磨削液對砂輪磨削軸承鋼流體動壓效應的影響*
2019-10-23 10:11:46
潤滑與密封 2019年10期
關鍵詞:影響
(青島理工大學機械與汽車工程學院 山東青島 266033)
砂輪磨削是常用的一種切削加工方法,砂輪在磨削的過程中,磨粒的負前角和工件需要長時間的接觸,這樣就會使砂輪和工件產生大量的熱量,但是這大部分的熱量沒有被磨屑帶走,而是留在砂輪和工件中,影響砂輪的壽命和工件的表面質量。為了減輕這種現象,工業上一般使用磨削液對其進行冷卻和潤滑。在濕磨削的過程中,不同的磨削液對磨削性能的影響也不同。磨削液的種類非常多,一般分為水溶性和油溶性磨削液,磨削液的性能好壞對加工質量也存在很大影響[1]。正確選用磨削液,不僅可以降低磨削溫度,減小磨削力,降低損耗,而且可以延長砂輪壽命和提高工件表面質量。不同砂輪磨削時使用的磨削液也不同,所以有必要對不同磨削液情況下磨削區的流體動壓效應進行研究。
目前對于磨削液流體動壓效應的研究[2-5]也比較多,但是很多學者并未研究對磨削區壓力和膜厚的影響或者不同磨削液的影響。葛培琪等[6]利用流體動壓潤滑理論,通過數值分析的方法,得到了磨削區內流體動壓力和膜厚的分布,但是只適用于平面磨削。RYSZARD和KRZYSZTOF[7]研究了3種不同鎳基合金工件在2種不同類型的磨削液情況下的平面磨削實驗,分析不同磨削液對磨削力和工件表面粗糙度的影響規律,但是只研究了平面磨削。武文榮和李玉娟[8]研究了使用3種磨削液磨削3種工件時對磨削性能的影響,但是并沒有研究對磨削區壓力和膜厚的影響,而且也沒有研究磨削時溫度的影響。王立梅[9]研究了不同磨料砂輪對磨削的影響,以及在磨削液中加入不同的納米流體對磨削的影響,但是未考粗糙度和溫度的影響。
