基于UG的一種類螺旋銑削編程方法
2019-10-23 07:29:34劉崇智
裝備制造技術 2019年8期
關鍵詞:設置
劉崇智,郭 輝
(中航飛機股份有限公司長沙起落架分公司,陜西 漢中723000)
0 引言
飛機起落架如外筒、活塞桿、轉彎套筒等大型結構件,通過自身耳片孔與其他零件組合一起構成了飛機起落架系統。近年,隨著零件結構型面、形狀、拓撲關系的越來越復雜,制造加工難度也越來越大。轉彎套筒(圖1)作為外筒上與扭力臂連接的關鍵重要件,材料采用23Co14Ni12Cr3MoE超高強度鋼,根據工件敞開式結構特點,兼顧成本,工件外形加工在四軸設備上進行。相對而言,寬mm,深度 197.5 mm的耳片槽口數控編程為高強度鋼工件加工的一個難點。常規編程采用等高輪廓順銑加工,刀軌在每一層切削加工完成后,抬刀到安全平面再空跑至下一進刀點,進行下一層切削。過多的進退刀、空走刀、跳刀易帶來潛在的夾具干涉、機床碰撞等風險,且加工效率低下。為此,文中特別介紹兩種類螺旋銑削編程方法用于耳片槽的開粗與精加工。其優點在于整個刀軌只有一個進刀、一個退刀,且始終保持順銑(或逆銑)走刀方式,在每層切削完成后沿斜線進入下一削層,刀路整潔明了,加工效率高,潛在風險小。

圖1 轉彎套筒
1 耳片槽銑削刀具及切削參數選用
轉彎套筒(圖1)材料熱處理后抗拉強度σb可達2 040 MPa,因此,在熱前加工槽寬mm,深 197.5 mm耳片時,刀具選用切削性能好,切削刃強度高且不易磨損的D20R5加長環形刀。根據加工經驗每齒進給控制在 0.1 mm ~ 0.3 mm 內,切深 0.5 mm。根據F=n × z× FZ,n為主軸轉速,z為刀具齒數,FZ為每齒進給量。則雙齒銑刀的切削參數可選擇為[1]:主軸轉速S=1 200 m/s~1 600 m/s,進給量F=600 mm/min~800 mm/min,順銑走刀方式。熱后精加工,選用涂層硬質合金刀,每層切深4 mm~6 mm,主軸轉速S=1 000 m/s~1 200 m/s,進給量F=300 mm/min~400 mm/min,依然順銑走刀。
2 基于U G耳片槽銑削的編程方法
為提高轉彎套筒加工效率,減少裝夾次數,外形全部在四軸加工中心采用固定矢量加工。其中工件耳片槽銑削開粗、精加工,均采用UG軟件中的深度加工輪廓操作進行編程。刀軸定矢量為孔與耳片中心連線,背離工件的方向。文中僅對UG8.0版本中實現類螺旋銑削方法的編程技巧進行歸納。
2.1 進退刀設置實現類螺旋銑削
主要通過對ZLEVEL_PROFILE操作中非切削移動,進、退刀參數的聯合調整,實現類似螺旋銑削刀軌。具體步驟:
1)首先,在ZLEVEL_PROFILE操作中進行幾何體設置。“幾何體”→“指定部件”選擇工件實體,“指定切削區域”選擇工件槽內側兩片面。
2)在ZLEVEL_PROFILE操作中進行切削參數調整[2,3],按層加工工件槽內毛坯。在 ZLEVEL_PROFILE操作→“切削參數”→“策略”中“切削方式”選擇“順銑”,“切削順序”調整為“層優先”,“延伸刀軌”→“在邊上延伸”→“距離”設置為12 mm,大于刀具半徑值即可,其余參數均默認。
3)接著設置深度加工輪廓ZLEVEL_PROFILE操作中的“非切削移動”[4]。“非切削移動”→“進刀”→“開放區域”中進刀參數按表1設置,未涉及項如“封閉區域”、“初始封閉區域”、“初始開放區域”保持默認值;“非切削移動”→“退刀”中的設置保持默認;“非切削移動”→“轉移/快速”中區域間轉移類型“直接”,區域內進刀/退刀的轉移類型也設置為“直接”。見表1。

表1 開放區域進刀設置
4)最后,選擇小于槽寬的切削刀具,其他設置不變,直接生成刀具軌跡即可。從圖2可見,刀路從槽外一側起刀銑削到槽口一側面,以圓弧R1退刀,按G01直線差補到起刀點,并再次按圓弧R1進刀切入槽口銑削至另一側。在整個切削過程中,刀路的進刀、切削、退刀、進刀、再次切削、再次退刀始終保持在同一切削高度(處于同一切削層),待完成本層切削后才以G00斜線切入下一層,周而復始完成槽口加工。
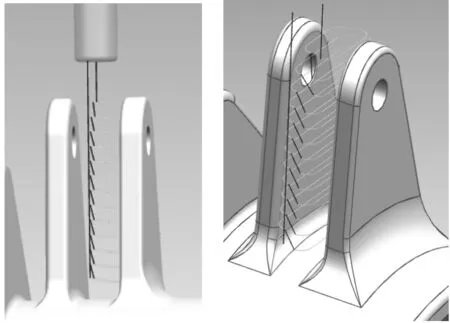
圖2 類螺旋銑削刀軌
2.2 刀軌編輯實現類螺旋銑削
主要通過對ZLEVEL_PROFILE操作刀軌編輯實現類似螺旋銑削刀路。
1)在ZLEVEL_PROFILE操作中進行幾何體設置。“幾何體”→“指定部件”選擇工件實體,“指定切削區域”選擇工件槽內側兩片面。
2)在ZLEVEL_PROFILE操作中進行切削參數調整,設置同退刀參數的聯合調整實現螺旋銑削步驟b一致。
3)創建修建邊界。可直接通過“來自曲線集的曲線”選擇槽一側耳片邊界“投影”方式,形成一個封閉的平面曲線,曲線所在的平面與槽平面平行。為保障切削時刀具中心未直接在毛坯上進刀,還需將投影曲線進行連接,并進行整體偏置,擴大刀軌修剪區域,偏置距離大于刀具半徑,譬如加工采用的是D20R5的可轉位銑刀,偏置距離12 mm。
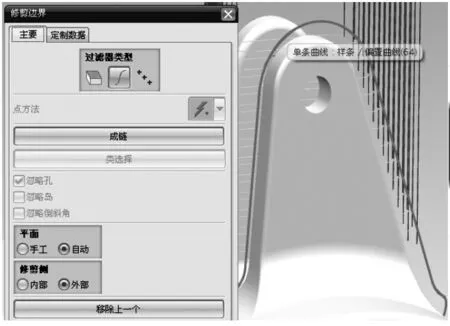
