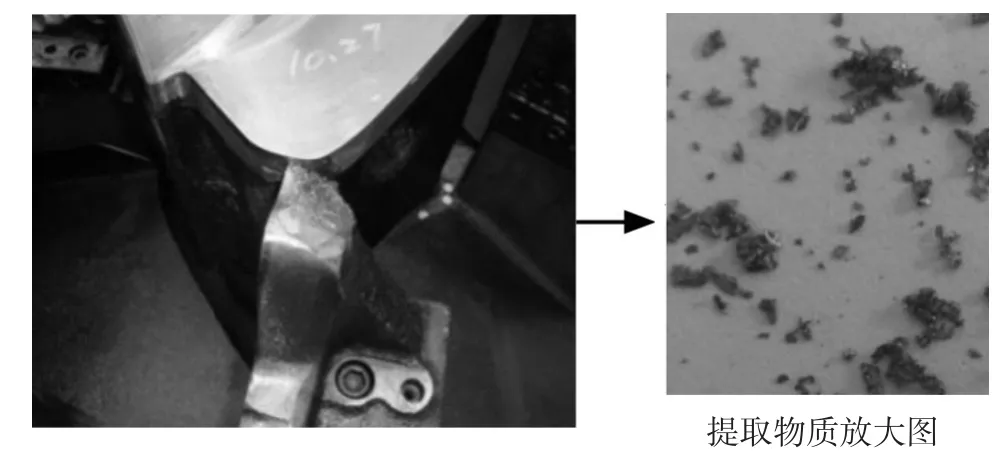
圖2 鐵屑產(chǎn)生位置
3 鐵屑進入模具的原因
隨著模具上模向上運動,模具內(nèi)部氣壓下降,空氣變稀薄,形成負壓區(qū),空氣由于氣壓差補償,外部空氣流入模具內(nèi)部,氣流就會把板料剪切部位產(chǎn)生的鐵屑吸入到模腔內(nèi),污染了模腔型面,如圖3所示。上模運動速度越快,負壓形成越快、壓力越強,空氣流動越快。因生產(chǎn)效率的提升,上模具運動速度隨之增加,因此負壓無法減小或避免。
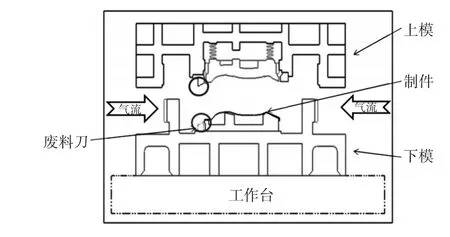
圖3 模具工作運轉(zhuǎn)圖
4 鐵屑產(chǎn)生及解決思路
4.1 板料剪切過程機理分析
板料剪切過程共分為3個階段:
(1)彈性形變階段:凸模擠壓板料,使之產(chǎn)生局部彈性拉伸和彎曲變形,如圖4a所示。
(2)塑性變形階段:塑性變形階段當板料變形區(qū)應(yīng)力滿足屈服條件時,便形成塑性變形,材料擠入凹模,并引起冷變形強化,如圖4b所示。
(3)斷裂分離階段:斷裂分離階段隨著凸、凹模刃口的繼續(xù)壓入,上下裂紋延伸,以至相遇重合,板料被分離,如圖4c所示。
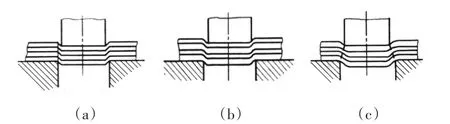
圖4 板料剪切階段
板料剪切后得到的斷面并不是光滑而垂直的,而是在斷面上形成了4個特征區(qū),如圖5所示。
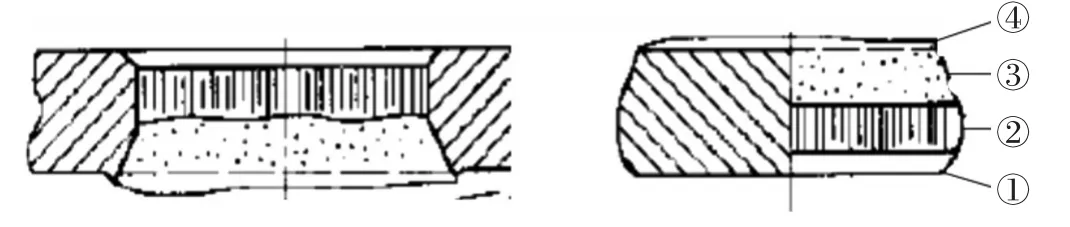
圖5 剪切斷面圖
①塌角區(qū):由于凸模與凹模有間隙,材料在塑性流動時對材料產(chǎn)生拉扯作用,刃口側(cè)面的材料因受拉應(yīng)力較大形成圓角。材料的塑性越好、凸模與凹模的間隙越大,塌角將越大。
②光亮帶:依靠材料的塑性變形而形成的很光滑的表面,是最理想的沖裁斷面。材料的塑性越好,裂紋將推遲產(chǎn)生,光亮帶也就越寬。此外,凸模與凹模的間隙及刃口的磨損程度等因素對光亮帶的大小及其分布有較大的影響。
