SS316L不銹鋼法蘭的加工工藝研究
2019-10-21 07:46:39覃濤
科技風 2019年6期
覃濤
摘?要:在SS316L不銹鋼法蘭的加工過程中,首件試切發現存在一定的問題,如效率低不能批量化,精度不符合標準等。對這些問題的發生原因加以分析,進而采取有效的措施,對專用夾具加以設計,并對加工工藝進行優化,從而解決問題,提高SS316L不銹鋼法蘭的加工效率和產品合格率。
關鍵詞:SS316L;不銹鋼法蘭;加工工藝
在兩個軸承、設備的連接中,需要使用法蘭這一配件,目前管道施工中一種主要的連接方式就是法蘭連接,具有承壓能力大、拆卸方便等優勢。為了對SS316L不銹鋼法蘭加工工藝進行研究,選取了相應型號減速機的法蘭零件。在實際加工當中,發現有不符合圖紙要求的地方。基于此分析實際加工當中存在的問題,并優化加工工藝,確保法蘭加工質量。
1 SS316L不銹鋼法蘭的首件試切
SS316L不銹鋼法蘭是當前比較常見的一種類型,其中化學成分主要包括鉬、鎳、鉻、硫、磷、錳、硅、碳等。根據加工需求,使用Φ55mm×20mm圓棒料作為毛坯。材料特點是耐高溫、耐腐蝕、強度較高、切削加工性能良好,在機械裝備中有廣泛的應用。法蘭加工要素主要包括鉆孔、鏜孔、銑平面、車外圓等,主要包括銑削、車削等部分。[1]在數控車床,進行右側Φ52mm、Φ34mm外圓車削,然后進行Φ15.68mm、Φ28.3mm孔加工,Φ33mm外圓加工。通過立式加工中心,?進行R1.7圓弧槽、.4-Φ4.5mm孔?、Φ12.2mm孔、Φ24.0mm孔、以及右側斜面加工。在首件試切當中,加工中心和數控車床使用的夾具都是三爪卡盤,使用數控車床加工右側外圓及臺階,然后進行加工左側外圓及內孔。在使用加工中心三爪卡盤,從右側外圓位置夾持,進行圓弧溝槽銑削、鉆孔加工,然后裝夾反面,銑削斜面和孔。最后在數控車床,加工內溝槽。按照上述加工工藝,進行首件試切檢測,結果顯示左側內孔及圓弧面粗糙度不合格,部分圓弧加工完整度不足。部分孔及軸心線夾角不足,右側斜面空間位置不合格。另外加工時間較長、加工效率較低。
2 SS316L不銹鋼法蘭加工問題分析
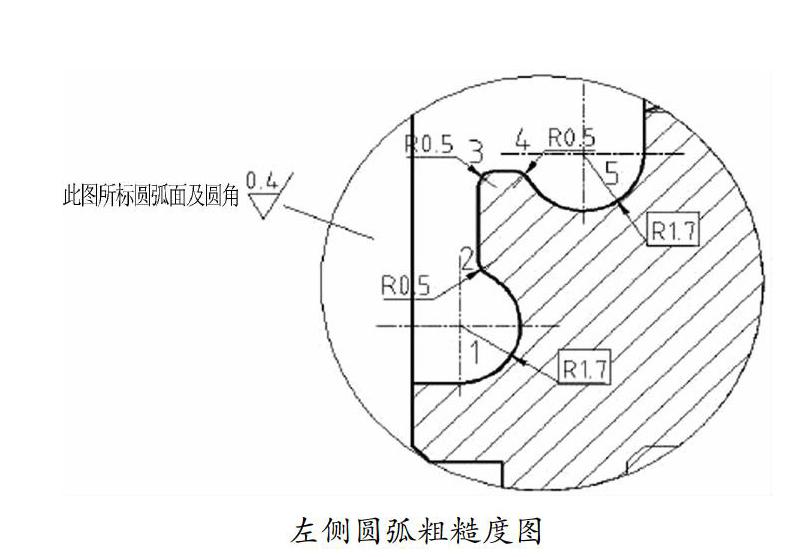
根據首件試切結果,如右圖所示,零件左側圓弧段,包括R0.5有3個,R1.7有2個,其中3位置的R0.5是在數控車床中使用鏜刀加工,1位置的R1.7圓弧溝槽在加工中心使用球頭銑刀銑削,5位置的R1.7最后在數控車床中使用圓弧內溝槽刀加工。而在加工當中,對于2、4位置的R0.5圓弧溝槽沒有涉及,因而這兩個位置R0.5沒有加工完整。兩個位置的R1.7圓弧,分別在數控車床、加工中心加工,會有接刀痕毛刺產生,但沒有做出相應處理,因而導致粗糙度過高。另外,右側孔及斜面主要在加工中心進行,而孔與軸心線的夾角為12°,斜面和孔的關系是空間對應,在工作臺安裝三爪卡盤,不能對每次零件安裝位置加以確定。另外,三爪液壓卡盤使用時間過長,發生了磨損,逐漸形成喇叭口狀,三爪逐漸從機床主軸中心偏離,會增大三爪定心誤差,增大加工工件形位公差,進而影響加工精度。[2]另外,利用上述加工工藝進行加工,需要20min能完成1個零件加工,效率較低,效益不佳,主要是由于零件夾裝次數多、加工工序零散。
3 SS316L不銹鋼法蘭加工工藝優化
基于以上問題的分析,對SS316L不銹鋼法蘭加工工藝進行優化,對精加工的工序進行增加。在傳統的加工工藝當中,在數控車床進行內孔加工,然后在加工中心進行圓弧溝槽銑削,最后在數控車床進行圓弧內溝槽加工。對此,可將精加工鏜刀添加到數控車床,進行精加工操作。采用這種加工工藝,對所有圓弧面進行精加工,能夠確保圓弧面粗糙度符合標準要求。另外,對專用夾具進行設計,對數控車床的夾具,將三塊銅塊焊接在三爪卡盤軟爪前端,通過自鏜削出圓弧臺階狀。[3]加工過程中,零件的一面在臺階位置迅速貼近,就能夠精準定位。對加工中心夾具,設計由工作臺、螺釘、底板、定位銷、T型螺釘、法蘭零件、支撐座等部分構成。夾具底板在加工中心工作臺安裝,使用T型槽固定,利用支撐座保證零件空間位置關系。裝夾過程中使用定位銷固定位置,然后將其余螺釘旋緊。加工過程中將固定銷去下,先銑12°斜面,然后銑削孔。通過對專用夾具的設計,能有效提高加工效率。
4 結論
以往SS316L不銹鋼法蘭加工工藝中,存在著一定的問題,加工精度和加工效率都不理想。分析問題原因,對加工工藝進行相應的改進和優化,通過精加工提高加工精度,通過設計專用夾具提高加工效率。
參考文獻:
[1]秦新義,李翔.法蘭螺孔螺紋加工工藝選擇及其承載力的試驗研究[J].科技創新導報,2017,14(26):106-108.
[2]劉蘭蘭.法蘭盤類零部件的加工工藝研究[J].工程技術:全文版,2016(7):00076.
[3]常影,董鑫,楊利劍,等.汽車法蘭墊片沖壓模具設計及其加工工藝研究[J].吉林農業科技學院學報,2017,26(1):25-28.