本文作者以剛玉砂輪外圓磨削軸承鋼(GCr15)為研究對象,利用多重網格法和多重網格積分法,考慮不同磨削液對磨削區流體動壓效應的影響,分析不同磨削液時磨削區溫度的變化,同時在磨削液為乳化液時考慮不同油相體積分數對磨削區流體動壓效應的影響。
1 砂輪計算模型
建立陶瓷剛玉砂輪外圓磨削的模型,將其簡化為無限長線接觸模型[10]。
中心膜厚的計算采用溫詩鑄和楊沛然[11]回歸出的經驗公式:
h0=11.9α0.4(η0U)0.74E′-0.14R0.46W-0.2
式中:α為黏壓系數;η0為乳化液的環境黏度;E′為當量彈性模量;W為單位長度上的載荷。
2 潤滑基本方程及邊界條件
2.1 考慮熱效應的Reynold方程
(1)
式中:ρ*和(ρ/η)e是當量參數,與乳化液的黏度和密度有關。
當量參數表達式如下:
式中:x為坐標變量(m);p為油膜壓力(Pa);h為膜厚(m);ρ為密度(kg/m3);η為乳化液整體有效黏度(Pa·s)。
2.2 膜厚方程
Sa(x)-Sb(x)
(2)
其中,
(3)
式中:Sa(x)和Sb(x)分別是砂輪和工件表面的粗糙度函數;Aa和Ab分別是砂輪和工件表面的粗糙度幅值(μm);La和Lb分別是砂輪和工件表面的粗糙度波長(μm)。
2.3 黏壓黏溫方程
黏壓黏溫方程采用Roelands[12]的經驗公式:
(4)
式中:S為黏溫系數,S=β(T0-138)/(lnη0+9.67),β=0.042 K-1;T為實際溫度(K);T0為環境溫度(K);Z0為黏壓系數。
2.4 密壓密溫方程
乳化液的密壓密溫關系經驗公式[13]為
ρ=ρ0[1+(0.6×10-9p)/(1+1.7×10-9p)-0.000 65(T-T0)]
(5)
2.5 載荷方程

(6)
式中:w為單位長度上的載荷(N)。
2.6 溫度控制方程
磨削液的能量方程為
(7)

(8)
熱傳導方程:
(9)