③斷裂帶:由主裂紋貫通型面形成的表面十分粗糙的撕裂面。材料塑性好時,光亮帶較寬,斷裂帶的寬度便相應(yīng)的減小。
④毛刺:毛刺是由于裂紋在刃口的側(cè)面而自然形成的,毛刺影響沖裁件的外觀、手感和使用性能,脫落后形成鐵屑。
因此,在板料剪切后斷面上形成的4個特征區(qū)有以下特點:①材料的塑性越好、凸模與凹模的間隙越大,塌角將越大;②材料的塑性越好,裂紋將推遲產(chǎn)生,光亮帶也就越寬;③凸模與凹模的間隙及刃口的磨損程度等因素對光亮帶的大小及其分布有較大的影響。
4.2 板料剪切部位質(zhì)量提升
為了提升剪切質(zhì)量,減少板料鐵屑產(chǎn)生,將從凸模與凹模的間隙、刃口磨損程度、廢料刀與凸模間隙等3個方面進行預(yù)防及改善。
4.2.1 凸模和凹模間隙控制
(1)刃口間隙不合理,理論間隙合理值應(yīng)為5%~8%的料厚,沖壓外板件料厚為0.7mm,間 隙 應(yīng) 為 0.035~0.056mm,如圖6所示。
a.間隙大:材料上下產(chǎn)生的裂紋不重合,材料中的拉應(yīng)力將增加,使拉伸斷裂過早發(fā)生,因而使塑性變形較早結(jié)束,光亮帶窄,斷裂帶、圓角帶增寬,毛刺較大,沖裁件斷面質(zhì)量較差。
b.間隙小:上下裂紋之間的材料隨著沖裁的進行將被第2次剪切,在斷面上形成第2光亮帶,該光亮帶中部有殘留的斷裂帶。凸凹模刃口間隙過大或過小,都會形成鐵屑。
控制方法:①將修邊模具壓料芯取出,模具上到研配機上,凸模涂抹紅丹粉,輸入生產(chǎn)時使用的閉合參數(shù),查看凹模刃口著色情況;②塞尺測量凸凹模間隙。
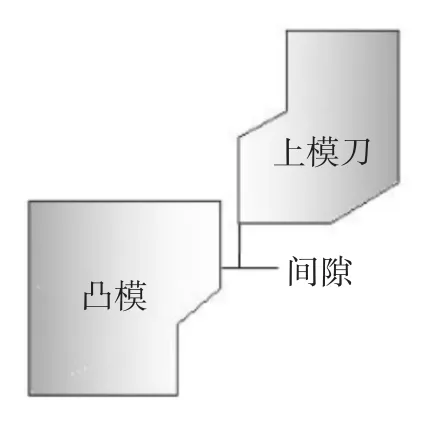
圖6 修邊處斷面圖
