煉鋼轉爐汽化固定煙罩在線快速修復方法
2019-10-22 10:45:00張海堂
城市建設理論研究(電子版) 2019年11期
關鍵詞:施工
張海堂
上海寶冶集團有限公司 上海 201900
1、概述
目前煉鋼廠轉爐煉鋼,其一次除塵的冷卻系統大部分均已采用汽化冷卻系統,汽化系統的特點是高溫、高壓,循環冷卻效果好,但是汽化系統中一次除塵靠近轉爐位置的裙罩、固定煙罩、移動煙罩下部垂直段,由于工況惡劣,高溫下酸性氣體H2S、SO2等的腐蝕,除塵風機吸力作用,吹煉時的顆粒對以上三部位水管的沖刷腐蝕很厲害,現場實際情況是管壁磨損、腐蝕嚴重,管壁厚度厚薄不均甚至破裂漏水,根據管壁測厚情況、漏水點數量、檢修工期情況,選擇在線或者離線,對固定煙罩管道進行堆焊修復處理。
目前,梅鋼轉爐汽化固定煙罩的使用壽命比較短,一般使用一年后固定煙罩管壁的厚度由設計的4.5mm減薄為2.0mm以下,主要減薄點為固定煙罩底部彎頭管壁和爐前側120°范圍內的管壁,一個爐役后管壁減薄至1.2mm并且出現大小不同程度的蝕坑,其余受熱面管壁也出現不同程度的管壁減薄和蝕坑情況。以下表1為梅鋼第一臺轉爐,一個爐役后固定煙罩距底部不同高度、角度的管壁厚度值。
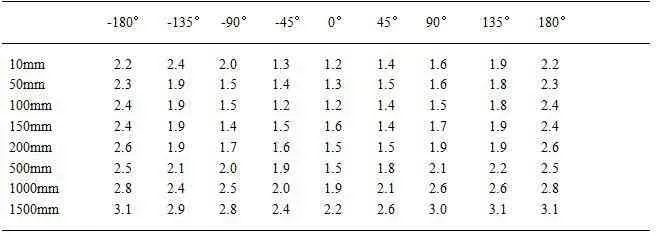
表1 一個爐役后固定煙罩距底部對應高度、角度的管子壁厚度值 /mm
2 、固定煙罩在線搶修分析
固定煙罩共240根管道,如果離線修復,則拆除、離線、全氬弧焊堆焊、回裝等工作量大,耗時比較長;如果在線修復,作業現場溫度高、區域狹窄、焊接難度大,且涉及立體交叉兼高處作業粉塵區域,尤其是上部煙罩內可能會有積渣落下,危險性大,所以必須提前做好充分準備,確保施工順利完成。具體是在線還是離線修復固定煙罩,分一下兩種情況討論:
情況一:轉爐煉鋼過程中,發生局部管道滲漏,情況不是很嚴重,安排在計劃停爐檢修中,對于固定煙罩滲漏管道在線進行修復。
情況二:轉爐煉鋼過程中,發生局部管道漏水,情況比較嚴重,需要安排立刻停爐檢修,對固定煙罩漏水部位進行在線修復;
對于情況一、情況二,利用定修或者搶修時間,對于固定煙罩在線修復,現場存在的最大問題是—安全隱患!對于作業現場溫度高、區域狹窄、焊接難度大、立體交叉兼高處作業粉塵區域,這些難度和安全隱患相比較,提前做好充分準備,是可以克服的。最大的安全隱患就是,移動煙罩向上,直煙道以及轉角煙道內的積渣情況,是很難確認的,或者確認過程中也是很危險的,直煙道以及轉角煙道內的積渣,隨時可能落下傷人。
在固定煙罩在線以前提下,如何安全、快速的對固定煙罩進行修復,以下分別予以分析、討論:
2.1、固定煙罩在線修復
2.1.1 、固定煙罩在線修復施工流程圖

2.1.2 、固定煙罩在線修復施工過程及注意事項
2.1.2.1 、為最大程度的清除轉爐汽化煙罩內的積渣,轉爐停爐檢修前最后一爐利用氧槍放氮對煙罩內吹掃、震渣,清除部分粘附不是很牢固的積渣。注意氧槍吹掃、震渣過程中,轉爐煙罩附近各層平臺人員注意避讓,氮氣是窒息性氣體。
2.1.2.2 、轉爐停爐、爐口向后90°,停氣、停電、停水泄壓、排水、排汽、冷卻、清渣,風機保持800-1000轉,A、B槍及副槍移檢修位。
2.1.2.3 、關閉加料口、氧槍口、副槍口氮氣手動閥門并掛牌,關閉固定煙罩進出口閥門,打開固定煙罩所有排污閥門泄壓、排污,排污結束后關閉所有固定煙罩排污閥門。
2.1.2.4 、關閉加料閥并將自動狀態設定為手動狀態,放空集中料斗,防止檢修施工過程中,加料閥失靈或者料斗中的余料落下傷人。
2.1.2.5 、固定煙罩在線檢修補焊掛牌。