式中:ca、cb分別是砂輪和工件的比熱容(J/(kg·K));ρa、ρb分別是砂輪和工件的密度(kg/m3);ka、kb分別是砂輪和工件的導熱系數(W/(m·K))。
溫度在砂輪和磨削液膜接觸界面、工件和磨削液膜接觸界面應該是連續的,所以應該滿足以下界面熱流量連續條件:
(10)
砂輪熱傳導方程的溫度邊界條件:
(11)
工件熱傳導方程的溫度邊界條件:
(12)
3 方程的計算及工況參數
將上述方程進行量綱一化,定義量綱一化參數如下:
采用多重網格法求解壓力,所用網格為6層,最底層稀疏網格有31個節點,最高層稠密網格有961個節點。采用多重網格積分法求解彈性變形,逐列掃描法求解溫度T。
表1所示為剛玉砂輪、軸承鋼和乳化液的基本參數。
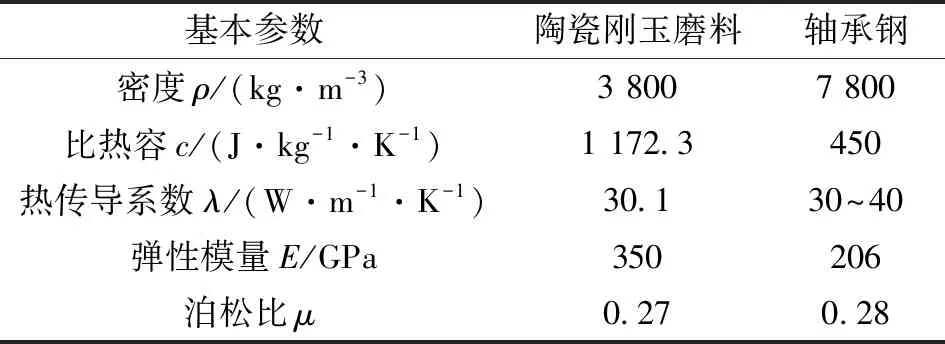
表1 砂輪和軸承鋼的基本參數Table 1 Basic parameters of grinding wheel and bearing steel
文中使用的參數為:砂輪半徑400 mm,工件半徑120 mm,砂輪轉速35 m/s,工件轉速100 r/min。
表2所示為4種不同磨削液的基本物理性能參數。
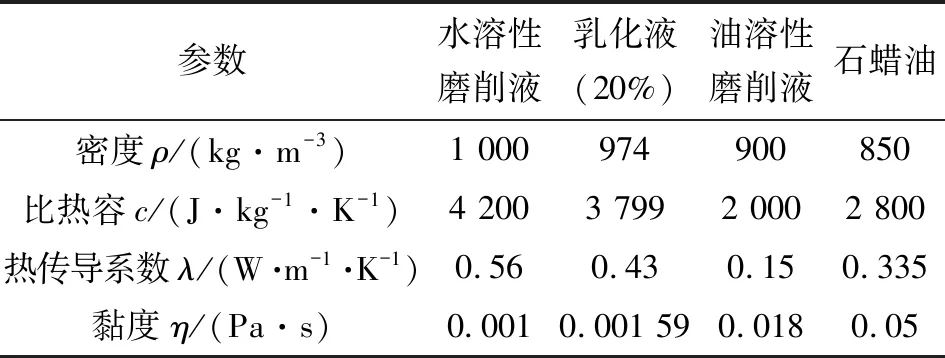
表2 4種磨削液的物理性能參數Table 2 Physical performance parameters of four grinding fluids
其中的乳化液采用的是水包油型乳化液,根據嚴升明和房風浩[14]的計算方法,求得乳化液的各個參數。表2中4種磨削液中,前2種屬于水溶性磨削液,后2種屬于油溶性磨削液。
4 結果及分析
4.1 不同磨削液對壓力和膜厚的影響
分析有無考慮表面粗糙度時,4種磨削液對磨削區壓力和膜厚的影響。