(2)凸模與凹模間隙不均勻,導(dǎo)致制件符型度不好,制件與模具型面不符型導(dǎo)致刃口工作時受力不均勻(見圖7),制件受力變形較大,剪切時產(chǎn)生鐵屑;同時可能出現(xiàn)偏位切斷產(chǎn)生鐵屑。
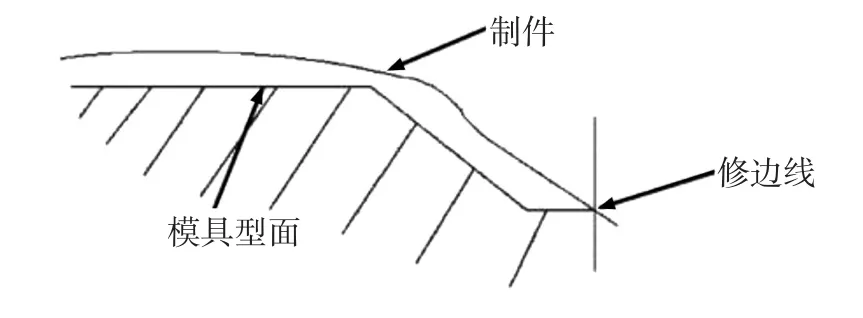
圖7 制件符型
控制方法:①第二工序制件涂抹紅丹粉,研配機上查看壓料芯著色情況;②第一工序制件涂抹紅丹粉,查看與凸模和廢料刀著色情況。
4.2.2 刃口磨損程度控制
主要從4個方面控制,分別為刃口垂直度、刃口吃入量、刃口硬度、刃口光潔度等4個方面。
(1)刃口垂直度。刃口正錐時,刃口為線接觸而非面接觸極易磨損,經(jīng)反復(fù)沖裁刃口磨損加大出現(xiàn)間隙不均勻?qū)е潞笃诘男捱呉桩a(chǎn)生鐵屑;刃口倒錐時,由于變形區(qū)屬于剪切、拉伸、彎曲、擠壓的組合變形,多余材料被廢料和凹模刃口向上剪切形成切屑。當沖裁間隙很小時,形成毛刺,易掉落而產(chǎn)生鐵屑;同時出現(xiàn)負間隙,產(chǎn)生側(cè)向力擠壓刃口,加劇刃口的磨損后出現(xiàn)間隙不均勻,也易產(chǎn)生鐵屑。
控制方法:垂直刀一側(cè)涂抹紅丹粉,沿刃口滑動,查看著色情況。
(2)刃口吃入量。外板件修邊輪廓線較長并且有些復(fù)雜形狀,這樣對刀口垂直度要求非常高,如果刃口垂直度不當,再沖壓量過大會造成斷面二次擠壓,最后結(jié)果將毛刺擠出粘結(jié)在刃口頭部,形成鐵屑。如圖8所示:①廢料與制件分離吃入量;②廢料刀與上模刀防干涉間隙;③廢料部分吃入量。
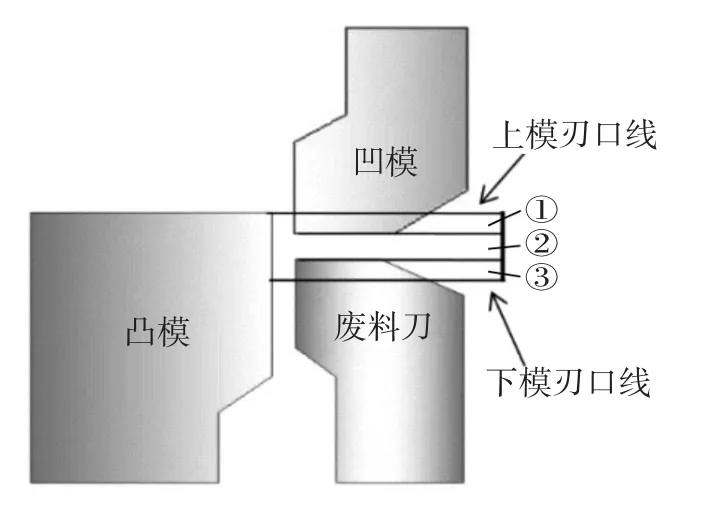
圖8 廢料刀區(qū)斷面圖
控制方法:吃入深度控制在2~3mm,依據(jù)刃口吃刀磨損痕跡,判定刃口吃入量。
(3)刃口硬度。刃口硬度不足體現(xiàn)的就是刃口變鈍成圓角后導(dǎo)致修邊切不斷、產(chǎn)生毛刺和擠壓鐵屑。
控制方法:刃口淬火后的硬度要求在55~65HRC,使用硬度計對刃口部位強度進行測量并記錄。