2.1.2.6 、從氧槍插入孔向下放置吊籠及照明、安全防墜繩、檢修人員佩戴安全帶及CO報警儀,戴好防風鏡進入吊籠觀察煙罩內部積渣情況并進行清理。
2.1.2.7 、固定煙罩管壁表面能見積渣清理,清理結束后及時將吊籠、照明拆除。
2.1.2.8 、爐前將檢修平臺叉到轉爐爐底處固定好爬梯,同時關閉裙罩油缸閥門。
2.1.2.9 、爐前利用拆爐機配合,將已做好的防護板吊到轉爐托圈上,鋼絲繩理好,10#行車配合將防護板吊到所需位置,從氧槍插入孔放置掛安全帶的防墜繩。
2.1.2.10 、防護板下面安裝支腿并焊接在托圈上。
2.1.2.11 、以上工作完成后方可對固定煙罩漏點處理、焊接。
2.1.2.12 、煙罩補焊結束,按順序進行拆除。
2.1.2.13 、拆爐機配合將防護板吊到轉爐平臺、拆爬梯,叉車配合將檢修平臺放回到原位。
2.1.2.14 、摘牌、檢修結束現場清理,交工。
注意:在線修復固定煙罩最大的危險,就是移動煙罩向上,直煙道以及轉角煙道內的積渣情況,是很難清理和確認的,或者確認和清理過程中也是很危險的,直煙道以及轉角煙道內的積渣,隨時可能落下傷人。所以,務必做好防護措施,將防護板及支腿安裝好,方可在防護板下進行固定煙罩焊接修復作業,檢修施工示意圖見(圖2.1)

圖2.1 固定煙罩在線補焊施工示意圖
2.2、固定煙罩在線堆焊修復
2.2.1 、固定煙罩在線堆焊修復立面圖見下面
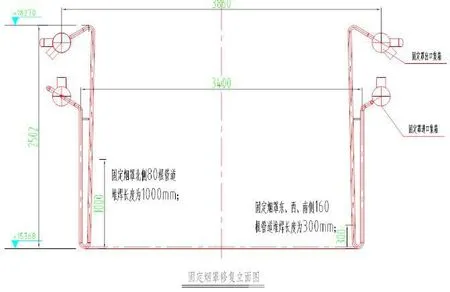
圖2.2
2.2.2 、固定煙罩在線后,甲方指定固定煙罩修復地點及指定電源點,要求至少滿足6臺焊機同時施工容量;還要指定取水點和排水點,用于固定煙罩同時焊接時水冷循環;
2.2.3、焊接前,固定煙罩管壁表面用磨光機打磨處理,去除銹、油、水等污漬便于氬弧焊堆焊、提高焊縫質量;
2.2.4 、根據固定煙罩水管腐蝕情況,一般固定煙罩北面80根水管需要堆焊的工作量較大,一般要求此80根水管氬弧焊堆焊高度為2mm,堆焊長度均要達到1000mm;
2.2.5 、固定煙罩南面160根水管需要堆焊的工作量也較大,一般要求此160根水管氬弧焊堆焊高度為2mm,堆焊長度均要達到300mm;
2.2.6 、由于固定煙罩管壁腐蝕后的厚薄不均,尤其是對于管壁很薄的位置,氬弧焊也容易將管壁熔穿,堆焊焊接時必須格外小心,不能有堆焊后有砂眼存在;
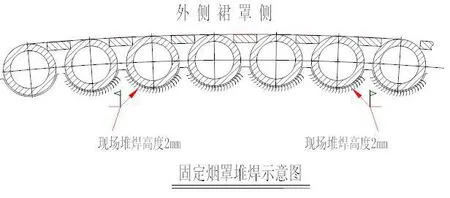
圖2.3
2.2.7 、焊接過程及焊接工藝在此不做贅述;
2.3、固定煙罩在線水壓試驗
2.3.1 、轉爐固定煙罩、直煙罩、蝦米彎、檢查蓋屬于高壓循環系統,都采用高壓循環冷卻,運行溫度在144℃~240℃之間,固定煙罩堆焊完畢后在地面進行壓力試驗,檢驗焊接質量;
2.3.2 、試壓范圍:固定煙罩煙罩獨立系統
2.3.3 、準備工作:用20mm鋼板,制作盲板,移動煙罩試壓前用盲板封堵移動煙罩所有進水、回水、排污出口法蘭;
2.3.4 、試驗步驟:移動煙罩局部管路更換完畢后進行水壓試驗查漏,在固定煙罩最高點設置壓力表一塊,試壓時水壓試驗壓力2.0MPa。試驗時應逐步緩慢增加壓力,當壓力升至試驗壓力后,穩壓10分鐘,再將壓力降至設計壓力,穩壓30分鐘,以無滲漏、壓力不降為合格。
3、結論:
本文重點分析了固定煙罩水管不同程度泄漏下,在線修復的檢修施工情況,重點考慮的是在確保施工安全的前提下,加快檢修進度、保證檢修質量,在煉鋼的汽化固定煙罩檢修施工中可以借鑒、推廣。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