4.1.1 理想光滑表面下磨削液的影響
圖1示出了在考慮熱效應時4種不同磨削液對磨削區流體動壓力和膜厚的影響(未考慮粗糙度的影響)。
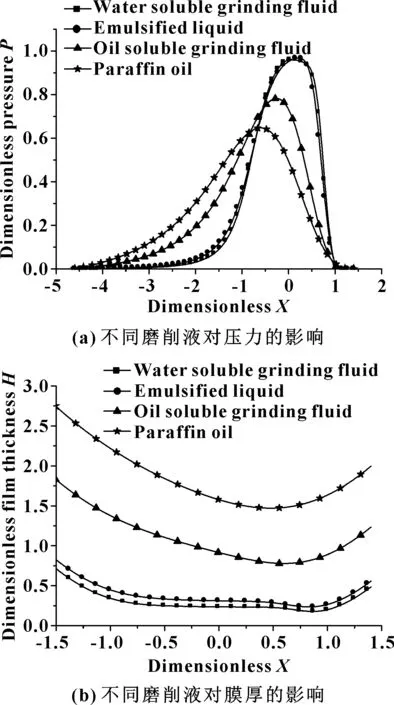
圖1 光滑表面下不同磨削液對壓力和膜厚的影響Fig 1 Influence of different grinding fluids on pressure(a) and film thickness(b) of the smooth surfaces
從圖1中可知不同的磨削液對磨削區流體動壓力和膜厚的影響是比較大的。其中2種油溶性磨削液的入口區的壓力比較大,但是整體壓力較小,整體膜厚較大;而2種油溶性的磨削液也存在差別,基液為石蠟油的磨削液的整體壓力最小、整體膜厚最大,有利于潤滑和降低磨粒的摩擦磨損,延長砂輪的使用壽命。2種水溶性磨削液的入口壓力比較小,但整體壓力較大,整體膜厚較小;2種水溶性磨削液的整體壓力差別不大,乳化液的整體膜厚略大,同時從膜厚圖中可以看出,出口區出現了頸縮現象。
4.1.2 粗糙表面下磨削液的影響
圖2示出了同時考慮熱效應和粗糙度時磨削液對磨削區流體動壓力和膜厚的影響。
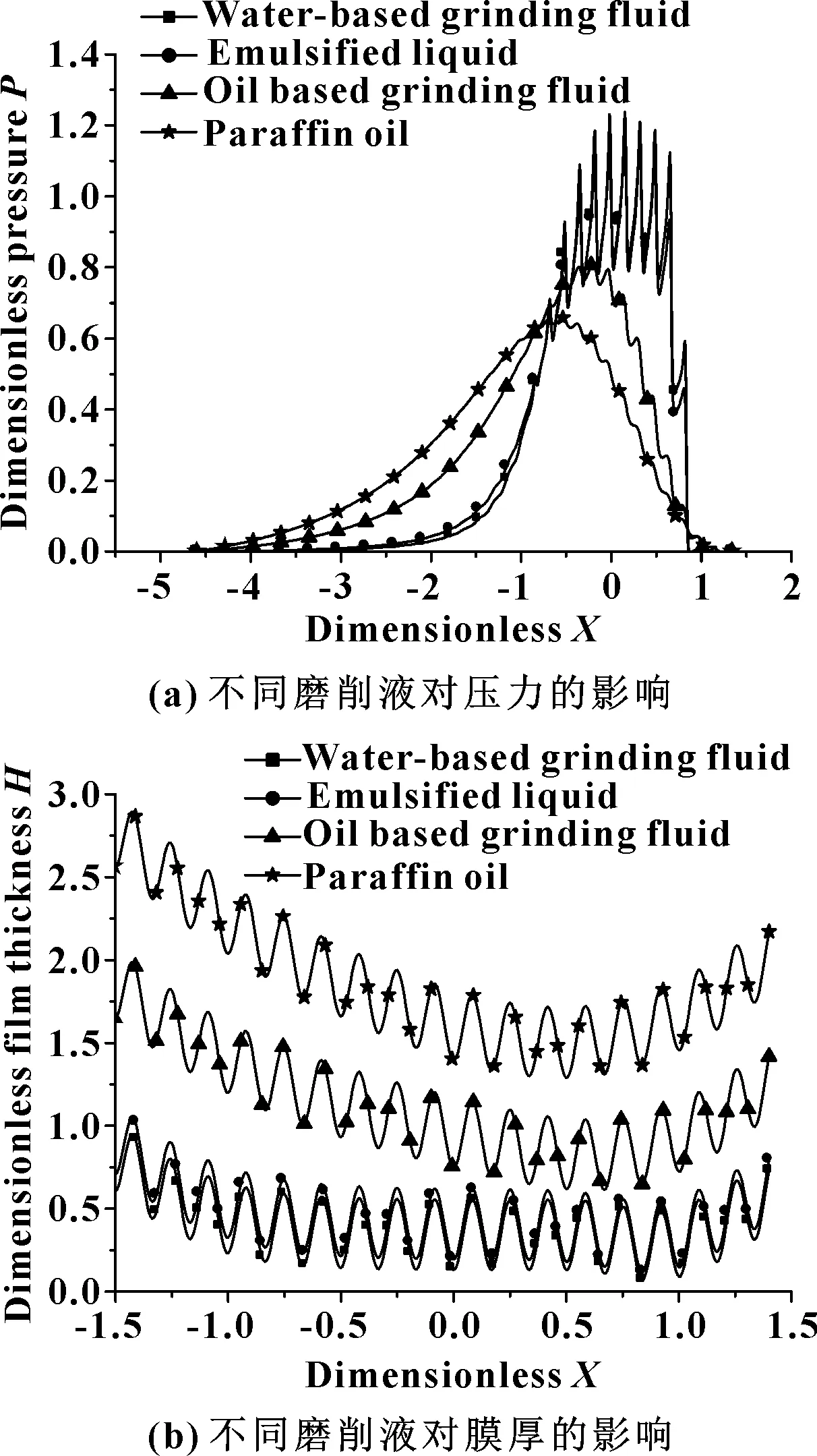
圖2 粗糙表面下不同磨削液對壓力和膜厚的影響Fig 2 Influence of different grinding fluids on pressure(a) and film thickness (b)of the rough surfaces
從圖2中可以看出,粗糙度對磨削區流體動壓效應的影響比較明顯,壓力和膜厚呈現余弦波動的特點;不同磨削液對壓力和膜厚的影響和不考慮粗糙度時的情況整體趨勢相同。
4.2 不同磨削液下磨削區的溫度分布