4.2.3 刃口光潔度控制
刃口工作面光潔度差影響制件斷面質(zhì)量,刃口工作面與制件摩擦,上死點后將制件向下拉,下死點后將制件向上帶,導(dǎo)致修邊帶料或鐵屑的產(chǎn)生。
控制方法:刃口光潔度要求Ra0.8~1.6μm,使用粗糙度儀對模具刃口部位光潔度進行檢測。
5 典型案例分析
案例一:對于修邊線上的廢料切斷凸模最容易產(chǎn)生三角形碎屑。解決方法:將切斷凸模的端尖在與板料接觸后先將板料刺破,從而避免產(chǎn)生撕裂碎屑,然后廢料凸模的兩條邊像兩把剪刀一樣分別將板料剪開,減少廢料凸模對板料的撕拉,從而避免了三角形撕裂碎屑的產(chǎn)生。凸模端尖挑起的要點是一定要保證切邊處刃口要尖銳、鋒利,間隙不能太小,防止崩刃,如圖9所示。
案例二:條狀碎屑產(chǎn)生的主要原因是上凸模將板料刺破,廢料邊緣大于下模廢料凸模端面,廢料凸模將多余板料切斷(二次剪切)導(dǎo)致碎屑產(chǎn)生,碎屑被帶到模具內(nèi)產(chǎn)生壓印。
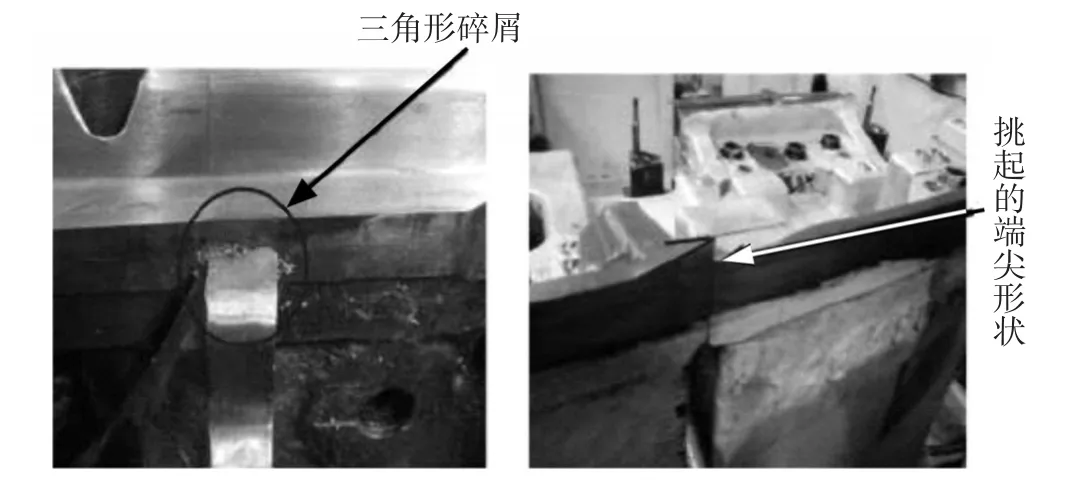
圖9 修邊刀改善前后對比
解決方法:根據(jù)此批的長度將下模凸模做讓刀,消除二次剪切,解決刃口碎屑。禁止打磨廢料凸模端尖,同時應(yīng)上研配壓機試沖確認狀態(tài)。
6 結(jié)束語
通過該項目的研究,沖壓模具產(chǎn)生鐵屑的問題控制方法強相關(guān)因素的標準化:凸凹模刃口間隙為料厚的5%~8%;模具刃口硬度要求56~65HRC;刃口粗糙度值要求Ra0.8~1.6μm;刃口吃入深度要求2~3mm;廢料刀與凸模間隙要求0.5~1.0mm;廢料刀消磁周期要求至少1次/年。
通過強相關(guān)因素的標準化,從根本上對沖壓模具生產(chǎn)鐵屑的產(chǎn)生原因有了清晰的認識,掌握控制鐵屑產(chǎn)生具體的控制方法,對模具維修標準及其前期驗收控制點有重點的借鑒點。