4)刀軌編輯。在ZLEVEL_PROFILE操作快捷鍵至“刀軌”→“編輯”后[5],進入“刀軌編輯器”界面后,首先在“編輯操作”下點擊“修剪”進入“修剪刀軌”操作對話框,在“幾何體”→選“邊界”并“指定修剪編輯”中選擇步驟c中偏置的曲線。修剪“平面”為投影平面,“修剪側”點選外側;再次進入“修剪刀軌”對話框中→“轉移類型”選擇“直接”方式后,刀軌被邊界裁剪成圖3右側類螺旋刀路。刀路編輯到此,基本已實現類螺旋刀軌,但是仔細觀察圖3右側:該刀軌沒有進、退刀。因此,還需要在“刀軌編輯器”界面中,通過對“添加新刀軌事件”的編輯,增加進、退刀刀路。增加方法是:復制、粘貼“添加新刀軌事件”起點和終點(圖4左),改變復制點Z值大小,并設置運動類型為“進刀”或“退刀”。此時,編輯好的刀軌將始終保持順銑或逆銑的類似螺旋的切削方式,由槽口外進刀,切削、直接轉移、切削、斜線切入下一層。每層刀路在進入下一層時,均采用G01斜線切入方式,且整個刀路從開始到結束只有一個進刀和一個退刀,同層間的刀路轉移也嚴格采用G01,刀路規整有序(圖4右)。
(續下圖)
(接上圖)
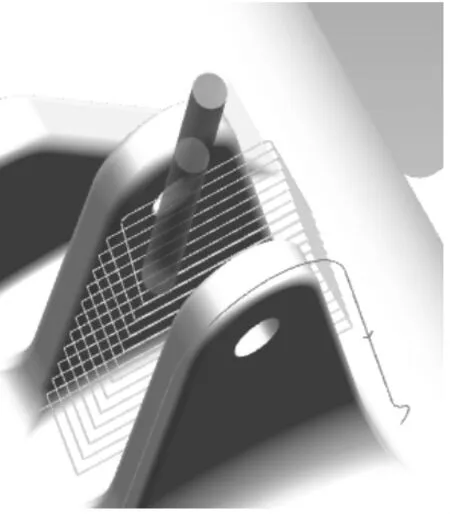
圖3 無進退刀路的類螺旋銑削刀軌
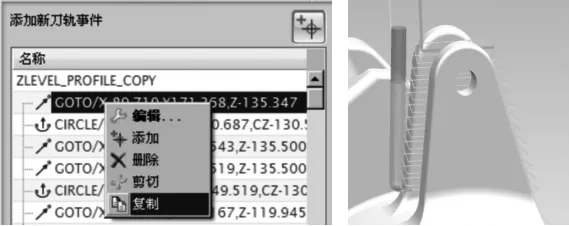
圖4 有進退刀路的類螺旋銑削刀軌
3 加工驗證
在轉彎套筒(圖1)耳片槽銑削時,選用雙齒銑刀,按下參數:每齒 FZ=0.25 mm,轉速 1 600 m/s,進給量800 mm/min,切深0.5 mm,順銑走刀,并分別對類螺旋銑削兩種編程生成的NC代碼進行測試(編程過程見上)。從宏觀上講:兩種編程方法生成的刀軌,在加工時機床運行平穩,無異常聲響,整個切削過程不足15 min,槽表面粗糙度Ra小于Ra1.6,比傳統走刀方式效率提高15%~20%。雖然兩種編程方法均可實現類螺旋切削,但是采用進退刀設置實現類螺旋銑削編程方法,其參數選配困難,易發生扎刀或頂刀現象(圖5),對編程人員的經驗技能要求高。
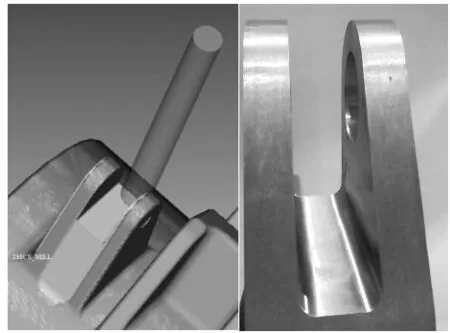
圖5 零件仿真加工及成品耳片槽
4 結束語
在轉彎套筒數控加工程序優化過程中發現類螺旋銑削具有良好的切削性,在工件外斜線進、退刀,刀路完全實現順銑走刀,嚴格按層加工。文中結合轉彎套筒耳片槽詳細介紹了兩種類螺旋銑削編程中的參數設置技巧,剖析了刀軌特點。根據刀軌和試加工比較,采用編輯刀軌實現類螺旋銑削的編程方法具有更普遍的推廣意義和實用性。同時,希望文中的編程經驗和技巧能對直壁腔體銑削帶來技術借鑒和參考。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