圖3示出了在相同的速度和載荷下,剛玉砂輪磨削軸承鋼(GCr15)時不同磨削液情況下的潤滑膜溫度分布。因為水溶性磨削液和油溶性磨削液的磨削溫度相差比較大,所以為了便于觀察,將其分別繪制在兩幅圖中。
從圖3中可以看出,2種水溶性磨削液的最高溫度在330~340 ℃之間,2種油溶性磨削液的最高溫度在360~370 ℃之間,溫度相差比較大。在磨削的過程中,2種油溶性磨削液的潤滑膜溫度明顯高于2種水溶性磨削液的。
通常來說,工件材料的導熱性越差,則磨削區形成的磨削熱越不易導出,磨削區的溫度越高。因此,要求潤滑膜有較大的耐熱強度,一般采用水溶性的磨削液。對于一般的磨削,通常選用乳化液或者電解質水溶液。各種水溶性磨削液都具有其最佳的濃度比,濃度選擇適當,可以獲得較好的磨削表面光潔度和較低的表面磨削溫度。
所以綜合以上因素選擇乳化液作為剛玉砂輪磨削軸承鋼的磨削液。
4.3 乳化液油相體積分數對磨削區的影響
對于水包油型乳化液,油相的體積分數不同,其物理性能參數也不同,根據文獻[14]的計算公式,可以得出不同油相體積分數的基本物理性能參數,如表3所示。
從表3中可得,乳化液的含油量不同,磨削液的物理性能參數也相差較大,隨著油相體積分數的增大,密度、比熱容和熱傳導系數逐漸減小黏度逐漸增大。

表3 不同油相體積分數下乳化液的物理參數Table 3 Physical parameters of emulsions under different oil phase volume fractions
4.3.1 理想光滑表面下油相體積分數的影響
圖4示出了考慮熱效應的情況下,水包油型乳化液不同油相體積分數對磨削區流體動壓力和膜厚的影響(未考慮粗糙度的影響)。
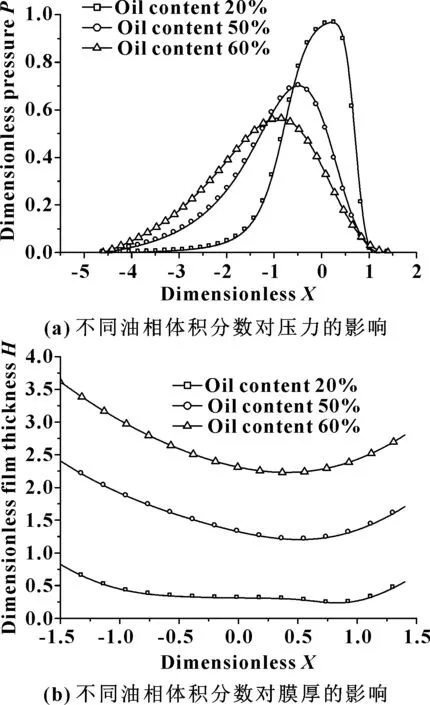
