CRH3型動車組牽引拉桿組成節點壓裝工藝探討
2019-10-21 01:22:49王海博韓偉峰趙鑫李金龍
中國電氣工程學報 2019年8期
王海博 韓偉峰 趙鑫 李金龍


摘? 要:針對牽引拉桿組成及其節點、連桿的單件結構特點和配合特點,分析了牽引拉桿組成節點壓裝的難點、質量風險,探討了節點壓裝工裝尺寸設計,解決了壓裝工藝技術難點,確定了影響壓裝精度的參數以及參數設定要求。提高了節點壓裝的質量。
關鍵詞:動車組? 牽引拉桿組成? 節點 壓裝
0 引言
CRH3系列動車組轉向架牽引拉桿組成節點在三級修過程中屬于偶換零部件、四五級修中屬于必換零部件。由于牽引拉桿組成結構的原因,其節點在空間中處于相互垂直的位置關系,不利于節點壓裝精度的保證,本文分析了牽引拉桿組成節點壓裝所需工裝的各部分尺寸對節點壓裝精度的影響并提出了克服該影響的工裝設計辦法,解決了相應的壓裝精度技術難題,提高了生產效率與質量。
1 牽引拉桿組成節點的作用
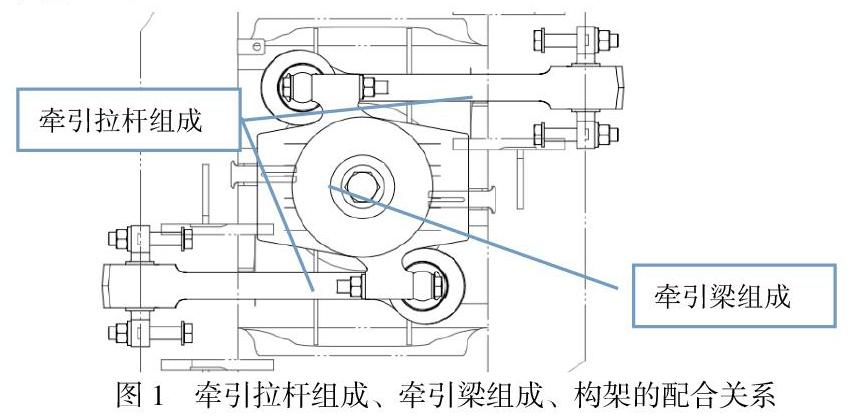
CRH3系列動車組轉向架牽引裝置由“牽引梁組成”、“牽引拉桿組成”、“中心銷組成”三個組成件構成。
每個轉向架有兩個“牽引拉桿組成”,每個“牽引拉桿組成”一端通過節點與構架相連,另一端通過節點與牽引梁相連進而通過連接中心銷組成而與車體相連。每個“牽引拉桿組成”作為CRH3系列動車組轉向架牽引裝置的一部分,在車輛運行過程中承受了其所在轉向架50%的牽引拉力或壓力,而這部分牽引拉力或壓力完全作用在牽引拉桿組成兩端的每個“節點”上。
2 牽引拉桿組成與節點以及配合關系
如圖2所示,牽引拉桿桿體為鍛造件,兩端各以理論中心加工了兩個平面,兩端平面之間互相垂直。兩端各有一個孔用于冷裝節點,兩孔之間也為空間垂直關系。牽引拉桿與節點為過贏配合,并且兩端的節點應與各自方向所對應的兩個平面的中心平面相垂直,本文討論如何通過工裝夾具保證兩個節點中心平面與牽引拉桿中心平面的垂直。
3 牽引拉桿組成節點壓裝夾具設計要求
為實現牽引拉桿組成兩端的節點分別與牽引拉桿中心銷垂直,必須設計制作一個固定的夾具。該夾具需要實現以下幾點功能:
1)在夾具上制作出XY兩個定位基準;
2)使牽引拉桿的中心線與夾具的Y向基準重合;
3)使節點的中心線與夾具的X向基準重合;
4)通過壓力機壓裝夾具間接將零部件壓裝完成,壓裝過程中應確保已經重合的橫縱基準不發生變化。
4 牽引拉桿組成節點壓裝夾具介紹
如圖3,為實現以上4條功能,該夾具應分為“壓裝座體”和“壓頭”兩部分。其中壓頭用于壓裝前裝夾節點,壓裝座體用于壓裝前裝夾牽引拉桿。壓裝時應先利用壓裝座體上的定位銷將牽引拉桿一端的圓孔固定,將牽引拉桿水平放置在壓裝座體上,在將牽引拉桿另一端平面利用定位塊擺正。利用壓頭將節點固定,并將壓頭的導柱插入滑道中,使得節點中平面與拉桿中平面垂直。再利用壓力機對壓頭施加壓力,將節點壓入拉桿孔中。
如圖3,為牽引拉桿節點壓裝夾具結構示意圖。為確保將夾具的制作誤差降到最低,滑道1、滑道2、定位銷應由小型數控加工中心一次裝夾加工完成,以確保滑道1(左右)的中平面和滑道2平行,定位銷在滑道1(左右)的中平面的正中心。以定位銷的中心點做一條垂直于滑道1(左右)的中平面的直線,該直線即為夾具的Y基準,而滑道1(左右)的中平面即為夾具的X基準。
節點導向槽和導柱垂直。
工件的節點中平面與導柱中心線重合,為在節點孔中穿入一個銷子,銷子插入導向槽中以確保節點中平面與導柱中心線重合。
在滑道中裝入定位塊,定位塊的四邊相互垂直,則定位塊的作用面與滑道2垂直,與壓裝座體的Y基準平行。將牽引拉桿一側的孔插在壓裝座體的定位銷上,轉動牽引拉桿使牽引拉桿另一側的平面(該平面與牽引拉桿中心平面平行)緊貼在定位塊上肉眼觀察無縫隙。如此可確保牽引拉桿中心線與夾具Y基準重合。
按照以上流程制作夾具并裝夾料件后,即可利用液壓設備將節點壓入牽引拉桿中,保證節點中平面與牽引拉桿中平面垂直。
5 牽引拉桿組成節點壓裝夾尺寸影響參數討論
根據實踐經驗,導柱與滑道1(左右)的配合間隙最小應為單邊0.5mm,定位銷與牽引拉桿孔的單邊間隙最小也應為0.5mm。而導柱長度越長,導柱與滑道1(左右)的配合間隙對壓裝角度影響越小,故應根據實際需要選擇導柱的長度。
而其余影響因素,如滑道1和滑道2的平行度、定位塊各面的垂直度、定位銷在坐標系XY中的位置度均可通過加工機床的加工精度來控制,本文中不做討論。
6 結語
按照本文的牽引拉桿組成節點壓裝夾具設計方案及對壓裝尺寸影響參數控制的討論,能夠有效的控制牽引拉桿組成的節點壓裝質量。并能夠根據本文給出的方法找出節點壓裝夾具尺寸問題所在,相似節點壓裝工作的夾具制作和夾具維修有重要意義。
參考文獻:
[1]鐵總機輛【2018】211號 和諧3型動車組高級修檢修規程.