圖4 光滑表面下不同油相體積分數對壓力和膜厚的影響Fig 4 Influence of different oil phase volume fraction on pressure (a) and film thickness(b) of the smooth surface
從圖4中可以看出,乳化液的油相體積分數不同對磨削區流體動壓力和膜厚的影響較大,含油量越高,整體壓力越大,整體膜厚越大,對磨削區的潤滑作用越好,有利于減少非工作磨粒的磨損、降低磨削的溫度。
4.3.2 粗糙表面下油相體積分數的影響
圖5示出了同時考慮熱效應和粗糙度的情況下,水包油型乳化液不同油相體積分數對磨削區流體動壓力和膜厚的影響。
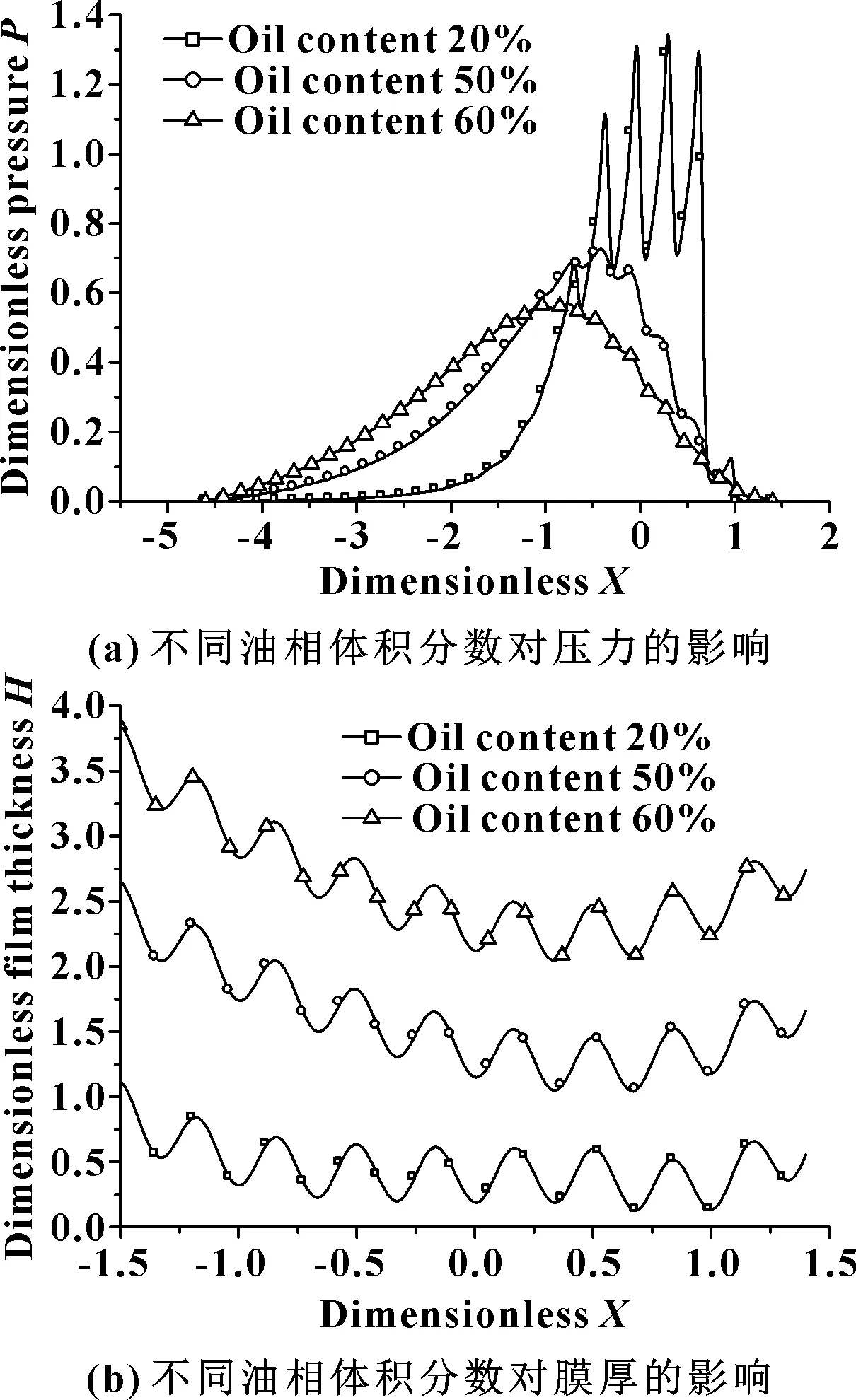
圖5 粗糙表面下不同油相體積分數對壓力和膜厚的影響Fig 5 Influence of different oil phase volume fraction on pressure and(a) film thickness(b) of the rough surfaces
從圖5中可以看出,壓力和膜厚呈現余弦波動的特點,同時最大壓力和最小膜厚相比與理想光滑的表面有所增大,整體趨勢和不考慮粗糙度時的情況相同。
4.3.3 不同油相體積分數下的溫度分布
圖6示出了乳化液在不同油相體積分數下的磨削區溫度分布。
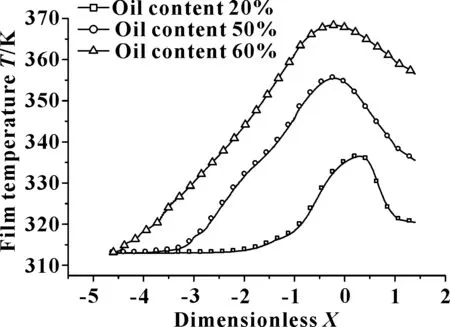
圖6 不同油相體積分數下磨削區的溫度分布Fig 6 Temperature distribution of grinding area at different oil phase volume fraction
從圖6中可以看出,隨著油相體積分數不斷增大,磨削區的溫度也不斷地增大。當油相體積分數從20%增大到50%時,溫度上漲約20 ℃;從50%增大到60%時,溫度上漲15 ℃。可見,油相體積分數越大,溫度上漲越迅速。
4.3.4 不同油相體積分數下的溫度和膜厚分析
圖7示出了在不同油相體積分數下磨削區溫度和最小膜厚的變化。可見,油相體積分數在20%以內時,溫度和最小膜厚基本是平緩的,但超過20%以后溫度上漲迅速,最小膜厚也在增大。但是磨削區的溫度不宜太高,所以油相體積分數最好選擇在20%以內,以確保磨削區具有較低的溫度。
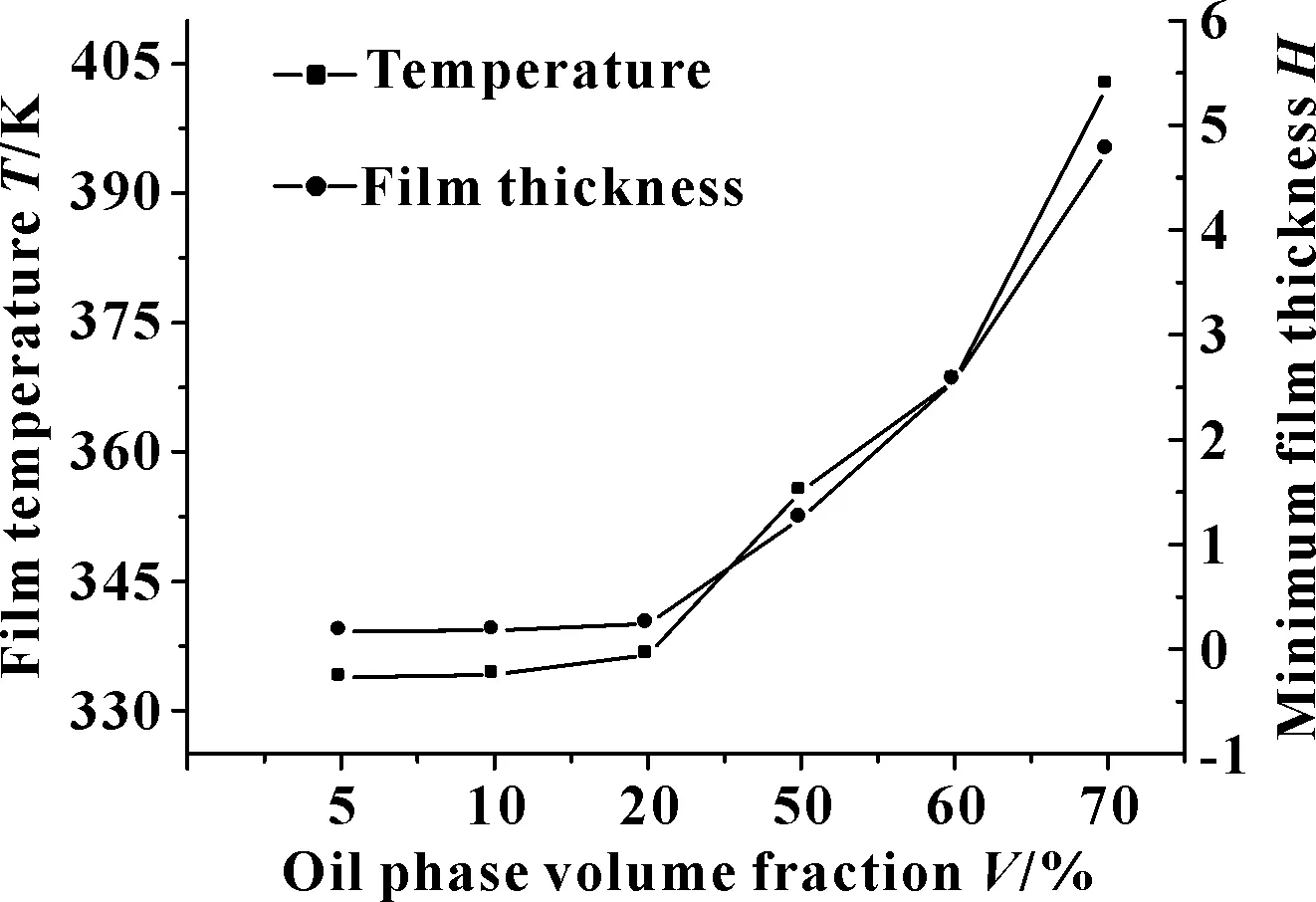
圖7 不同油相體積分數對溫度和最小膜厚的影響Fig 7 Influence of different oil phase volume fraction on temperature and minimum film thickness
5 結論
(1)不同磨削液對磨削區流體動壓效應的影響比較大。2種油溶性磨削液的整體壓力較小,整體膜厚較大,基液為石蠟油的磨削液的整體壓力最小,整體膜厚最大;2種水溶性磨削液的整體壓力較大,整體膜厚較小,同時出口區出現了頸縮現象。
(2)不同的磨削液對磨削區的潤滑、冷卻作用不同,水溶性磨削液的潤滑膜溫度低于油溶性磨削液,對磨削區的冷卻作用較好,可以減輕高溫對砂輪的壽命和工件表面質量造成的影響。
(3)綜合考慮磨削的各種因素,選用乳化液作為剛玉砂輪磨削GCr15工件的磨削液。乳化液的油相體積分數越大,磨削區流體動壓力和膜厚越大,對磨削區的潤滑作用越好,但是伴隨著油相體積分數的不斷增大,磨削區的溫度上漲也越迅速,所以油相體積分數一般選擇在20%以內較好。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
